Изобретение касается способа роликовой электросварки обечаек резервуаров из жести, предпочтительно из луженой жести. Кроме того, изобретение касается устройства для осуществления способа.
Под жестью или особо тонкой жестью подразумеваются листы толщиной примерно от 0,1 до 0,5 мм. Эти листы могут быть лужеными (так называемая луженая жесть), или могут быть снабжены другими покрытиями, или могут не иметь покрытий (черная жесть).
Известен способ сварки, особенно резервуаров из луженой жести и, в частности, обечаек жестяных банок, сварным швом внахлестку с использованием промежуточного электрода из медной проволоки. До настоящего времени этот способ оказался единственным технически и экономически успешным, так как покрытие жести оловом приводит к сильному загрязнению электродов, что в промышленном применении может быть преодолено только с помощью постоянно обновляемого электрода из медной проволоки.
Также уже было исследовано, можно ли осуществлять роликовую электросварку швом внахлестку без использования проволоки с помощью вольфрамовых или молибденовых сварочных роликов (Пауль Шинделе, Исследования сварочных свойств вольфрамовых и молибденовых сплавов при контактной роликовой электросварке электролитически луженой жести, диссертация в Техническом университете Мюнхена, 1983 г.; Аннотация появилась в "новой упаковке 5/84").
При сварке стальных труб известен способ их сварки с помощью роликовой электросварки встык, причем здесь можно использовать роликовые электроды из меди, так как нет полуды. Толщина стенок сваренных таким образом стальных труб составляет минимум 0,4 мм и с помощью нажимных роликов необходимо оказывать со стороны шва большое усилие на трубу (Зарегистрированный немецкий союз по сварочной технике, памятка Зарегистрированного немецкого союза по сварочной технике 2911). Для сварки обечаек из луженой жести (например, толщиной около 0,19 мм), при которой имеются совершенно другие условия и при которой в противоположность трубе также не получается непрерывный шов, до сих пор из техники сварки стальных труб не имелось каких-либо решений.
Однако оказалось, что обечайки резервуаров из жести в принципе также можно сваривать встык, причем, правда, непросто добиться равномерного плотного шва. Как обычно, при сварке внахлестку используют подпружиненный наружный сварочный ролик и жестко установленный внутренний сварочный ролик. При этом при стыковой контактной сварке, которая может осуществляться с помощью проволочного промежуточного электрода или без него, появляются проблемы, которые приводят к негерметичности сварного шва.
Кроме того, известен способ роликовой электросварки обечаек резервуаров из жести, предпочтительно из луженой жести, при котором продольные зоны обечаек сваривают встык, для чего обечайку направляют между двумя электродами, имеющими токопроводящий наружный ролик и токонепроводящий внутренний ролик (US 3305662, B 23 K 11/06, 21.02.1967).
Задачей изобретения является создание способа сварки и устройства для его осуществления, с помощью которых можно осуществлять контактную стыковую сварку с постоянным качеством сварки.
Эта задача решается в способе роликовой электросварки обечаек резервуаров из жести, предпочтительно из луженой жести, при котором продольные зоны обечаек сваривают встык, для чего обечайку направляют между двумя электродами, имеющими токопроводящий наружный ролик и токонепроводящий внутренний ролик, за счет того, что внутренний ролик воспринимает усилие прижима при сварке и внутренний ролик прижимают к наружному ролику, причем нетокопроводящий внутренний ролик устанавливают подвижно и его прижимают к наружному ролику с заранее определенным усилием.
Согласно предпочтительным формам выполнения способа согласно изобретению прижимное усилие внутреннего ролика регулируют и поддерживают во время сварки постоянным;
прижимное усилие внутреннего ролика регулируют и изменяют во время сварки;
обечайку в зоне, противоположной зоне сварки, нагружают усилием пружины.
Кроме того, вышеуказанная задача решается в устройстве согласно изобретению для роликовой электросварки встык обечаек резервуаров из жести, предпочтительно из луженой жести, содержащем наружный сварочный ролик с двумя электродами и нетокопроводящий внутренний ролик, за счет того, что внутренний ролик имеет возможность прижима к наружному ролику, между которыми подается подлежащая сварке встык обечайка, причем нетокопроводящий внутренний ролик установлен подвижно.
Согласно предпочтительным формам выполнения внутренний ролик снабжен пружиной для регулируемого прижима к наружному ролику;
внутренний ролик установлен на подпружиненном качающемся рычаге, который установлен с возможностью поворота на нижнем хоботе роликовой сварочной машины;
внутренний ролик имеет пневматическую опору для прижима к наружному ролику;
в устройстве предусмотрен управляемый или регулируемый приводной элемент для регулирования давления прижима на внутреннем ролике;
внутренний ролик выполнен из керамического материала;
внутренний ролик состоит из двух частей, которые установлены независимо друг от друга;
внутренний ролик выполнен в виде сферической детали, наружный ролик установлен жестко;
в устройстве предусмотрен расположенный против внутреннего и наружного роликов, подпружиненно установленный нажимной ролик.
При сварке с помощью способа и устройства согласно изобретению удается получить значительно более высокое качество сварки. Объяснение этого неожиданного эффекта могло бы заключаться в том, что контактная стыковая сварка особенно чувствительна к усилиям, которые возникают при быстром вдвигании поданной обечайки между наружным и внутренним роликами. Так как при контактной стыковой сварке внутренний ролик не является токопроводящим и поэтому может быть выполнен с особенно небольшой массой, его подвижная установка дает особенно большое уменьшение этих вдвигающих усилий. Хотя для специалиста подвижную установку находящегося в обечайке внутреннего ролика можно было рассматривать как ненужную и по причине имеющегося в распоряжении небольшого пространства как нежелательную, настоящее изобретение выбирает этот путь и добивается благодаря этому улучшенного качества сварки.
Другие виды выполнения изобретения более подробно поясняются с помощью чертежей. При этом на чертежах показано:
фиг. 1 - схематично частичный вид обечайки жестяной банки в процессе сварки;
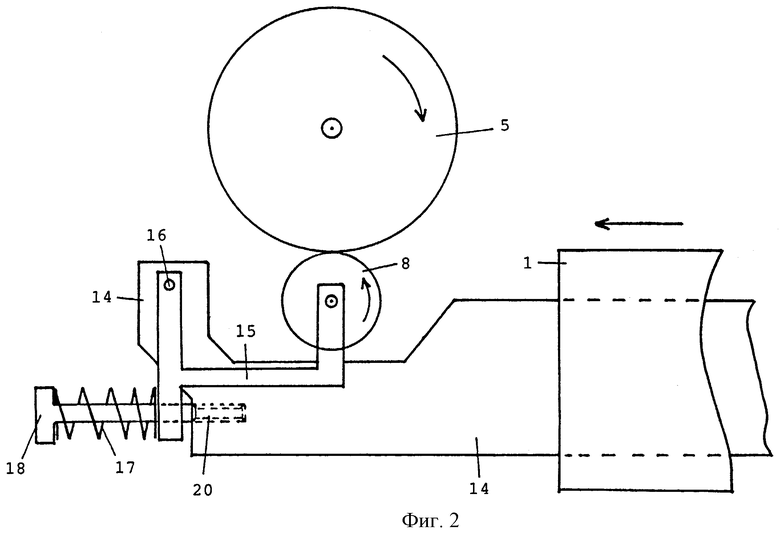
фиг.2 - схематично вид сбоку наружного и внутреннего сварочных роликов;
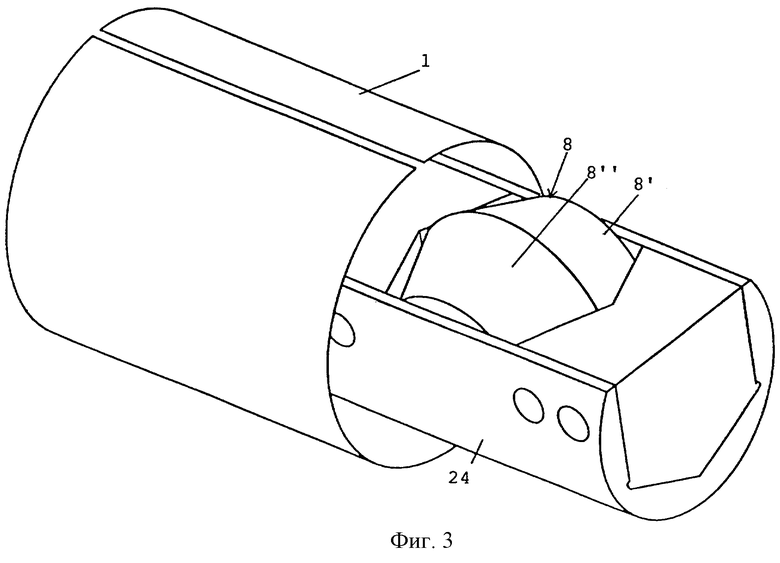
фиг. 3 - вид в перспективе другого варианта выполнения внутреннего ролика;
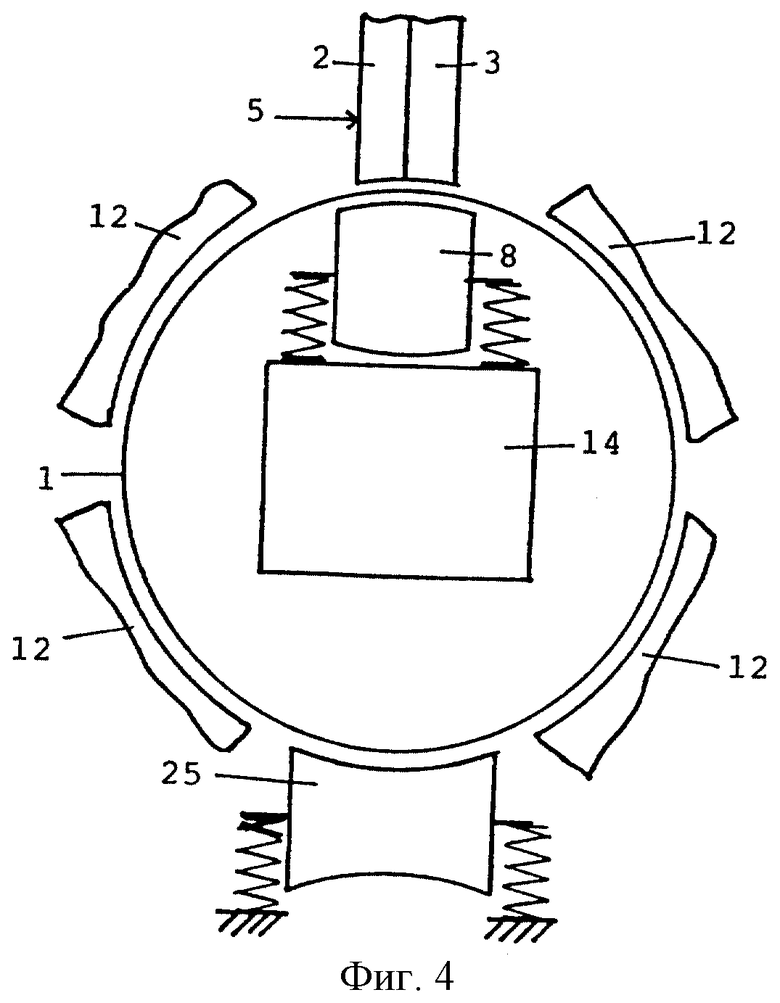
фиг.4 - схематичный вид спереди другого варианта выполнения;
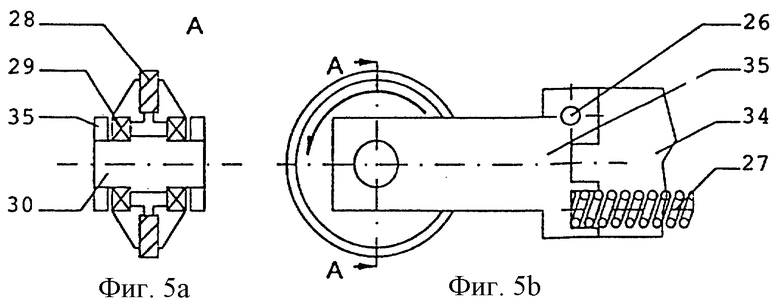
фиг. 5а и 5b - вертикальный разрез и вид сбоку другого варианта выполнения;
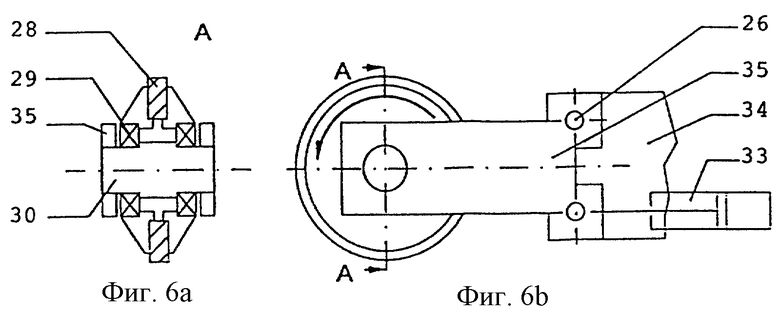
фиг.6а и 6b - другой вариант выполнения в обоих видах;
фиг. 7а и 7b - вертикальный разрез и вид сбоку пневматически установленного ролика;
фиг.8а-8b - состоящий из двух частей ролик в обоих видах;
фиг. 9а-9b - вертикальный разрез и вид сбоку варианта выполнения с шаровидным роликом;
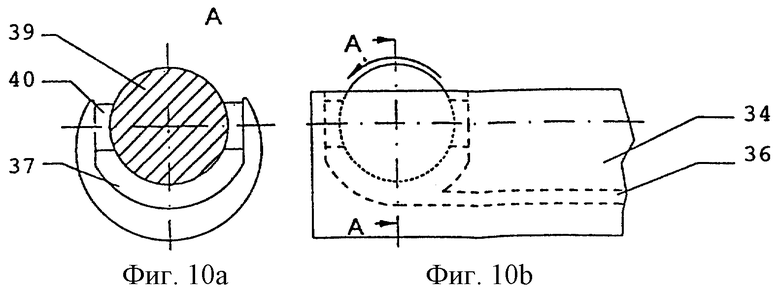
фиг. 10а и 10b - другой вариант выполнения с шаровидным роликом в обоих видах.
На фиг. 1 показана схематично только частично представленная обечайка 1 жестяной банки, которая сваривается встык с помощью роликовой электросварки. Роликовая электросварка осуществляется с помощью двух электродов 2 или 3, которые отделены друг от друга изоляцией 4 и образуют расположенный вне обечайки 1 сварочный ролик 5. Внутри обечайки 1 на кронштейне 7 на нижнем хоботе роликовой сварочной машины установлен с возможностью вращения внутренний ролик 8. Этот ролик 8 не является токопроводящим. В предпочтительном примере ролик 8 состоит из двух дисков 9 и 10 из твердого металлического материала и среднего изоляционного слоя 11. Кроме того, вне обечайки известным образом расположены калибровочные ролики 12, которые обеспечивают округлость обечайки. При этом наряду с представленными калибровочными роликами 12 вдоль периметра обечайки 1 предусмотрены, как правило, еще другие, невидимые на чертеже калибровочные ролики. Обечайка направляется между сварочным роликом 5 и контрроликом 8 таким образом, что кромки обечайки располагаются друг против друга встык, а не внахлестку. Это можно осуществлять с помощью надлежащих направляющих (так называемых - Z-направляющих), которые сами по себе известны из образования шва внахлестку и которые поэтому дальше здесь не представляются, которые, однако, здесь установлены таким образом, что получается не соединение внахлестку, а стыковое поджатие друг к другу обоих продольных зон обечайки. При этом получается Н-образная направляющая. При этом направляющая может сводить концы обечайки таким образом, что они располагаются на одинаковой высоте и еще имеют остаточный зазор, например, 0,1 мм.
В соответствии с изобретением внутренний ролик 8 установлен подвижно, так что ролик 8 может совершать перемещение в вертикальном направлении, если обечайка 1 вдвигается между роликом 8 и роликом 5, что на фиг.1 обозначено стрелкой А. При этом ролик 8 нажимает с регулируемым усилием в направлении жестко установленного ролика 5. Это усилие может вводиться с помощью пружины или пневматически. Наружный ролик 5 при этом установлен, как правило, жестко, в связи с чем имеются обратные условия, чем при сварке внахлестку, когда ролик установлен подпружиненным. Однако подвижная, подпружиненная установка ролика 5 также, в принципе, возможна, в связи с чем тогда оба ролика установлены подвижно.
На фиг. 2 схематично показан первый пример выполнения подвижной установки внутреннего ролика 8. Наружный ролик 5 жестко соединен с машиной и установлен с возможностью вращения, причем эта установка здесь не представлена. Для подвижной установки ролика 8 на обычном нижнем хоботе 14 роликовой сварочной машины расположен качающийся рычаг 15, который шарнирно соединен с осью поворота 16 на соединенном жестко с машиной нижнем хоботе.
Таким образом, качающийся рычаг 15 является подвижным и имеет ролик 8. Чтобы ролик 8 был пружиняще нагружен в направлении ролика 5, в соответствии с фиг.2 предусмотрена пружина сжатия 17, которая с одной стороны прилегает к качающемуся рычагу 15 и с другой стороны нагружается головкой болта 18, причем этот болт на другом конце имеет резьбу 20 и ввинчен в нижний хобот 14. Благодаря большему или меньшему ввинчиванию болта 18 в нижний хобот 14 можно таким образом регулировать усилие пружины, оказываемое на качающийся рычаг 15 или внутренний ролик 8 для сварки обечайки 1.
Фиг.3 показывает вид в перспективе другого варианта выполнения. При этом показан только нижний хобот 24 с состоящим в данном случае из двух частей внутренним роликом 8, который состоит из двух частей 8' и 8". Подвижная установка и подпружинивание ролика осуществляется в этом примере пневматически с помощью запитанных сжатым воздухом, например, при давлении 6 бар камер под обеими половинами ролика 8' и 8". При этом обе половины ролика могут совершать независимые друг от друга движения. Путем изменения давления воздуха можно осуществлять регулировку противодействующей силы внутреннего ролика 8. Изменение давления воздуха можно осуществлять также во время работы роликовой сварочной машины и оно, например, в начале обечайки и при необходимости в конце обечайки меньше, чем в остальной зоне обечайки 1. Таким образом получается управление усилием внутреннего ролика 8 с целью приведения в соответствие его противодействующей силы относительно наружного ролика с изменяющимися условиями при сварке. Разумеется, управление усилием может осуществляться также электрическим или электромагнитным способом, для чего можно использовать систему по аналогии с системой, представленной на фиг.2, причем, например, усилие пружины изменяется с помощью силы электрического привода или электромагнита, или причем пружина заменяется электрическим приводом или электромагнитом. Таким образом можно создавать постоянную противодействующую силу относительно токопроводящего наружного ролика. Управление усилием позволяет, кроме того, уменьшить износ на холостом ходу (режим пуска без обечаек), так как при этом может быть уменьшена противодействующая сила внутреннего ролика.
На фиг.4 показан другой вариант выполнения, в котором аналогичные детали обозначены теми же позициями. На фиг.4 в схематичной форме показано, что дополнительно вне обечайки 1 расположен нажимной ролик 25, расположенный против роликов 5 и 8. Этот ролик 25 подпружинен и его усилие пружины обеспечивает симметричную нагрузку на стыковой шов.
На фиг. 5а и 5b показан вид сбоку другого варианта выполнения или вид сбоку по линии А-А. На кронштейне 34 при этом подвижно установлен качающийся вокруг центра вращения 26 рычаг 35, подпружиненный с помощью пружины сжатия 27. Качающийся рычаг 35 имеет ось 30, на которой расположены подшипники 29 и внутренний ролик 28.
На фиг. 6а и 6b показан аналогичный вариант выполнения, что и фиг.5а и 5b, причем аналогичные детали обозначены теми же позициями. Пружинящее усилие создается с помощью пневматической системы цилиндр/поршень.
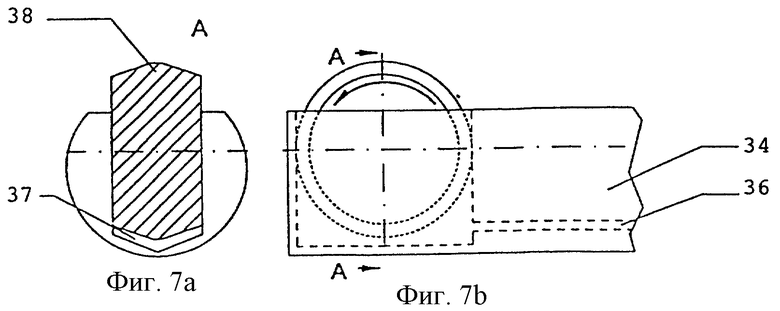
На фиг.7а и 7b показан пневматически подпружиненный внутренний ролик 38, причем на рычаге 34 предусмотрено устройство 36 подачи сжатого воздуха, которое образует подушку 37 сжатого воздуха под роликом 38.
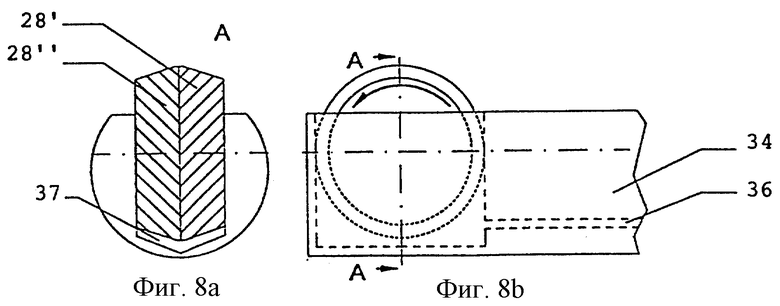
На фиг. 8а и 8b показан вариант выполнения, аналогичный варианту выполнения на фиг. 7а и 7b, причем предусмотрен ролик, состоящий из двух частей 28' и 28".
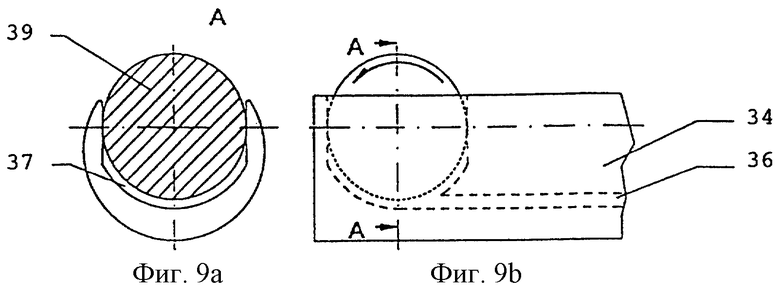
На фиг.9а и 9b показан вариант выполнения с пневматически подпружиненным внутренним роликом 39, выполненным в виде шарика. Эта конструкция дает незначительный износ внутреннего ролика. Вариант выполнения в соответствии с фиг. 10а и 10b имеет дополнительно кольцо скольжения 40 для ролика, выполненного в виде шарика.
Показанные варианты выполнения могут быть использованы также при сварке швом внахлестку, при этом известным образом внутренний ролик является токопроводящим сварочным роликом с проволочным промежуточным электродом.
Изобретение относится к контактной стыковой сварке, в частности к способу и устройству роликовой электросварки обечаек резервуаров, и может найти применение при изготовлении обечаек из жести, консервных банок и других изделий. Продольные зоны обечаек сваривают встык, для чего обечайку направляют между двумя электродами, имеющими токопроводящий наружный ролик и нетокопроводящий внутренний ролик. Внутренний ролик устанавливают подвижно, он воспринимает усилие прижима при сварке и его прижимают к наружному ролику. Благодаря такому выполнению достигается высокое качество сварки. 2 с. и 12 з.п.ф-лы, 16 ил.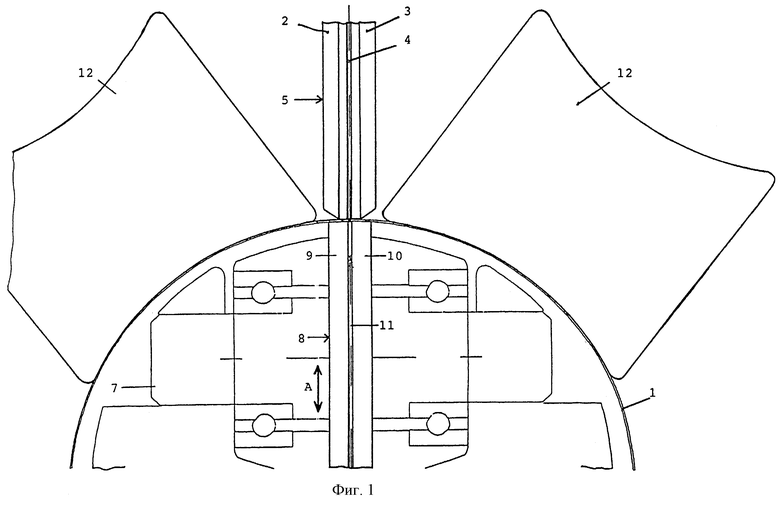
| US 3305662, 21.02.1967 | |||
| Машина для контактной шовнойСВАРКи | 1977 |
|
SU816392A3 |
| СПОСОБ ЭКСПРЕСС-ДИАГНОСТИКИ ИНФИЦИРОВАНИЯ ЭКССУДАТА ПРИ ПАНКРЕАТОГЕННОМ ПЕРИТОНИТЕ | 2017 |
|
RU2684424C1 |
| Головка для контактной роликовой сварки | 1981 |
|
SU977125A1 |
| УСТРОЙСТВО ДОСТАВКИ АЭРОЗОЛЯ | 2019 |
|
RU2827485C2 |
| ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ В КОД | 0 |
|
SU284455A1 |

