Изобретею1е относится к автоматизации прокатных станов.
Известно устройство для сбора информации о технологических параметрах полосы, содержащее измерители параметров проката, связанные через ключи со счетчиками длинь полосы 1J.
Однако получаемая во время прокатки информация не является полной для анализа технологического процесса.
Наиболее близким к изобретению по технической сущности является устройство, содержащее датчик технологического параметра, датчик и счетчики длины. В зависимости от величины отклонения технологического параметра от заданного значения коммутатор через ключ присоединяет один из счетчиков к датчикуимпульсов длины. Соответствующий счетчик показывает длину полосы, прокатанную в данной зоне отклонений технологического параметра. Переход на другой счетчик, показывающий откаонение в другой зоне производится переключением коммутатора, К концу прокатки по показаниям счетчиков суйят, какая часть длийы прокатана в заданной зоне отклонения технологического параметра
Однако полученная во время прокатки информация не позволяет судить о технологическом параметре проката на каждом его участке, что необхбдиМО для оценки технологического процеса.
Кроме того, использование датчика импульсов дпнны .в технологическом потоке сопряжено с определенными техническими трудностями его привязки к движущемуся прокату, что приводит
К снижению надежности схемы. f
Цель изобретения - получение оперативной информации о технологическом параметре проката на заданном числе зон.
Поставленная цель достигается тем, что устройство для автоматического сбора информации о технологических параметрах проката содержащее датчик технологического параметра проката, подсоединенный через ключи к блокам усреднения технологического параметра для каждой заданной зоны длины проката, выходы которых соеда1неиы с индикаторами, к управляющим входам.ключей подсоединены выходы коммутатора порядкового номера зон длины проката, дополнительно содержит датчик наличия проката после первой-клети стана, датчик наличия проката в зоне измерения технологического параметра, задатчик коли честна зон контроля технологического параметра, датчик импульсов, делитель импульсов с заданным коэффициентом деления, два ключа, два счетчика импульсов, схему перезаписи, регистр,схему сравнения, одновибратор, блок установки устройства в исходное состояние, причем информационные входы ключей подсоединены к выходу датчика им5 пульсов, управляющий вход первого ключа подсоединен к датчику наличия проката после первой клети стана, выход этого ключа через делнт.ель импульсов подсоединен на вход первого
0 счетчика импульсов, которыйчерез схему перезаписи связан с регистром, на управляющий вход второго ключа подсоединен датчик наличия проката р зоне измерения технологического параметра, выход второго ключа подсоединен на вход второго счетчика импульсов , информационные выходы второго счетчика импульсов и регистра подсоединены на схему сравнения, выход которой подсоединен на второй вход коммутатора порядкового номера длины проката и через одновибратор на шину установки в исходное состояние второго счетчика импульсов,задатчик количества зон длины прока- ; та подсоединен на управляющий вход делителя импульсов, на вход блока установки устройства в исходное состояние подсоединены датчики наличия проката, а первый выход связан с управляющей шиной схемы перезаписи, второй выход - с шиной установки в ноль первого счетчика импульсов, третий выход - с шиной установки в ноль регистра, четвертый - с шиной установки коммутатора в исходное состояние, пятый - с шиной установки коммутатора в исходное состояние блоков усреднения технологического параметра для каждой заданной :зоны
0 длины проката.
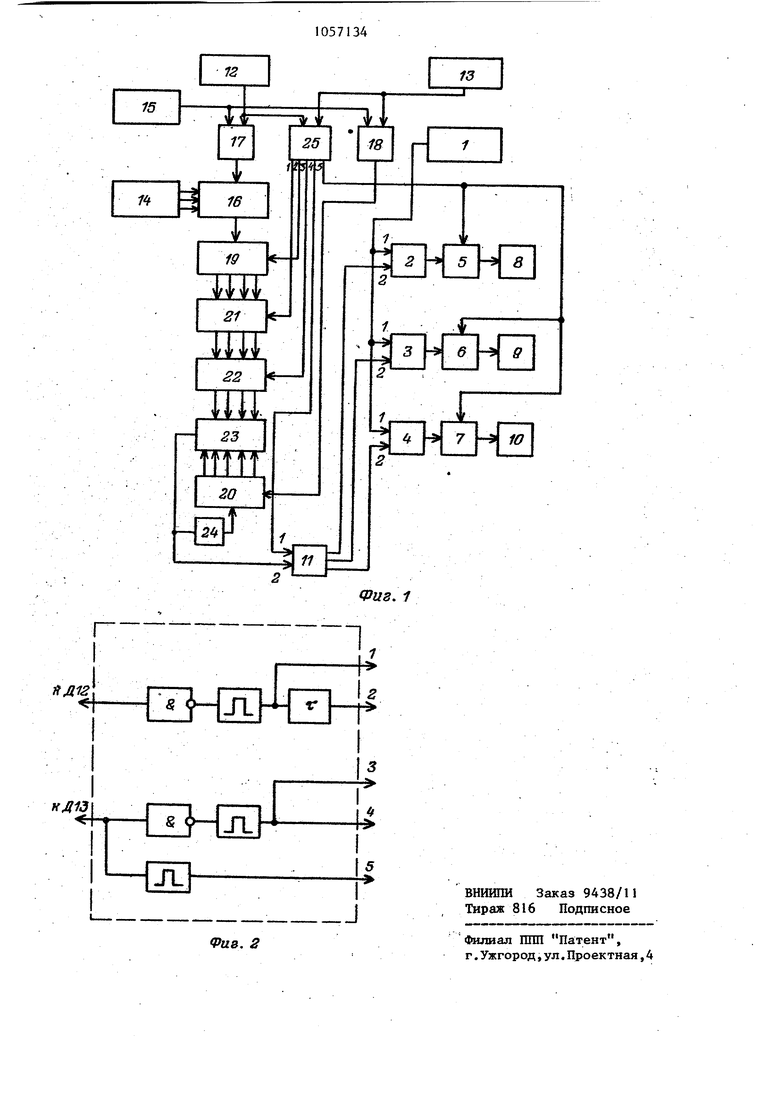
На фяг, I показана блок-бхема устройства для автоматического сбора информации о технологических парамет pax проката на заданном числе участков его длины; на фиг. 2 - схема блока установки устройства в исходное состояние. 3 Устройство содержит датчик I контроля технологического параметра про ката, подключенный через ключи 2-4 к блокам 5-7 усреднения технологического параметра, вьпсоды которых связаны с индикаторами 8-10 для каждой заданной зоны длины проката, к управ ляющим входам ключей подключены выходы коммутатора I1 порядкового номера зон длины проката,датчик 12 нал чия проката после первой клети, датчик 13 наличия проката в зоне измере ния технологического параметра, задатчик 14 количества зон контроля технологического параметра, датчик 1 импульсов, делитель 16 импульсов с заданньт коэффициентом деления, два ключа 17 и 18, два счётчика 19 и 20 импульсов, схему 21 перезаписи, ре-г гистр 22, схему 23 сравнения, одновибратор 24, блок 25 установки устро ства в исходное состояние. При этом информационные входы ключей подключены, к выходу датчика импульсов, управляющий вход первого ключа подключен к датчику наличия проката в нача ле стана, выход этого ключа через де литель импульсов подключен, на вход первого счетчика импульсов, который через схему перезаписи связан с ре гистром.На управляюш 1Й вход второго ключа подключен датчик наличия прока та в зоне измерения технологического параметра. Выход второго ключа подключен на вход второго счетчика импульсов, информационные выходы второго счетчика импульсов и регистра подключены на схему сравнения, выход которой подключен на второй вход коммутатора порядкового номера зоны длины проката и через одновибратор на шину установки в исходное состояние второго счетчика импульсов, Зада чик количества зон длины проката под ключен на управляющий вход делителя импульсов. На вход блока установки устройства в исходное состояние подключены датчики наличия проката, а .первый выход связан с управляющей шиной схемы перезаписи, второй выход - с ши ной установки в ноль первого счет ка импульсов, третий выход - с шиной установки в ноль регистра, четве тый - с шиной установки коммутатора в исходное состояние, пятый - с шиной установки в исходное состояние )блоков усреднения технологического 344 параметра для каждой заданной зоны длины проката. Устройство работает следующим образом. После появления проката в зоне датчика I2 наличия проката на входе 1 ключа 17 устанавливается сигнал разрешения прохождения импульсов с датчика 15 импульсов. С выхода I ключа 17 импульсы поступают через делитель 16 с заданным коэффициентом деления К на вход 1 счетчика 19 импульсов. Коэффициент деления К устанавливается перед началом работы посредством задатчика 14 и определяет число зон контроля,т.е. .число участков длины проката, на каждом из которых получают значение контролируемого параметра, например, температуры. После выхода проката из зоны датчика 12 наличия проката, ключ 17 закрывается, счет импульсов прекращается. С выхода I блока 25 установки устройства в исходное состоя1ше поступает сигнал на вход управления схемы 21 перезаписи, разрещанщей перезапись содерхонмого счетчика 19 импульсов в регистр 22. После окончания перезаписи на выходе 2 блока 25 с выдержкой появляется кратковременный сигнал, поступшрщий на шины сброса счетчика 19 импульсов. Счетчик 19 импульсов сбрасывается в исходное состояние и, таким образом, готовится к приему последующей информации. Исходное состояние коммутатора 11 наличие- сигнала логической 1 разрешение) по первому каналу. Датчик 13 наличия проката и датчик 1 контроля технологических пара-, метров установлены на одной линии к оси прокатки. После появления переднего конца проката в зоне датчика 1 контроля технологических параметров значение параметра через ключ 2 поступает в блок 5 усреднения и индицируется на индикаторе 8. В момент появле1шя переднего конца проката в зоне датчика 13 наличия проката на входе 1 iunoча .18 устанавливается сигнал разрешения прохождения импульсов с датчика 15 импульсов на вход счетчика 20 импульсов. Так как прокат в стане связ.аи с раенством секундных объемов, то время нахождения его под датчиком 12 наличия роката после первой клети и датчи510
ком. 13 наличия проката в зоне измерения одинаково, т.е. на выход ключей 17 и 18 пройдет одно и то же количество импульсов N, Но,так как в одном из каналов находится делитель, то в счетчик 19 импульсов, а значит, и в регистр 22 поступает число импульсов, равное -JT- .
Таким образом, после прохождения на вход счетчика 20 импульсов -JT- числа импульсов, число импульсов, записанное в регистре 22 и число имлульсов, поступивших в счетчик 20 импульсов, окажутся равными и схема 23 сравнения вьщает импульс на вход 2 коммутатора 11 и на вход одновибратора 24, который кратковременным импульсим сбрасывает счетчик 20 импульсов в исходное состояние.
После прихода импульса со схемы 23 сравнения на вход 2 коммутатора 11 закрывается ключ 2 первой зртзы и открывается ключ 3 второй зоны измерения.
За время нахождения прюката в зоне датчика 13 наличия проката схема 23 сравнения вьщает в коммутатор 11 К-1 импульс4 А так как ключ 2 первой зоны измерения коммутируется исходным состоянием коммутатора 11, то К-1 импульсов на входе коммутатора 11 скоммутируют К зон измерения. Значения параматеров в каждой зоне усредняются в блоках 5-7 и вьщаются на индикаторы 8-10.
На фиг. 2 приведена схема блока 25 установки устройства в исходное состояние, на входы которого подключены датчики 12 и 13 наличия проката, а первый выход связан с управляющей шиной схемы 21 перезаписи, второй выход - с шиной сброса счетчика 19 импульсов, третий выход - с шиной
346
установки в исходное состояние регистра 22, четвертый выход - с шиной установки в исходное состояние коммутатора 11, пятый выход - с шиной установки в исходное состояние блоков 5-7 усреднения технологического параметра для каждой заданной зоны длины проката.
Формирование сигналов блока 25 установки устройства в исходное состояние производится в следующие моменты времени: на выходе I сигнал управления перезаписи появляется в момент выхода заднего конца проката с зоны датчика 12 наличия проката; на выходе 2 сигнал сброса в исходное состоя1ше счетчика 19 импульсов появляется с вьщержкой времени после выхода заднего конца проката с зоны датчика 12 наличия проката;
на выходе 3 сигнал установки в исходное состояние регистра 22 появляется в момент выхода заднего конца проката с зоны датчика 13 наличия проката;
на выходе 4 сигнал установки в исходное состояние коммутатора 11 появ ляется в момент выхода заднего конца проката с зоны датчика 13 наличия проката;
на выходе 5 сигнал установки в исходное состояние блоков 5-7 усреднения появляется в момент захода переднего конца проката в .зону датчика 13 наличия проката.
Информация используется для анализа и управления технологическим процессом. Использование устройства для контроля температуры проката по длине позволяет правильно построить режим нагрева, скоростной, режим и режим душирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического сбора информации о технологических параметрах проката | 1983 |
|
SU1135511A1 |
| Устройство для автоматического сбора информации о технологических параметрах проката | 1983 |
|
SU1080895A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1984 |
|
SU1186310A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1988 |
|
SU1507484A2 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для автоматического управления ускоренным охлаждением проката | 1984 |
|
SU1178517A1 |
| Устройство для автоматического сбора и регистрации информации о технологических параметрах проката | 1980 |
|
SU904817A1 |
| Способ автоматического управления процессом термоупрочнения проката на выходной стороне мелкосортного стана и устройство для его реализации | 1984 |
|
SU1219190A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для ввода информации о параметрах объекта в электронную вычислительную машину | 1975 |
|
SU526882A1 |
УСТРОЙСТВО ДНЯ АВТОИАТИЧЕС.; КОГО СБОРА ИНФОРМАЦИИ О ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРАХ ПРОКАТА, содержащее датчик технологического параметра проката, подсоединенный через ключи. к блокам усреднения технологического параметра для каждой заданной зоны длины проката, выходы которых соединены с индикаторами, к управляюг..им входам ключей подсоединены выходы коммутатора порядкового номера зон длины проката, о т л и ч а ющ е е с я тем, что, с целью получения оперативной информации о технологическом параметре проката на заданном числе зон, оно дополнительно содерхсит датчик наличяй проката после первой клети стана, датчик наличия проката в зоне измерения технологического параметра, задатчик количества зон контроля технологического параметра, датчик импульсов, делитель импульсов с заданным коэффициентом деления,два ключа, два счетчика импульсов, схему перезаписи, регистр, схему сравнеш1я , одновибратор. блок установки устройства в исходнае состояние, причем информационные входы ключей подсоединены к выходу датчика импульсов, управлякнций вход первого ключа подсоединен к датчику наличия проката после первой клети стана, выход этого ключа через делитель импульсов подсоединен на вход первого счетчика импульсов, который через схему перезаписи связан с регистром, на управляющий вход второго ключа подсоединен датчик наличия проката в зоне измерения технологического параметра, выход второго ключа подсоI единен на вход второго счетчика импульсов, информационные выходы вто(Л рого счетчика импульсов и регистра , подсоединены на схему сравнения, выход которой подсоединен на второй вход коммутатора порядкового номера зоны длины проката и через одновибратор на шину установки в исходное состояние второго счетчика имел пульсов, задатчик количества зон длины проката подсоединен на управляющий вход делителя импульсов, на вход блока установки устройства в исходное СдЭ состояние подсоединены датчики нали« чия проката, а первый выход связан с управляющей г/иной схемы перезаписи, второй выход -с шиной установки в ноль первого счетчика импульсов, TjJeтий выход - с шиной установки в ноль регистра, четвертый - с шиной установки коммутатора в исходное состояние, пятый - с шиной установки коммутатора в исходное состояние блоков усреднения технологического параметра дпя каждой заданной зоны длины проката.