Известен процесс отливки в оболочковме формы и uinpoKfj lipinмепиется как в СССР, так и за рубежом. Также известен способ получения форм и стержней нп формовочных маиптах из песчаной смеси с пульвербакелитом.
Описываемы способ от.-щчается от извсс1иого тем, что песчапо-смоля.пые смеси злменяютси песчаными смесями на жидком стекле, а отвердевание обо.ючек осуп;еств,1яется иродувко обо.ючек углекислым газом и.чи нагревом в печи.
i 1реимуидества описываемого способа зак.почаю гея в удешевлении способа изготовления оболочек, иовышении качества отливок и возможности получения точных и сложных отливок всех видов и различного веса (от десятков грамм до нескольких тонн и более).
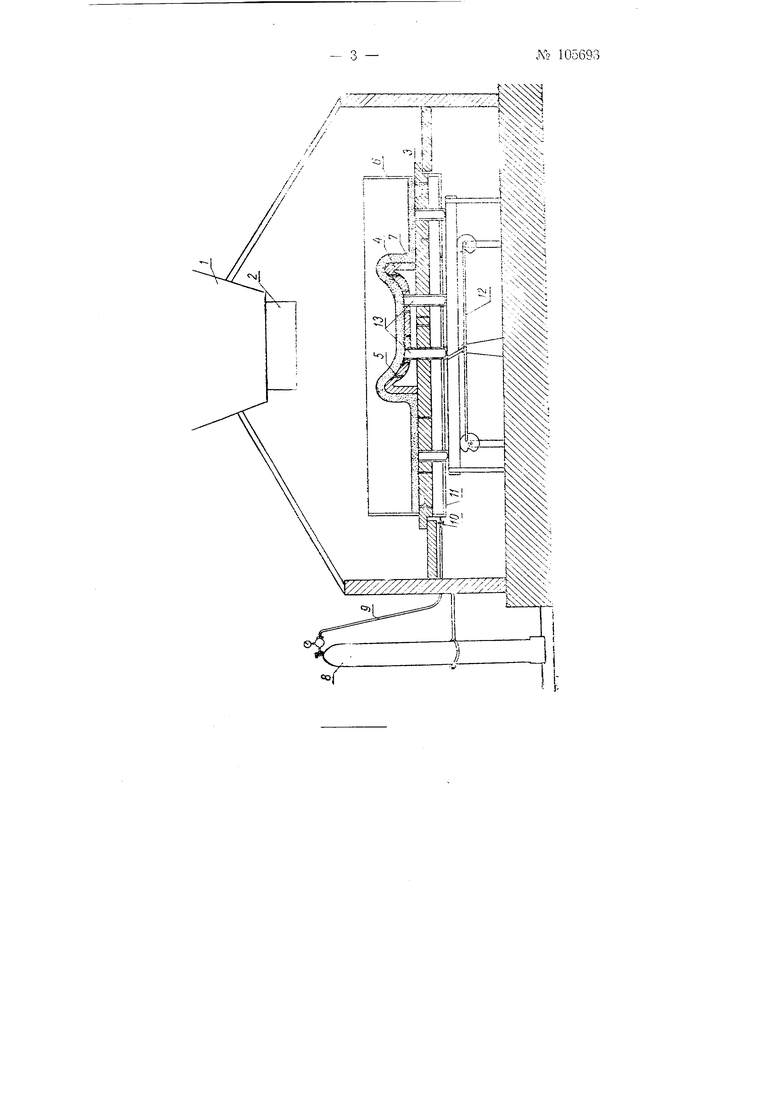
На чертеже представлена принципиальная схема установки для изготов.тения оболочек.
Из бункера / через дозатор 2 на подмодельную гниту в с моделью 4, имеюи;ей отверстия о для прохода газа, устанавливается рамка 6, засыиается и уплотняется ебо.1ьи1ой c.ioii смеси 7 на жидком стекле.
Зпсыпка и уи.ютнение производятся различными способа.ми (иескодувным, пескометом, обжимо.м контурной 11лито11, нагнетанием смеси в промежуток вручную а др лл1ми способа.ми).
Затем от ба.члона (или MariiCTp-iли) 6 через шланг 9 п кран 1(1 газ СОо иодвод1 тся в резервуар 77, откуда через отверстия подается для продувки смеси.. После иpJдувки с помощью п.1иты 1Олка гелеь 12 и толкате.чеп 13 готовая оболочка снимается.
Продол жите.аьность и роду вк и зависит от толи1,ины оболочки. Например, для то.чщипы в 10 - 12 м.и достаточно г,родувать 30 сек при давлении 2,0 ат...
Аналогично изготаачиваются и стержни. Продувка СО. может производиться и с наружной стороны оболочки и с внутренне; через моде.чь опустошения (у стержне). Можно продувать и через отверс1 5я, сделан 1ые в оболочке фор.мы или стержня, вставляя в ни.х шланг, и сиособа.ми.
Стандартгиз. Подп. к печ. 17/У-1У57 г. Объем 0,25 п. л. Тираж 900. Цена 50 коп. Гор. Алатьфь, типография № 2 Министерства культуры Чувашской АССР. Зак. 3050
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ твердения электродных покрытий | 1956 |
|
SU108332A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1996 |
|
RU2094164C1 |
| Стержень | 1982 |
|
SU1026933A1 |
| Способ изготовления литейных форм | 1979 |
|
SU821032A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБЫЛЬНОЙ ЧАСТИ ЛИТЕЙНОЙ ФОРМЫ | 1996 |
|
RU2108893C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Устройство для рафинирования жидкого магниевого сплава продувкой | 2020 |
|
RU2745049C1 |
| СПОСОБ ЛИТЬЯ С ПОМОЩЬЮ ЛОКАЛЬНОГО ВАКУУМИРОВАНИЯ ФОРМ, СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2278763C2 |
| ЛИТЕЙНАЯ ФОРМА | 1997 |
|
RU2120834C1 |