Изобретение относится к обработАчв металлов давлением и может быть использовано в заготовительных цехах а котлостроении, химическом и нефтяном машиностроении, судостроении и т.д.
Известен способ настройки приспособления для круговой резки к дисковым ножницам с наклонными дисками, включающий пробный рез по логарифмической спирали и поворот приспособления на необходимую величину в соответствующем направлении.
Однако при этом способе необходимо повторять настройку при переходе от вырезки кругов одного диаметра к вырезке кругов другого диаметра.
Цель изобретения - сокращение числа настроек и повьшение их точности.
С этой целью в способе настройки приспособления для круговой резки к дисковым ножницам с наклонными дисками, включающем пробньш рез по логарифмической спирали и поворот приспособления на необходимую величину в соответствующем направлении, выполняют дополнительный пробный рез по логарифмической спирали, при этом один рез вьшолняют с начальным радиусом-вектором, близким к минимально возможному, а другой рез - с начальным радиусом-вектором, близким к максимально возможному дпя данного приспособления, определяют углы м и s поворота приспособления дпя обоих резов, поворотом приспособления устанавливают центры вращения заготовок и точку резания на одну прямую линию и поворотом на угол g устанавливают приспособление окончательно.
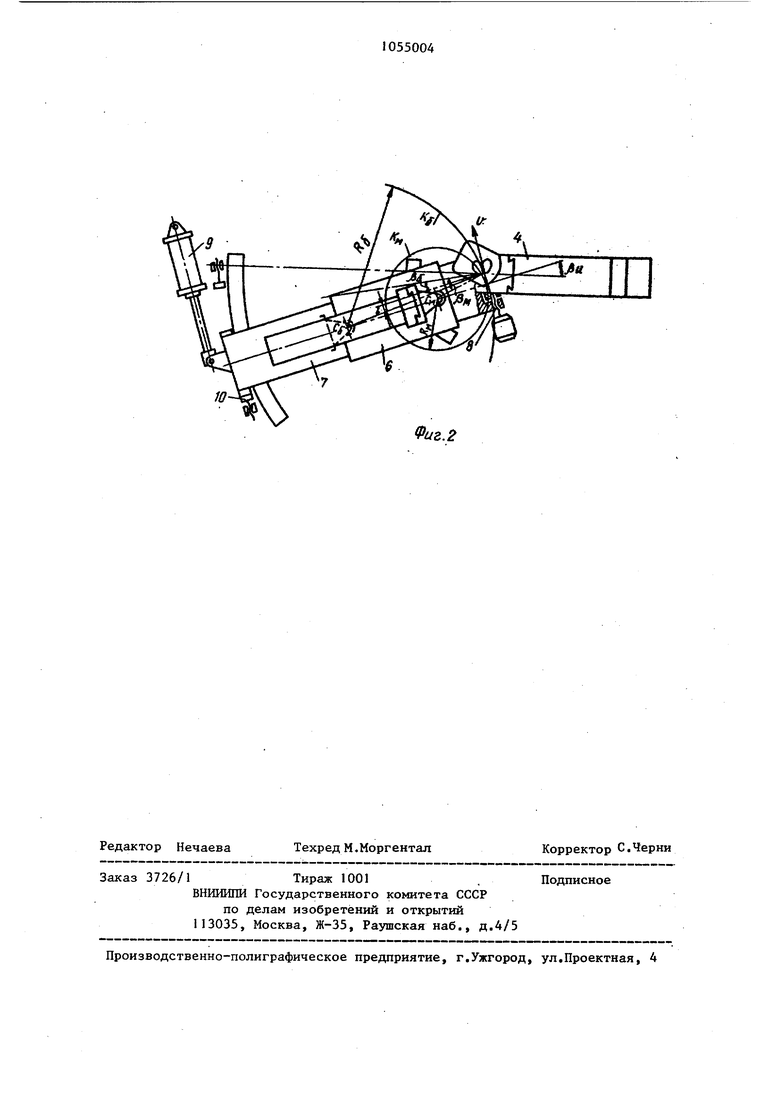
На фиг.1 изображены двухдисковые ножницы с наклонными дисками и приспособлением для круговой резки, вид сбоку; на фиг. 2 - то же, вид сверху Способ заключается в том, что для вырезки пробной детали заготовка зажимается в центрах 1 и 2. Скоба 3 приспособления подводится к режущим даскам на минимально возможный или близкий к нему радиус. Опускается верхний режущий диск ножниц 4.
Включается вращение режущих дисков. В процессе резания между заготовкой и дисками возникают силы трения, которые увлекают заготовку и поворачивают ее вокруг центра. При правильной настройке ножниц и приспособления начало и конец реза совпадают, т.е. получается окружность. В случае неточной настройки рез выполняется по логарифмической спирали, т.е. начало и конец реза через один оборот заготовки не совпадают. По величине начального и конечного радиусов-векторов и знаку приращения радиуса-вектора, определяемым по фог муле f , где tf - угол поворота заготовки; J - начальный радиус-вектор; f - конечный радиус-вектор; m - ctgf;
j - угол между радиусом-векто.ром и касательной к спирали, определяют
. ,
f-ege
затем 4 m. Приводом 5 перемещают каретку 6 по направляющей 7 в положение, при котором можно вырезать круг наибольшего размера. Устанавливают и зажимают в центрах 1 и 2 заготовку. Пытаются вырезать второй круг (наибольшего возможного размера) Получают логарифмическую спираль.. Определяют угол Д .
С помощью винта 8 и привода 9 приспособление поворачивают, например, вокруг точки Сб так, чтобы радиус.вектор СмЕ повернулся на угол /btn-jbS в соответствующем направлении. В ре5 зультате такого движения точки Е,См и Сб окажутся на одной прямой линии. Приводом 9 отводят левый конец приспособления от упора 10 устанавливают упор в новое положение так, что бы радиус-вектор СбЕ повернулся на , приводом 9 подводят приспособление к упору. При этом направляющая 7 поворачивается вокруг шарнира 11. После таких перемещений приспособления точки См, Сб и В окажутся на одной прямой, перпендикулярно вектору резания V. Следовательно, можно устанавливать центр заготовки в любой точке на линии См-Сб
и вырезать круги без дополнительной настройки. Дпя фигурной вырезки, конкретно для вырезки по логарифмической спирали (с углом между радиусом-вектором и касательной к спира5 ли), приспособление нужно повернуть от его нового положения на угол c 90-fc в соответствующем направлении.
СПОСОБ НАСТРОЙКИ ПРИСПОСОБЛЕНИЯ ДПЯ КРУГОВОЙ РЕЗКИ к дисковым .ножницам с наклонными дисками,включающий пробный рез по логарифмической спирали и поворот приспособления на необходимую величину в соответствующем направлении, о т л и чающи.йся- тем, что, с целью сокращения .числа настроек и повышения точности, выполняют дополнитель иый пробный рез по логарифмической спирали, при этом один рёэ выполняют с начальным радиусом-вектором, близким к минимально возможному, а другой рез - с начальным радиусомвектором, близким к максимально возможному для данного приспособления, определяют углы и j поворота приспособления для обоих резов, поворотом приспособления устанавливают центры вращения заготовок и точку резания на одну прямую линию и поворотом на угол fio устанавливают приспособление окончательно. СП СП
| Способ настойки приспособления для круговой резки к дисковым ножницам с наклонными ножами | 1975 |
|
SU864690A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
