Предлагаемый способ, а также устройство для его осуществления могут быть использованы для лазерной сварки изделий различного назначения из тонколистовых материалов в пищевой, химической, электронной и радиотехнической промышленности, а также при производстве труб.
В подавляющем большинстве случаев лазерная сварка разделяется на два направления: лазерная сварка плоских тонколистовых материалов - в основном изделия электронной и радиотехнической промышленности и лазерная сварка изделий цилиндрической формы - изделия пищевой, химической, промышленности: аэрозольные баллончики, банки для консервов и т.д., а также трубы различного назначения.
В зависимости от последующего конкретного применения толщина свариваемых материалов может колебаться в широких пределах. Общий технологический цикл создания цилиндрических сварных изделий выглядит следующим образом (см. [1], стр. 29):
Фиг. 1.
Обозначения на фиг. 1.
P1, P2, ...P3 - последовательная раскатка материала в прокатных станах до эксплуатационных толщин;
Ф - процесс формирования цилиндрической заготовки;
Лс - процесс лазерной сварки;
П - процесс покрытия изделия пищевыми, защитными или другими покрытиями (при необходимости);
Рл - процесс разделки заготовки цилиндрической формы на необходимую длину.
Стальные болванки (отливки) многократно раскатываются в прокатных станах. При этом толщина болванки последовательно уменьшается. После достижения необходимых эксплуатационных толщин получившиеся листы (жесть) режутся в нужные размеры и складируются в пачку.
Существует два принципиально разных способа изготовления труб.
1. Прямошовные трубы. Технологический процесс производства таких труб состоит в следующем: листы с эксплуатационной толщиной подаются из пачки в производство, где формуются специальными приспособлениями - вальцами в цилиндрические заготовки и свариваются продольным швом (см. [1], стр. 198).
2. Спиралешовные трубы. Лист раскатывается до заданной толщины, обрезается в ленту, формуется в трубу, сваривается, и далее идет резка труб на заданную длину (см. [1], стр. 206 - 207).
Известны способ и устройство лазерной сварки металлических корпусов банок, изготовленных обкаткой прямоугольных пластин с двумя соединяемыми кромками, фасками и зазором [2]. При сварке лазерный луч направляется в зазор. Для повышения качества сварного шва корпус сжимается с двух сторон приспособлением с определенным усилием и соединяется без зазора.
Известна установка для лазерной сварки продольных швов банок из стали с покрытием или без него, в которой используется двухсторонняя сварка [3]. Использование специальных направляющих устройств и пружинных захватов, смонтированных на гусеничном транспортере, позволяет достичь высокой точности сварки стыковых соединений и тем самым повысить качество сварного соединения.
Известен способ лазерной сварки встык продольных швов трубных заготовок для корпусов банок [4], при котором стыкуемые кромки деталей собирают при помощи специальной оснастки под небольшим углом так, чтобы торцы кромок касались друг друга только внутренней поверхностью и становились открытыми по направлению к лазерному лучу. Такое расположение кромок обеспечивает более стабильное расплавление металла и формирование сварного шва.
Все вышеуказанные способы устройства и установки к ним имеют основной недостаток - формирование некачественного сварного соединения, что ведет к [5]:
1. Неустойчивому формированию сварного соединения.
2. Непроварам, подрезам, прогарам.
3. Каплевидным образованиям на поверхности шва.
4. Выпучиванию шва.
Низкое качество сварного соединения не позволяет широко использовать наиболее производительный способ сварки - лазерный (скорость сварки 30 - 60 м/мин) при производстве изделий массового производства, например, банок для консервов или аэрозольных баллончиков, работающих к тому же под избыточном внутренним давлением, что еще больше ухудшает перспективу использования лазерной сварки.
Основной причиной некачественного формирования сварного соединения является то, что сварка производится по методу сварки материалов малых толщин (см. [6] , стр. 37, рис. 2.1 "Классификация методов лазерной сварки" и стр. 110), т. е. при толщине свариваемых материалов меньше 1 мм, что вызвано областями применения, при высокой скорости сварки (30 - 60 м/мин). В результате в процессе сварки возникают высокие температурные градиенты нагрева и охлаждения обрабатываемого материала, а также использованием тонкостенных материалов (в случае изделий пищевой промышленности h = 0,08 - 0,25 мм), при которых объем сварочной ванны очень мал и необходимые для качественного формирования сварного шва процессы в сварочной ванне - плавление, перемешивание, кристаллизация, остывание не происходят в достаточной мере.
Другим недостатком аналогов является высокий коэффициент отражения лазерного излучения от поверхности свариваемого материала, т.к. в подавляющем большинстве случаев (пищевая, химическая, электронная промышленность) речь идет о сварке материалов с хорошо отработанной поверхностью (жести), а также из-за малых толщин материала. Большое отражение излучения от поверхности ведет к низкому КПД самого процесса сварки.
Третьим недостатком аналогов является тот факт, что в процессе сварки образуется продольный шов. Между тем известно, что спиральный шов имеет ряд преимуществ перед прямым швом [1], стр. 206.
1. Использование при одном и том же диаметре трубы более дешевой заготовки.
2. Спиралешовные трубы обладают повышенной прочностью, т.к. спиральный шов при одинаковом рабочем давлении имеет меньшую удельную нагрузку, чем продольный.
3. Трубы со спиральным швом характеризуются большей жесткостью, чем прямошовные.
Четвертым недостатком аналогов является необходимость очень тонкой подгонки свариваемых торцов как по высоте, так и по зазору между ними (допуск - сотые доли миллиметра).
Принятые за прототип способ и устройство для его реализации, описанные в [8] патенте США N 4830.258. от 16 мая 1989 г., кл. B 23 K 26/00, 26/08, предназначен для изготовления изделий замкнутого сечения из листовых заготовок. Способ предусматривает подачу предварительно раскатанных до эксплуатационных толщин листовых заготовок в зону их формовки, где она формируется в валках в цилиндрическую форму, после чего специальное устройство сжимает кромки. Далее место стыка нагревают лазерным излучением до температуры выше, чем температура ковки и получают прочное соединение. После этого свариваемый цилиндр калибруется обхватывающим кольцом.
Данные способ и устройство к нему позволяют решить задачу точной подгонки свариваемых торцов по высоте и зазору между ними. Однако все недостатки, связанные с формированием некачественного сварного соединения из-за сварки в области малых толщин, высокого коэффициента отражения, а также формирования продольного шва, остаются.
Задачами, решаемыми предлагаемым изобретением, являются повышение качества сварного соединения, повышение КПД процесса изготовления тонкостенного изделия, а также повышение производительности процесса изготовления тонкостенного изделия.
В предлагаемых способе и устройстве для его осуществления, при котором предварительно раскатанный листовой материал подается в зону формовки, где он формируется в валках в цилиндрическую форму, после чего сваривается лазерным лучом, далее покрывается покрытиями и режется на куски с определенными размерами, листовой материал подается для формирования по спирали, после чего производится его сварка в режиме грубого проплавления, и далее он раскатывается оправкой и валками до необходимой при эксплуатации толщины. Затем он режется лазерной режущей головкой, совершающей возвратно-поступательные движения. Использование режима глубокого проплавления (режим (метод) глубокого проплавления был в Классификации методов лазерной сварки. Рис. 21, стр. 36 и описан в & 3.4 стр. 129 [6]) по сравнению с применяемым в прототипе и аналогах методе сварки материалов малых толщин в сочетании с последующей раскаткой до эксплуатационных толщин, а также применение спирального шва позволяют резко повысить качество сварного соединения и эксплуатационные характеристики трубы, так как в данном случае толщины свариваемых материалов существенно больше, чем эксплуатационные толщины, при которых идет сварка в прототипе и аналогах, сварочная ванна имеет большой объем и все процессы, необходимые для качественного формирования шва, успевают произойти в достаточной мере, при этом необходимое для процессов формирования лазерной сварки и лазерной резки вращение трубы вокруг собственной оси создается механизмом (валки и оправки), осуществляющим раскатку трубы до эксплуатационных толщин. Данные способ и устройство позволяют существенно упростить процесс точной подгонки режущих кромок.
В предложенном способе общий технологический цикл создания цилиндрических сварных изделий выглядит следующим образом (фиг. 2).
Стальные заготовки многократно раскатываются в прокатных станах (P1, P2 ... Pгл) до толщин, где реализуется режим глубокого проплавления. После этого происходит формообразование трубы (Ф) с последующей лазерной сваркой в режиме глубокого проплавления (Лс). Далее труба раскатывается до эксплуатационных толщин (Рэ), после чего покрывается покрытиями (П) при необходимости и режется на части (Рл).
Устройство для осуществления вышеуказанного способа выглядит следующим образом. Лист (лента) 1 подается в зону сварки, где происходит процесс формообразования и лазерная сварка трубы лазерной головкой 2, после чего труба раскатывается валками 3 и оправкой 4 до эксплуатационной толщины. Далее труба 5 режется лазерной головкой 6 на части.
Технические результаты, получаемые при осуществлении изобретения.
1. Улучшается качество сварного соединения и тем самым улучшаются эксплуатационные характеристики изделий.
2. Повышается КПД процесса лазерной сварки.
3. Отпадает необходимость последующего покрытия области сварного шва (например, защитными пищевыми покрытиями).
4. Упрощается конструкция механизма создания трубы.
Примеры конкретного применения способа.
Пример 1. Для производства консервных банок в пищевой промышленности используются жести толщиной 0,08 - 0,25 мм. Диаметр сфокусированного для сварки излучения составляет 0,2 - 0,4 мм. Необходимый для сварки материал прокатывается до толщины 1 мм и формируется в цилиндрическую заготовку. После этого производится процесс сварки продольного шва. Затем заготовка раскатывается до необходимых толщин 0,08 - 0,025 мм и покрывается защитным покрытием.
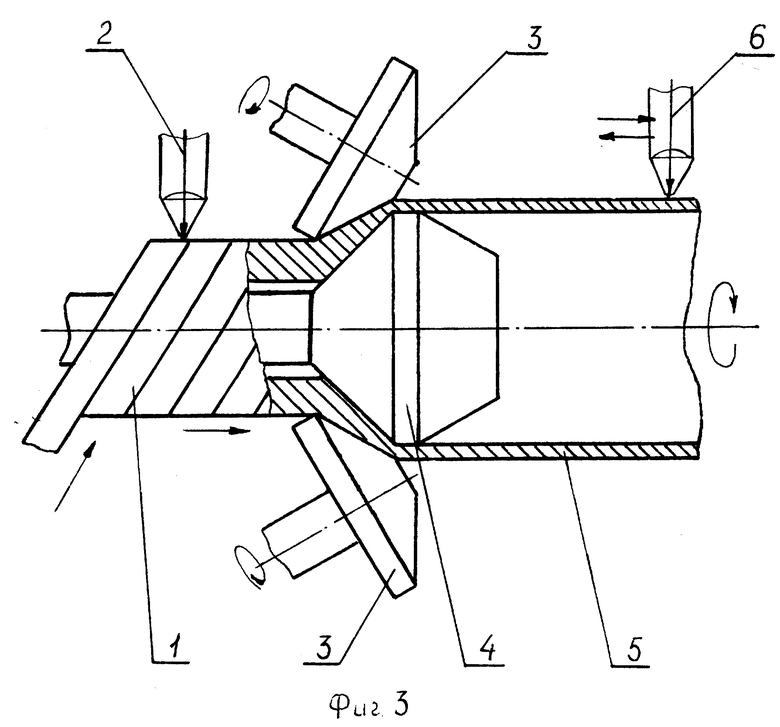
Пример 2 (фиг. 3). Устройство для изготовления сварных труб. Стальная полоса 1 толщиной, достаточной для проведения лазерной сварки с глубоким проплавлением, подается в зону сварки, где формируется и приваривается с помощью лазерного луча 2 боковой поверхностью к торцевой поверхности трубы. В процессе сварки лазерный луч остается неподвижным. Таким образом получается спиралешовная труба. После сварки труба подается в формовочные валки 3, по центру которых расположена оправка 4. Вращаясь между валками, труба одновременно продвигается вперед. При этом ее толщина уменьшается до необходимой. Оправка придает внутренней поверхности трубы круглое сечение и гладкую поверхность. На определенном расстоянии от валков непрерывная труба режется на отдельные куски. Таким образом, предложенный способ позволяет сварить тонкостенную трубу лазерным лучом с высоким качеством излучения.
Список литературы
1. Производство стальных труб. Друяню В.М., Крупман Ю.Г., Ляховецкий Л. С. и др. М.: Металлургия, 1989, стр. 102 - 108.
2. Способ и устройство лазерной сварки металлических корпусов банок. Заявка на патент. Франция, N 2597378, автор Cornaud Emballage, 1986. Отчет о патентных исследованиях "Лазерная сварка жести", ВЦПУ, Ростовский филиал. 1992г.
3. Установка для лазерной сварки продольных швов банок. Патент США N 4713519. Заявитель: фирма "Hoesch".
4. Способ лазерной сварки встык продольных швов трубных заготовок для корпусов банок, ЕПВ, заявка N 02111973, Заявитель "Elpatronic", Швейцария.
5. High Speed Laser Welding Discontinuites, Charles E. Albright and Shichan Chiiang, p. 207 - 213, Departament of Welding Egineering, Ohio State University, Columbus, Ohio/Proceeding of the 7th International Congress on Applications of Laser and Electrooptics ICALEO'88 30 Okt.-4 Nov., 1988, Santa Clara, CA, USA.
6. Лазерная техника и технология. В 7 кн. Кн. 5, Лазерная сварка металлов: Учебн. пособие для вузов/А.Г. Григорьянц, И.Н. Шиганов. Под ред. А. Г. Григорьянца, - М: Высшая школа, 1988, стр. 38, 129 - 146.
7. Послушный металл. Е.В. Кузнецов. М: Металлургия, 1988, стр. 79 - 83.
8. Патент США N 4830258 от 16 мая 1989 г. МКИ B 23 K 26/00, B 23 K 26/08.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ДЛЯ СЖАТОГО ГАЗА | 1997 |
|
RU2119856C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ | 1996 |
|
RU2104137C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ | 2012 |
|
RU2533572C2 |
| СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120366C1 |
| ЛАЗЕРНЫЙ КОМПЛЕКС ДЛЯ ПРОВОДКИ ТРУБОПРОВОДОВ | 1997 |
|
RU2116181C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
| СВАРОЧНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ТРУБОПРОВОДА | 1994 |
|
RU2074799C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ СВАРНЫМИ ШВАМИ | 1995 |
|
RU2080226C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2070494C1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ ПЛАКИРОВАННОЙ ЛЕНТЫ | 1996 |
|
RU2108178C1 |

Способ лазерной сварки тонкостенных цилиндрических изделий и устройство для его осуществления могут быть использованы при изготовлении консервных банок, аэрозольных баллончиков, при производстве труб различного назначения и др. Лазерную сварку материала проводят в области толщин с глубоким проплавлением. После сварки выполняют раскатку сваренной цилиндрической заготовки в валках до необходимых эксплуатационных толщин. Лазерная сварка в области толщин с глубоким проплавлением позволяет избежать непроваров, подрезов, прогаров, каплевидных образований по длине сварного шва, характерных для лазерной сварки тонкостенных изделий. Тем самым повышается качество сварного шва и надежность изделия при его эксплуатации. Окончательную раскатку осуществляют валками и оправкой. Это позволяет в предложенном устройстве использовать вращение трубы вокруг собственной оси одновременно для нескольких процессов: формообразования трубы, сварки, окончательной раскатки, резки на части. 2 с. и 2 з.п. ф-лы, 3 ил.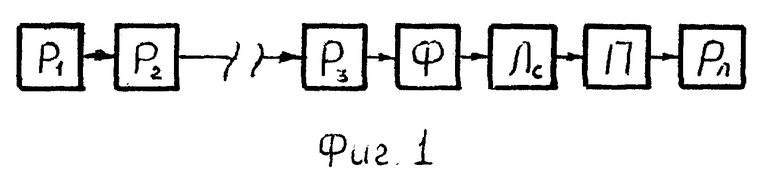
| US 4830258 A, 16.05.89 | |||
| Способ изготовления прямошовных труб | 1984 |
|
SU1274890A1 |
| US 4501948 A, 26.02.85 | |||
| Способ применения дихлородифенилтрихлорэтана для борьбы с эктопаразитами сельскохозяйственных животных | 1947 |
|
SU92519A1 |
| АЛЬТЕРНАТИВНАЯ ГИДРОЭЛЕКТРОСТАНЦИЯ | 2011 |
|
RU2597378C1 |
| US 4436979 A, 13.03.84 | |||
| Матвеев Ю.М | |||
| и др | |||
| ''Производство электросварных труб большого диаметра'', Металлургия, М., 1968, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |

