(54) ПНЕВМОКОНВЕЙЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневмоконвейер | 1978 |
|
SU887372A2 |
| Пневмовиброконвейер | 1981 |
|
SU971747A1 |
| Пневмоконвейер | 1979 |
|
SU854838A1 |
| ПИТАЮЩЕЕ СОПЛО ПНЕВМОКОНВЕЙЕРА | 2006 |
|
RU2294885C1 |
| Пневмоконвейер | 1979 |
|
SU856945A1 |
| ПНЕВМОКОНВЕЙЕР СО СТАБИЛИЗИРОВАННОЙ ТОЛЩИНОЙ ВОЗДУШНОЙ ПОДУШКИ | 2007 |
|
RU2342305C1 |
| Пневмоконвейер | 1985 |
|
SU1324961A1 |
| ПНЕВМАТИЧЕСКИЙ СЕПАРИРУЮЩИЙ ЛОТОК | 1999 |
|
RU2149714C1 |
| ПНЕВМОКОНВЕЙЕР С ТОКОВЫМ УПРАВЛЕНИЕМ | 2006 |
|
RU2331568C1 |
| Устройство для транспортирования изделий на воздушной подушке | 1982 |
|
SU1054240A1 |

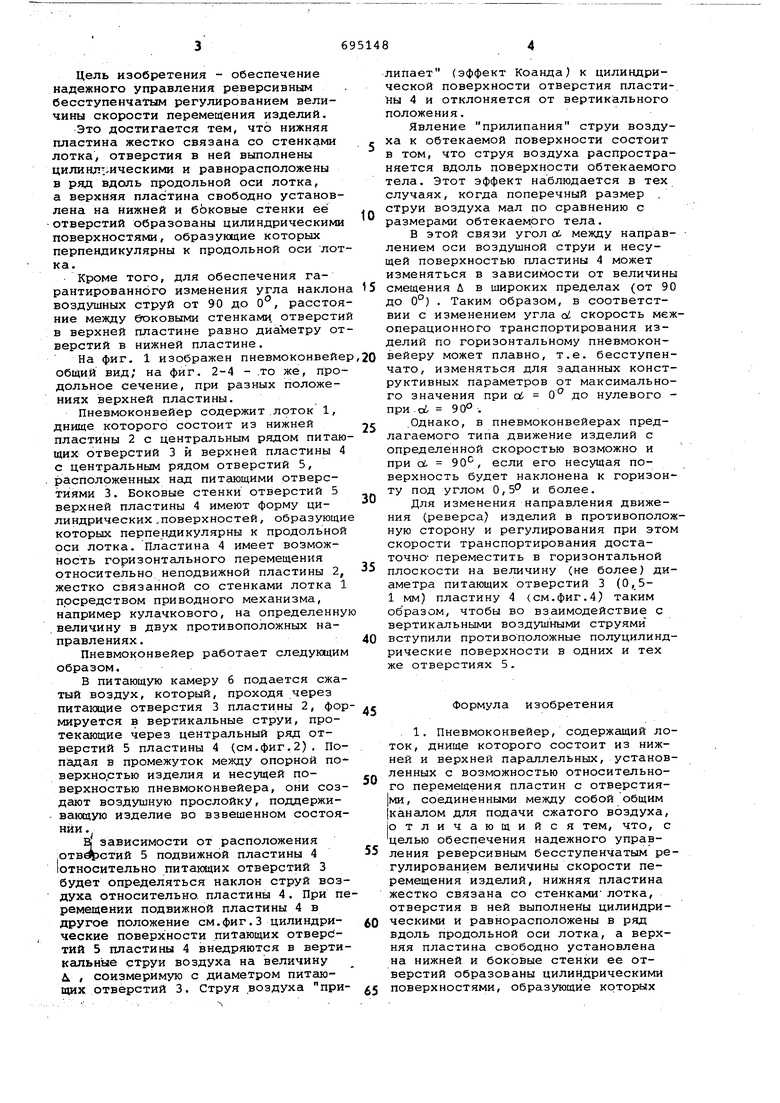
Изобретение относится к области промышленного транспорта, а именно к пневмоконвейерам, и может быть использовано для межоперационных перемещений штучных изделий. Известны пневмоконвейеры, содержащие поворотные сопла, позволяющие регулировать скорость одностороннего движения изделий посредством механического их поворота 1 . Однако, для регулирования скорости движения штучных изделий в этих пневмоконвейерах необходимо создавать сложную и громоздкую кинематическую схему поворота сопл. Это становится особенно очевидным, если . учесть, что в промышленнь1х пневмокон вейерах, производящих межоперационно транспортирование изделий на десятки метров, количество питакяцих отверстий, а следовательно, и поворотных сопл достигает значительной вели чины; ; Кроме того, минимальный угол наклона воздухопитающих отверстий сопл к несущей поверхности конвейера, при котором достигается наибольшая для заданных параметров скорость транспортирЪвания изде.лий, в этих системах из-за нетехнологичности составля ет 20-30°, что, естественно, значительно сужает диапазон возможных максимальных скоростей. К тому же, в пневмоконвейерах с поворотными соплами не предусматривается изменение на противоположное направления движения штучных издели|1 на одном и том же участке несущей поверхности. Известен пневмоконвейер, содержащий лоток, днище которого состоит из нижней и верхней параллельных, установленных с возможностью относительного перемещения пластин с отверстиями, соединенными между собой общим каналом для .подачи сжатого воздуха 2. Одним из недостатков конструкции этого пневмоконвейёра является невозможность использования одной ветви пневмоконвейёра для транспортирования изделий в двух противоположных направлениях. Кроме toro, регулирование скорости транспортирования изделий за счет изменения величины воздушного потока нельзя считать рациональным, поскольку, например, увеличение расхода воздуха, как правило, снижает рентабельность , использования пневмоконвейёра вОцелом. Цель изобретения - обеспечение надежного управления реверсивным бесступенчатым регулированием величины скорости перемещения изделий. Это достигается тем, что нижняя пластина жестко связана со стенками лотка, отверстия в ней вьшолнены цилинл-ическими и равнорасположены в ряд вдоль продольной оси лотка, а верхняя пластина свободно установлена на нижней и боковые стенки её - отверстий образованы цилиндрическими поверхностялт, образующие которых перпендикулярны к продольной оси лот ка. Кроме того, для обеспечения гарантированного изменения угла наклон воздушных струй от 90 до 0°, расстоя ние между боковыми стенками, отверсти в верхней пластине равно диаметру от верстий в нижней пластине. На фиг. 1 изображен пневмоконвейе общий вид; на фиг. 2-4 - .то же, про дольное сечение, при разных положениях верхней пластины. Пневмоконвейер содержит лоток 1, днище которого состоит из нижней пластины 2 с центральным рядом питаю щих отверстий 3 и верхней пластины 4 с центральным рядом отверстий 5, расположенных над питающими отверстиями 3. Боковые стенки отверстий 5 верхней пластины 4 имеют форму цилиндрических ,поверхностей, образующи которых перпендикулярны к продольной оси лотка. Пластина 4 имеет возможность горизонтального перемещения относительно неподвижной пластины 2, жестко связанной со стенками лотка посредством приводного механизма, например кулачкового, на определенну величину в двух противоположных направлениях. Пневмоконвейер работает следующим образом. В питающую камеру 6 подается сжа тый воздух, который, проходя через питающие отверстия 3 пластины 2, фор мируется в вертикальные струи, протексцощие через центральный ряд отверстий 5 пластины 4 (см.фиг.2). По падая в промежуток между опорной по верхно.стью изделия и несущей поверхностью пневмоконвейера, они соз дсЦот воздушную прослойку, поддерживающую изделие во взвешенном состоя нии . а зависимости от расположения ,отвэ| стий 5 подвижной пластины 4 ютносительно питающих отверстий 3 будет определяться наклон струй воз духа относительно, пластины 4. При п ремещении подвижной пластины 4 в другое положение см.фиг.3 цилиндрические поверхности питающих OTBepdтий 5 пластины 4 внедряются в верти кальные струи воздуха на величину Л , соизмеримую с диаметром питающих отверстий 3. Струя воздуха при липает (эффект Коанда) к цилиндрической поверхности отверстия пластины 4 и отклоняется от вертикального положения. Явление прилипания струи воздуха к обтекаемой поверхности состоит в том, что струя воздуха распространяется вдоль поверхности обтекаемого тела. Этот эффект наблюдается в тех случаях, когда поперечный размер струи воздуха мал по сравнению с размерами обтекаемого тела. В этой связи угол oi. между направлением оси воздушной струи и несущей поверхностью пластины 4 может изменяться в зависимости от величины смещения Д в широких пределах (от 90 до 0°) . Таким образом, в соответствии с изменением угла Ы скорость межоперационного транспортирования изделий по горизонтальному пневмоконвейеру может плавно, т.е. бесступенчато, изменяться для заданных конструктивных параметров от максимального значения при d 0° до нулевого при.о:, 90° . .Однако, в пневмоконвейерах предлагаемого типа движение изделий с определенной скоростью возможно и при oi. , если его несущая поверхность будет наклонена к горизонту под углом 0,5 и более. Для изменения направления движения (реверса) изделий в противоположную сторону и регулирования при этом скорости транспортирования достаточно- переместить в горизонтальной плоскости на величину (не более) диаметра питающих отверстий 3 (0,51 мм) пластину 4 (см.фиг.4) таким образом, чтобы во взаимодействие с вертикальными воздушными струями вступили противоположные полуцилиндрические поверхности в одних и тех же отверстиях 5. Формула изобретения 1. Пневмоконвейер, содержащий лоток, днище которого состоит из нижней и верхней параллельных, установленных с возможностью относительного перемещения пластин с отверстия|ми, соединенными между собой общим |каналом для подачи сжатого воздуха, (отличающийся тем, что, с целью обеспечения надежного управления реверсивным бесступенчатым регулированием величины скорости перемещения изделий, нижняя пластина жестко связана со стенками лотка, отверстия в ней выполнены цилиндрическими и равнорасположены в ряд вдоль продольной оси лотка, а верхняя пластина свободно установлена на нижней и боковые стенки ее отверстий образованы цилиндрическими поверхностями, образующие которых
перпендикулярны к продольной оси
лотка.
пластине равно дигшетру отверстий в нижней пластине.
Источники информации, принятые во внимание при экспертизе
2 о Патент США 3759579, кл. В 65 G 51/00, 1976.
(put.3
(put-f
-«
