эо
i(a 9д
О
Изобретение относится к машиностронию и может быть использовано в заготовительных цехах в котпостроении, химическом и нефтяном машиностроении, уаостроении и т.д.5
В машиностроении широко применяются двухцисковые одностоечные ножницы . с наклонными дисками 1 . Для выполнения круговых фигурных резов они снабжаются приспособлением, в центрах Ю которого зажимают обрабатьтаемьй материал,.. ,
При вырезке кругов и колец с помощью приспособления для круговой.резки может быть несовпадение начала и кон- 15 ца ксштура резки. Чтобы избежать этого, необходимо повернуть приспособление на определенный угол,; отсчитываемый от. оси ножниц, которая проходит через точки резания ножевых дисков. Этот по- 20 ворот приспособления исключает также серповидную или спиральную линию резки в зоне врезания верхнего ножа при вырезке из середины листа.
Угол разворота приспособления колеб- 5 летая от О до , устанавливается в Ь процессе отладки заводом-изготовителем 2J,;
Это обеспечивает достаточнодлительную устойчивую работу ножниц на дырезке кругов после отладки за водом-изготови- зо телем.
Известный способ настройки заключается в проведении большого числа пробных круговых резов при последовательном изменении положения приспособления до j такого его положения, при котором начало и конец контура круговой резки сов- . падают.
Однако угол поворота приспособления j зависит от толщины и свойств разрезае- 4о мого листа, степени затупления режущих дисков, величины бокового зазора между дисками, перекрытия дисков и от других факторов. В процессе работы эти факторы изменяются. Следовательно, измени- 5 ется и требуемый ytxjn установки приспосхзбления. ,..
Кроме того, при вырезке деталей, имеющих в своем контуре элементы окружностей и спиралей, необходимо менять положение приспособления. Окружность и спираль нельзя вырезать при одном и том же положении (при одном и том же угле поворота) приспособления, т.е. настройка ножниц, предполагающая неизмен- 55 кое положение приспособления для вырезки деталей с комбинированным из paj. личных кривых кштуров, непрт1годна.
Настройка с помощью большого числа пробных резов при разных положения.х приспособления требует много времени. Большая трудоемкость известного способа настройки дисковых ножниц является его недостатком.
Целью изобретения является повышени производительности настройки за счет сокращения чисда пробных резов.
Поставленная цель достигается тем, что при осуществлении пробного реза на пробной заготовке при произвольном положении приспособления для круговой резки вырезают логарифмическую спираль определяют угол у между радиусомвектором и касательной к спирали и поворачивают приспособление для круговой резки для вырезки кругов на угол 90°а для вырезки спирали с углом ф на угол 90 - (tjJ+ -) в соответствующем : направлении.
.Способ заключается в следующем.
На ножницах с наклонными дисками вырезают логарифмическую спираль. Для этого заготовку зажимают в центрах каретки приспособления для круговой рез ки. Включением привода перемещения
каретки заготовку подводят к режущим дискам на заданный начальный радиусвектор логарифмической спирали. Включают кинематическую связь каретки с приводом ее перемещения, предоставляя каретке возможность двигаться по станине под действием сил резания. Опускают верхний режущий диск. Включают вращение режущих дисков. Между заготовкой и дисками возникает сила трения, которая поворачивает заготовку вокруг центров зажима, и ее составляющая направлена по линии, соединяющей центр вращения заготовки с точкой резания. Каретка с заготовкой станет приближаться к режущим дискам или удаляться от них. заготовка повернется на заданный уго привод вращения дисков выключают. Измеряют радиус-вектор спирали, соответ ствующий заданному углу поворота.
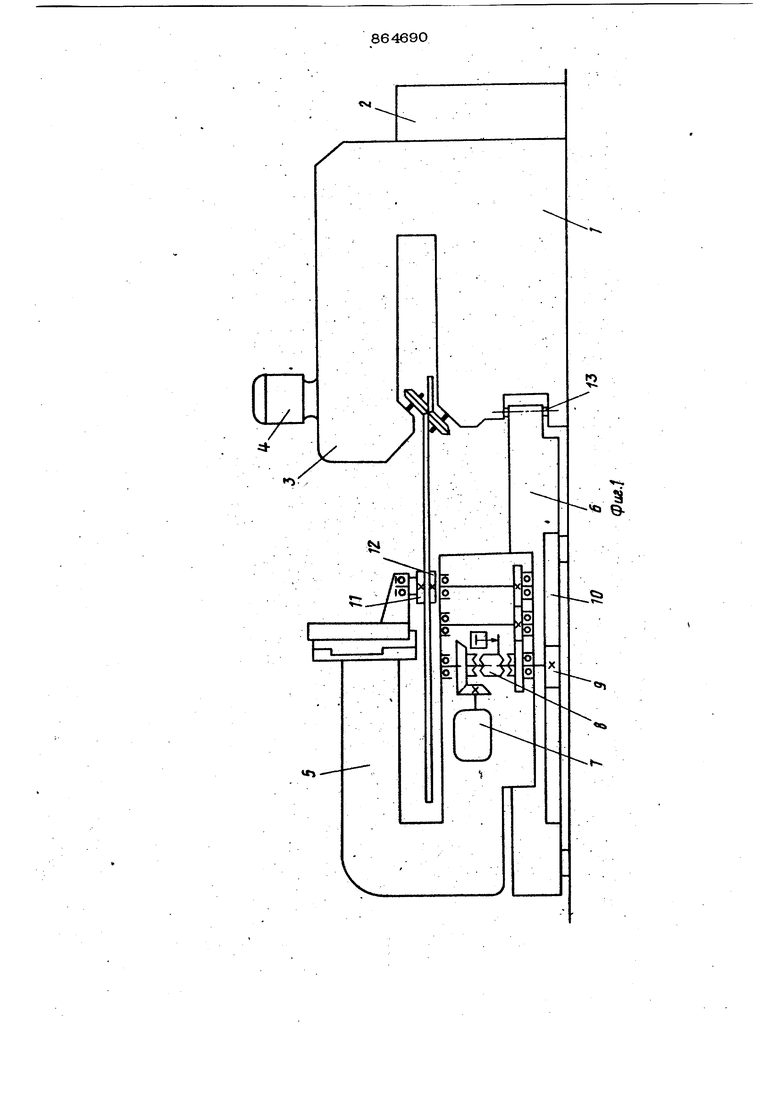
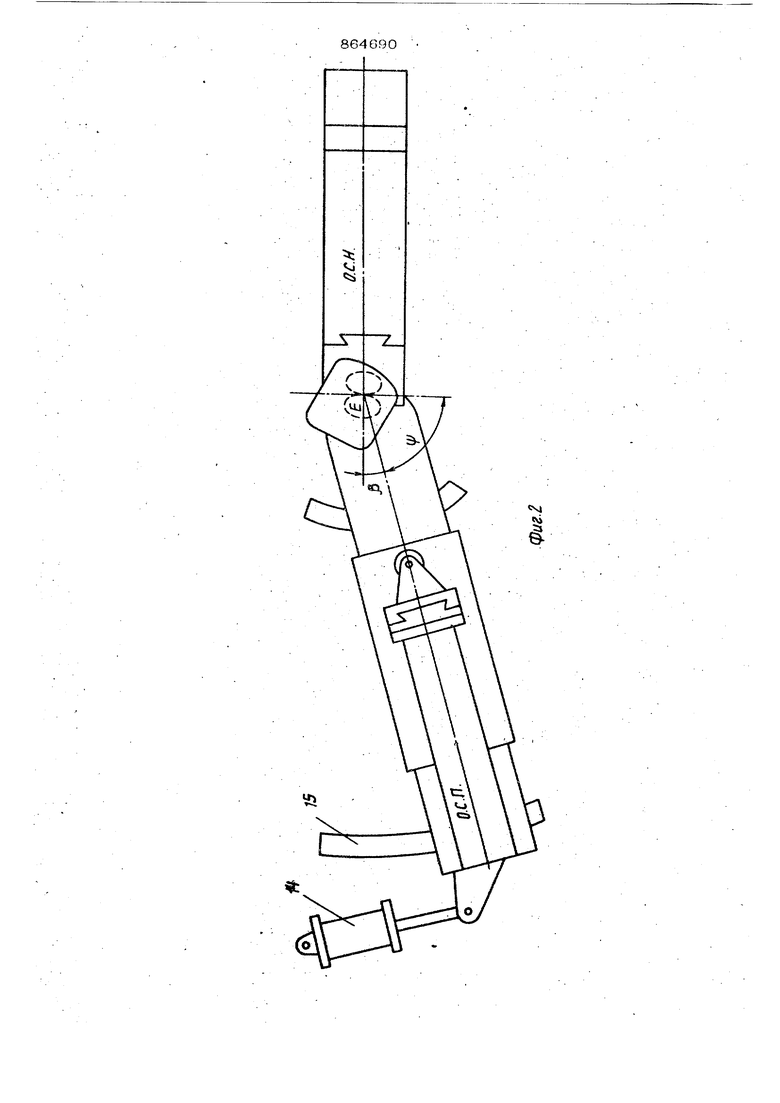
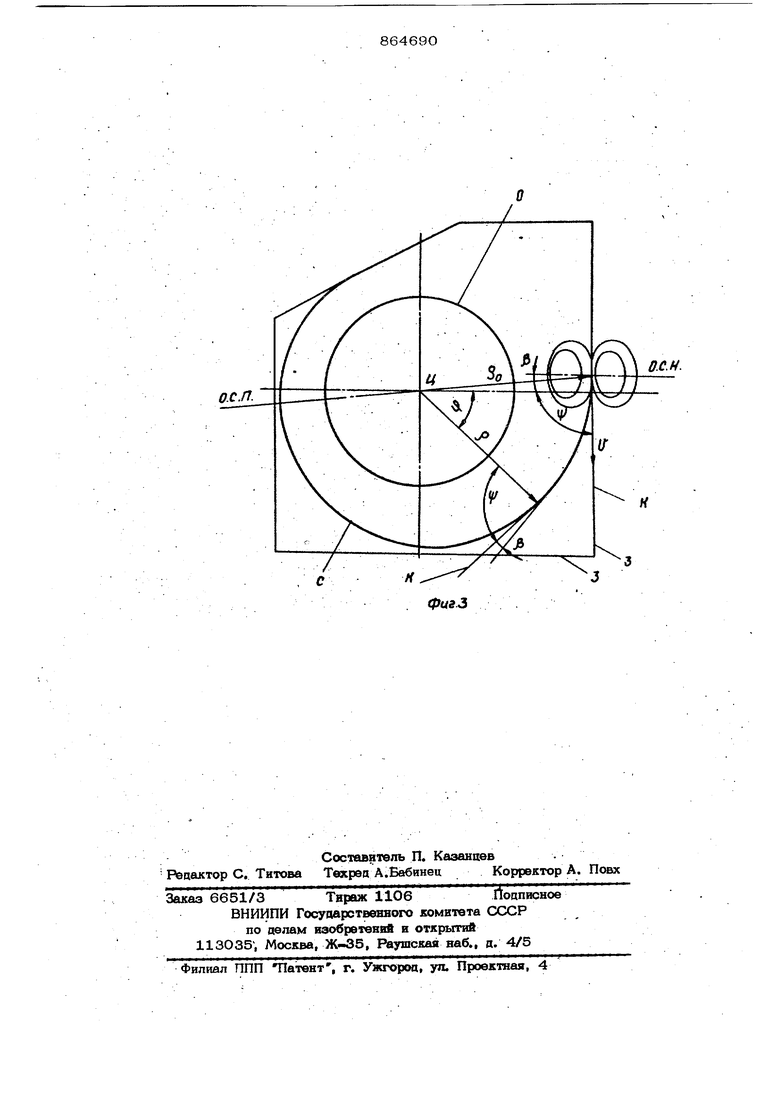
Определяют знак приращения рааиуссектора относительно его начального значения. По таблице или по формуле определяют угол у - угол между радиусвектором к качательной к спирали. При вырезке круга приспособление поворачивают в соответствукидем направлении на угол 90 -у. При настройке на вырезку спирали с углом приспособление поворачивают на угол 90 - (Ф ), гае + 4i - алгебраическая сумма ур ЛОБ у и Ц, На фиг. 1 изображены цисковые ножницы, виц сбоку; на фиг, 2 - то же, виц сверху; на фиг. 3 - вырезаемая це таль. Ножницы имеют сварную станину 1 Веросний и нижний режущие диски приво.цятся во вращение от привода 2 через зубчатые передачи и карданные валы. Головка 3 верошего диска перемещается в вертикальном направлении электродвигателем 4. Валы ножевых дисков наклонены под углом 45°. Каретка- 5 приспособления для круговой и фигурной резки перемещается по направляющей 6 с помсянью привода 7 при верхнем положении муфты 8 через зубчато-реечную пару 91О. Вер;хний поворотный циск . 11 прижимает заготовку к нижнему поворотно- му диску 12. Последний промежуточными зубчатыми колесбми может передать вра ,щение зубчатому колесу 9. Приспособление для круговой и фигурной резки соеди нено с ножницами шарниром 13 и поэо- рачивается вокруг последнего пневмоприводом 14 по направляющим 15. На фиг. 3 изображена деталь, наружный контур которой содержит отрезки прямой линии и логарифмическую спи- раль С, а внутренний представляет собой окружность О. Контур заготовки 3 получают на гильотинных ножницах. В пр способлении для круговой и фигурной выре 1КИ заготовка вращается вокруг центра Ц. Начальный радиус-вектор распирали совпа- дает в осью симметрии приспособления О.С.П. и образует угол р с осью симмег рии ножниц О.С.Н., причем Ь-90°-4, где Ci/ - угол между радиус-вектором и касательной К к спирали. Угол р выбирается с таким расчетом чтобы касательная К к спирали в точке резания Е совпала с направлением резания V. ,-« На фиг. 3 стрелка V , изображающая направление резания, направлена перпен цикулярно оси симметрии но}191иц. Это возможно при идеальной установке режущих дисков. При отклонении хотя бы оа- ного параметра, влияющего на направпе ние резания, последнее не совпааает с перпенцикуяяром к оси симметрии нонснид. Если нап|равление -резания окажет ся, например, правее, стрелки V на угол +Ьр, начальный рациус«4ектор До (центр вращения заготовки Ц) нео6хО димо повернуть вокруг точки Е против часоврйстрелки на угол +Й(3 . При отрицательном смещении направления резания заготовка поворачивается по часовой стрелке. В окружности угол между радиусом и касательной (у 90. . Следовательно, , ар со net, Поэтому оси ножниц и приспособления цля вырезки окружности должны совпадать (прий.). В процессе резания между затютовкой и дисками возникают силы трения, которые увлекают заготовку и поворачивают ее вокруг центра Ц. При/5 О и при идеальной установке дисков (одинаковые углы наклона и заточки дисков,: одинаковые диаметры дисков и т.д.) доллща получиться окружность, т.е. начало и конец резки должны совпасть. В случае неточной настройки дисков и приспособления рез будет вьшолнен по логарифмической спирали, т.е. начало и конец реза через один оборот заготовки (tj) 360°) не совпадут. Это значит, что угол между радиусом-вектором (линией, соединяющей точку резания с цент ром вращения заготовки) и касателы ной Cj/ifc90. Если этот угол меньше 90, каретка с -заготовкой станут притяги- ваться в сторону режущих дисков, н теку щий радиус-вектор станет уменьшаться по формуле логарифмической спирали: гдетп-с1 9 поляркый угол спирали. Если , заготовка отталкивается от режущих дисков, радиус-вектор увеличивается. В процессе пробного реза.муфт 8 (см. фиг. 1) должна, находиться в срвалем или верхнвм положении. Пробный рез начинается от запанвого .радиус-вектора ро и осуществляется до эапанного полярного угла (р (по поворота заготовки на yrontf). Зная начальный радиус-вектор ро и замерив конечный рааиус-векторр, ; соответствующий полярному углу t, можно определить показатель hi вэ формулы . гарифмической спиралв. (|,. . Определив затем величину угла соотношения CfrOrci Wi,
получим вовможность пля обоснованной корректировви 1юложення приспособления. Для выреаки окрухшости приспособление необходимо повернуть на угол (5 в соответствующем напретлении. Пля вы резки спирали с углом приспособление поворачиваютнаугол р-90-(у +, где (jj алгебраическая сумма угловц .
Для настройки на вырезку деталей из данного материала при постоянной . установке режущих дисков достаточно вырезки одной пробюй спирали. В резуль тате использования предлагаемого способа настройки сокра шается время наст , ройки, повышается производительность труда.
. с
о.с.и.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки приспособления для круговой резки | 1980 |
|
SU1055004A1 |
| Устройство для резки листового материала по спирали архимеда | 1974 |
|
SU526459A1 |
| Дисковые ножницы для вырезки логарифмических спиралей | 1976 |
|
SU726743A1 |
| Дисковые ножницы | 1986 |
|
SU1349899A1 |
| Способ резки листового материала по спирали | 1974 |
|
SU515601A1 |
| Ножницы дисковые | 1983 |
|
SU1094681A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| Устройство к дисковым ножницам для резки листового материала по спирали и кругу | 1974 |
|
SU482260A2 |
| Устройство к дисковым ножницам для резки листового материала по спирали и кругу | 1977 |
|
SU733884A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРУГОВЫХ ОТВЕРСТИЙ И ДЕТАЛЕЙ | 1992 |
|
RU2031761C1 |
СПОСОБ НАСТРОЙКИ ПРИСПОСОБЛЕНИЯ ДЛЯ КРУЮВОЙ РЕЗКИ К ДИСКОВЫМ НОЖНИЦАМ С НАКЛОННЫМИ НОЖАМИ, вклиочакиций поворот П 1спосо6ления для круговой резки вокруг точки резания и пробнью резы, л и ч а ю ш и и с я тем, что, с целью повьшения производительности за счет сокращения числа пробных резов, при осуществлении пробного реза на пробной заготовке при произвольном положении приспособления для круговой резки вырезают логарифмическую спираль, определяют угол (f между радиусомвектором и касательной к спирали и поворачивают приспособление для круговой резки для вырезки кругов на угол 90 (, а для вьфезки спирали с углом (j на угол 90 ч- (lj+ V) в соответствующем направлении. ff
| Ледаов И | |||
| С., Фуги Г | |||
| П | |||
| и др | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| М., Машиностроение, 1972, рис | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Подвижной рельс для пересечений железнодорожных путей | 1922 |
|
SU456A1 |
