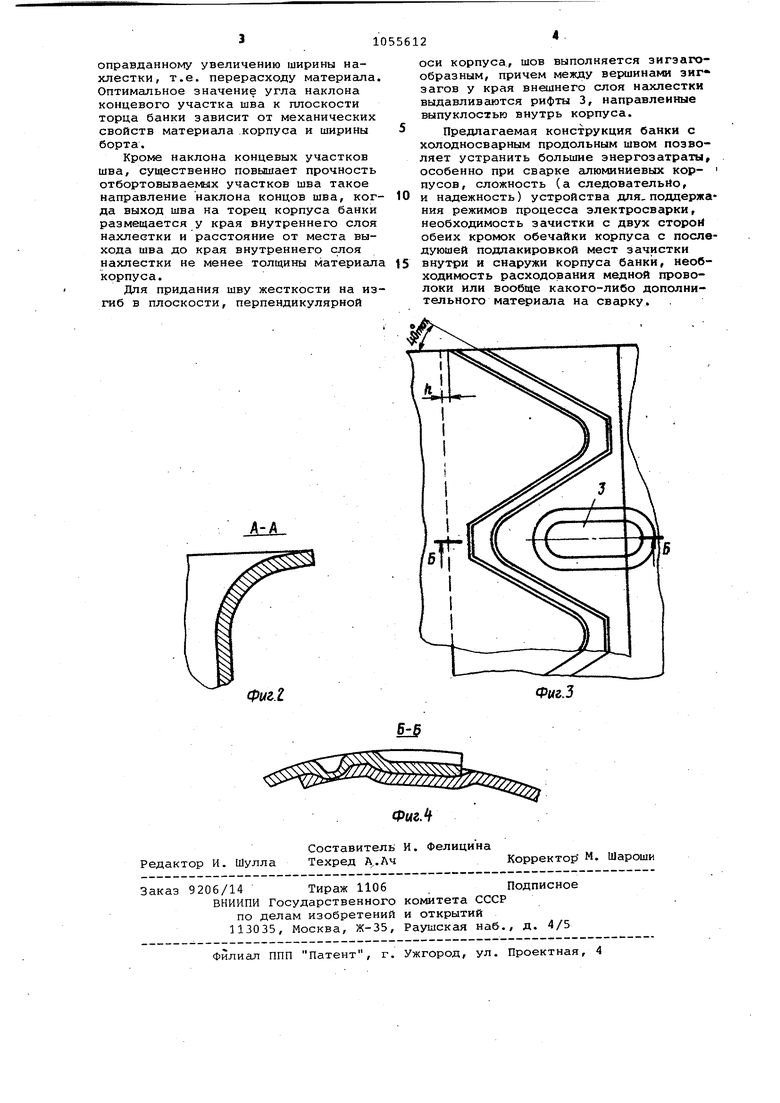
Изобретение относится к производ ству металлической тары, например банок для консервов или пресервов, и может быть использовано при изготовлении банок из материалове поддающихся холодной сварке давлением. Применяемые в настоящее время ко сервные сборные банки состоят из ко пуса и дна. Корпус сборной банки представляет собой обечайку, сверну тую из листовой заготовки, края которой соединены продольным швом, а торцы отбортованы наружу для обеспе чения возможности присоединения дна и крышки. Большинство консервных сборных банок изготавливается из белой, т.е луженой жести. Корпуса банок из это материала изготовлены с продольным швом пропаянным оловянно-свинцовым припоем 1 . Дефицит олова вызывает серьезные затруднения при производстве белой жести и припоя. Это обстоятельство обусловило разработку конструкций банок из непаяемдх сортов жести, на ;пример из черной или хромированной жести, алюминия и т.п. Применение этих материалов вызвало необходимос создания новых конструкций банок, Известна конструкция корпуса металлической банки, выполненного в виде обечайки, свернутой из листовой заготовки края которой соединены внахлестку продольным сварным швом. Предварительно.зачищенные с двух сторон кромки обечайки корпуса, на ложенные друг на друга внахлест, про катываются между двумя дисковыми электродами, причем во избежание загрязнения дисковых электродов расплавленным материалом обечайки между рсщиком и швом на обечайке корпуса протягивается специально отформованная медная проволока. Разогрев и размягчение свариваемых кромок про исходит за счет тепла, выделяющегося в материале корпуса при пропускании тока, сваривание осуществляется за счет усилия, создаваемого электродами. Зачищенные для обеспечения электроконтакта полосы вдоль сварного шва внутри и снаружи корпуса банки во избежание коррозии и контакта с продуктом после сварки покрываются лаком. Конструкция банки со сварным нахлесточным швом обусловливает возможность применения непаяемых .сортов жести для изготовления доброкачественных консервных банок 2j . Однако недостатками способа являются большие затраты электроэнерги и низкий КПД, сложность устройства для осуществления процесса сварки, необходимость зачистки обеих кромок обечайки корпуса с двух сторон, что |Вызывает необходимость последующей подлакировки, необходимость расходо, вания медной проволоки на сварку каждого корпуса в количестве равном. двум длинам сварного шва, малая пригодность способа для сварки алюминия, так как в этом случае сопротивление внешней цепи т.е. свариваемого шва, благодаря низкому удельному сопротивлению алюминия становится соизмеримым с сопротивлением внутренней цепи сварочного устройства. При этом количество тепла, выделяемого в сварочном устройстве, возрастает, а общий КПД установки резко падает. Цель изобретения - упрощение и удешевление процесса изготовления сварного корпуса путем применения способа, холодной сварки. Для достижения поставленной цели в корпусе металлической банки, выполненном в виде обечайки, свернутой из листовой, заготовки, края которой соединены внахлестку продольным сварным .швом, концевые участки шва выполнены наклонными относительно торца корпуса и направлены к краю внутреннего слоя нахлестки. ; Кроме того выход концевых наклонных участков шва на торец корпуса расположен на расстоянии не менее одной толщины материала корпуса от края внутреннего слоя нахлестки. Кроме того, с целью придания продол шву жесткости на изгиб в плоскости , перпендикулярной к продольной оси баньки, продольный шов выполнен зигзагообразным, а между вершинами зигзагов со стороны продольг ной кромки наружного слоя нахлестки выполнены рифты. На фиг. 1 представлен корпус банки; на фиг.. 2 - сечение А-А на- фиг.1; на фиг. 3 - прилегающая к торцу часть корпуса банки в месте выхода продольного шва перед отбортовывани- , ем, вид снаружи; на фиг. 4 - разрез Б-Б на фИг. 3. Корпус банки выполнен в виде обечайки 1, свернутой из листовой заготовки, края которой соединены внахлестку продольным сварным швом 2. Для применения холодносварнбго соединения для продольного шва корпуса банки, т.е. во избежание разрушения концов нахлесточного холодносварного шва в процессе отбортования корпуса банки, концевые участки шва в отбортовываемой зоне наклонены к плоскости торца обечайки под углом, примерно 30°, что позволяет получить такое разложение действующих при отбортований сил и такую комбинацию деформаций, при которых шов выдерживает отбортовывание без образования трещин и других дефектов. Увеличение угла наклона шва более 40 приводит к разрушению шва при отбортовывании. Уменьшени.е угла наклона шва менее IS приводит к не
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС КАНАЛА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2084024C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЕМКОСТЕЙ | 1995 |
|
RU2144453C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162396C2 |
| МЕТАЛЛИЧЕСКАЯ ЗАГЛУШКА ИЗОЛЯЦИИ ДЛЯ ТЕПЛОИЗОЛИРОВАННОЙ ТРУБЫ ИЛИ ФАСОННОГО ИЗДЕЛИЯ | 2014 |
|
RU2588320C2 |
| Способ дуговой сварки | 1990 |
|
SU1738533A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123918C1 |
| СПОСОБ РОЛИКОВОЙ ЭЛЕКТРОСВАРКИ ОБЕЧАЕК РЕЗЕРВУАРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2194599C2 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ С ТРУБАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1995 |
|
RU2085350C1 |
| ТОПЛИВНЫЙ БАК | 2019 |
|
RU2728196C1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
1. КОРПУС МЕТлЛИЧЕСКОЙ БАНКИ, выполненный в виде обечайки, свернутой из листовой заготовки, края которой соединены внахлестку продольным сварным швом, от л и чающийся тем, что, с целью упрощения и удешевления процесса изготовления сварного корпуса путем применения способа холодной сварки, концевые участки шва выполнены на- . клонными относительно торца корпуса и направлены к краю внутреннего слоя нахлестки.,. . 2. Корпус по п. 1, о т л и ч а ющ и .и с .я тем, что выход концевых наклонных участков шва на торец корпуса расположен на расстоянии не менее одной ТОЛ1ЦИНЫ материала .корпуса от края внутренне-го слоя нахлестки. 3. Корпус по п. 1,0 т л и ч а юИ и и с я тем, что, с целью придания продольному шву жесткости наизгиб в плоскости перпендикулярной к продольной оси банки, продольный шов выполнен зигзагообразным, а между вершинами зигзагов со стороны продольной кроьжи наружного слоя нахлестки выполнены рифты. сд D1 з:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чупахин В.М., Леонов И.Т | |||
| Производство жестяной консервной тары | |||
| М | |||
| Пищевая, промышленность, , с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| УСТРОЙСТВО ДЛЯ СБРОСА ПОЛЕЗНОЙ НАГРУЗКИ С ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2532976C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
