Изобретение относится к прокатном производству и может использоваться, например, на непрерывном штрипсовом стане, оборудованном барабанными летучими ножницами, для безотходного раскроя проката.
Цель изобретения - увеличение выхода годного проката путем повьЕпе- ния точности раскроя.
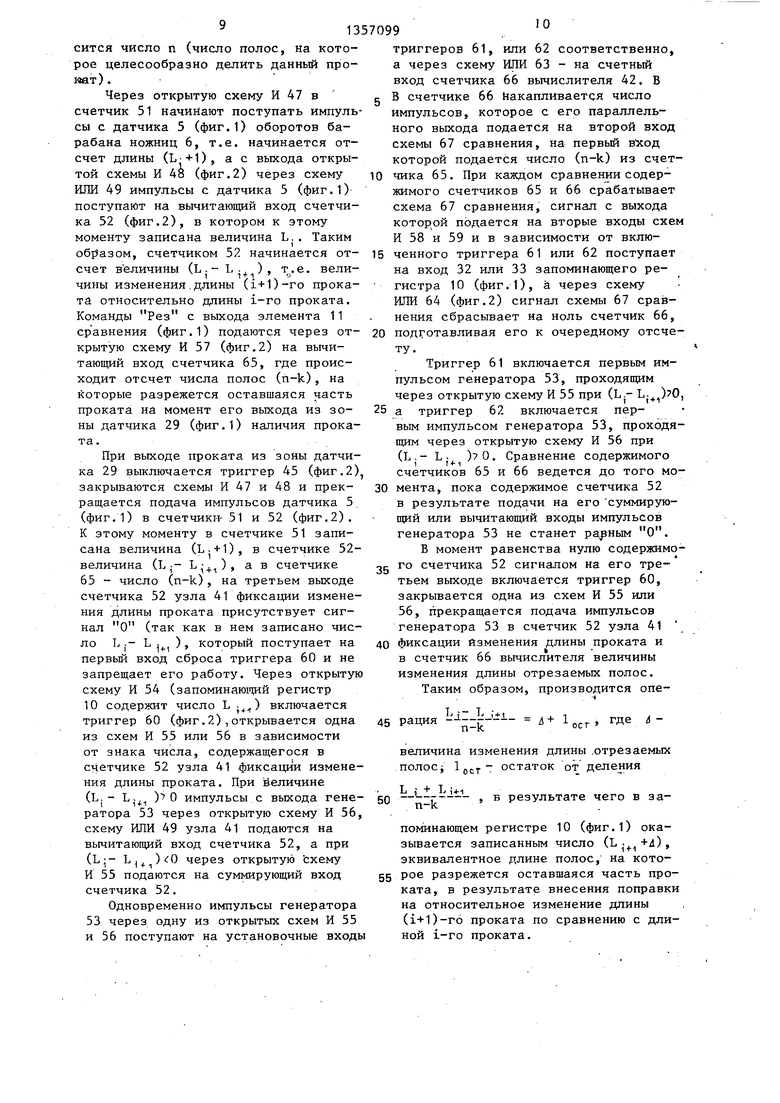
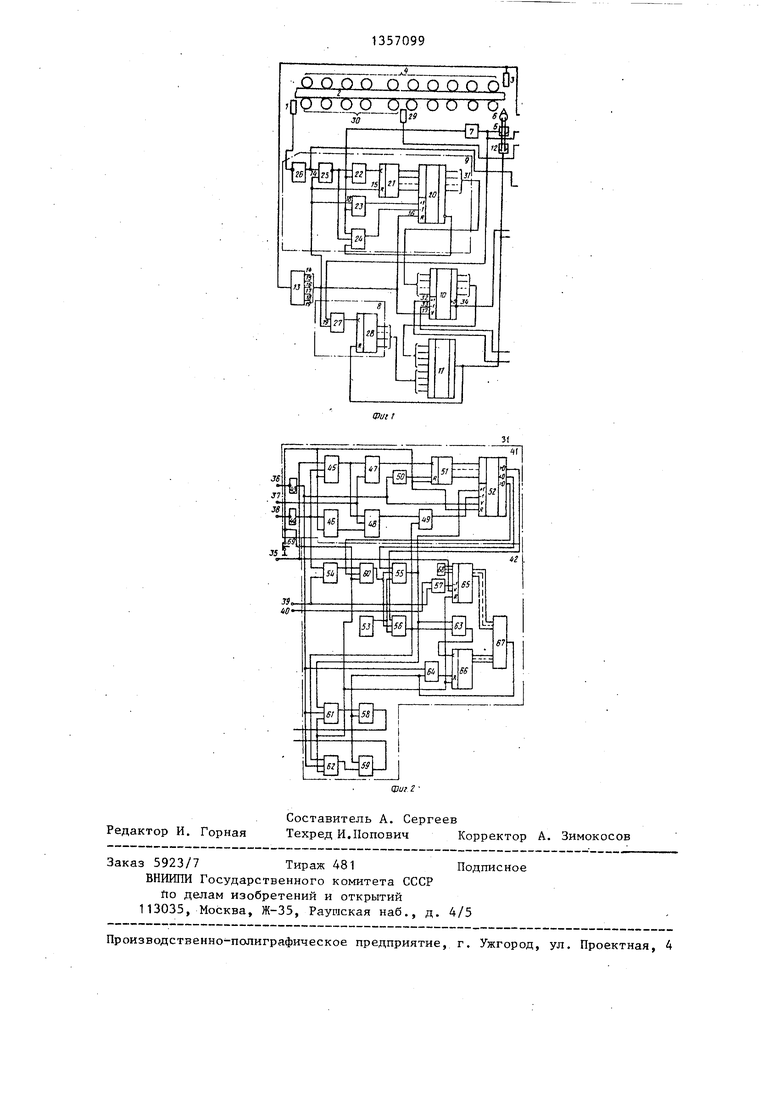
На фиг.1 приведена схема предлагаемого устройства без блока изменения длины отрезаемых полос; на фиг.2 схема блока изменения длины отрезаемых полос.
Устройство содержит датчик 1 (фиг.1) наличия проката 2 на входе и датчик 3 наличия проката на выходе клетей 4 стана, импульсный датчик 5 оборотов барабана ножниц 6 с делителем 7 частоты импульсов, измерител 8 длины полосы, задатчик 9 длины noлосы, запоминающий регистр 10 на выходе задатчика длины полос, элемент 11 сравнения заданной и фактической длин полос, схему 12 включения реза, программный блок 13 с выходами 14- 19, реверсивный счетчик 20, прямой счетчик 21, три схемы И 22-24, триггер 25 и одновибратор 26 задатчика длины полосы, ключ 27 и счетчик 28 измерителя длины полос, третий датчи 29 наличия проката внутри стана на выходе группы клетей 30, блок 31 (фиг.2) изменения длиТны отрезаемых полос, дополнительные входы 32 и 33 (фиГ.1) и дополнительный выход 34 запоминающего регистра на- выходе задатчика длины полос, входы 35-40 (фиг,2) блока изменения длины отрезаемых полос, узел 41 фиксации изменения длины проката, вычислитель 42 величины изменения длины отрезаемых полос, одновибраторы 43 и 44, триггеры 45 и 46, схемы И 47 и 48, схему ИЛИ 49, элемент 50 временной задержки, счетчики 5-1 и 52 узла фиксации изменения длины проката, генератор 53, схемы И 54-59, триггеры 60-62, схемы ИЛИ 63 и 64, счетчики 65 и 66, схему 67 сравнения, задатчик 68 числа полос, кнопку 69 сброса вычислителя величины изменения длины отрезаемых полос. Датчик 1 (фиг.1) наличия проката 2 на входе стана своим выходом соединен с входом одновибра- тора 26 задатчика 9 длины полос, ; датчик 3 наличия проката на выходе стана своим выходом соединен с вхо
5
0
дом программного блока 13 и входом 36 (фиг.2) блока 31 изменения длины обрезаемых полос, импульсный датчик 5 (фиг.1) оборотов барабана ножниц 6 своим выходом соединен с входом-делителя 7 частоты импульсов, с первым входом ключа 27 измерителя 8 длины полос и входом 37 (фиг.2) блока 31 изменения длины отрезаемых полос, задатчик 9 (фиг.1) длины полосы соединен своими входами с выходами 14- 18 программного блока 13, элемент 11 сравнения заданной и фактической длин полос своими выходами соединен со схемой включения реза и входом сброса счетчика 28 измерителя 8 дли- ны полосы, первым входом элемент 11 соединен с параллельным выходом запоминающего регистра 10, а вторым входом - с параллельным выходом счетчика 28 измерителя 8 длины полб- сы, выход одновибратора 26 соединен с установочным входом триггера 25
5 и входом 35 блока 31 изменения длины отрезаемых полос, прямой выход триггера 25 соединен с объединенными между собой первым входом схемы И 22. и вторым входом схемы И 24, вторые входы схем И 22 и 23 и первый вход схемы И 24 объединены и подС9единены к выходу делителя 7 частоты импульсов, выход схемы И 22 соединен со счетным входом счетчика 21, которьй шинами переноса соединен со счетчиком 20, суммирующий вход последнего соединен с выходом схемы И 23, а вычитающий вход счетчика 20 соединен с выходом схемы И 24, параллельный выход счетмика 20 соединен с входом данных запоминающего регистра 10, а инверсный выход счетчика 20 соединен с третьим входом схемы И 24, счетный вход счетчика 28 измерителя
5 8 длины полосы соединен с выходом ключа 27, первый вход которого соединен с вькодом импульсного датчика 5 оборотов барабана ножниц 6, а вход 19 ключа 27 подсоединен к выходу программного блока 13, вход 35 блока 31 изменения длины отрезаемых полос соединен с выходом одновибратора 26 задатчика 9 длины полосы, вход 36 блока 31 соединен с выходом датчика 3 наличия проката на выходе стана, входы 37-40 блока 31 соединены соответственно с выходами импульсного датчика 5 оборотов барабана ножниц 6, датчика 29 наличия проката внутри
0
5
0
0
55
стана, дополнительным выходом 34 запоминающего регистра 10 на выходе задатчика 9 длины полос, элемента 11 сравнения заданной и фактической дли полос, первым выходом блок 31 изме- нения длины отрезаемых полос подсоединен к дополнительног у входу 32, а вторым выходом - к дополнительному входу 33 запоминающего регистра 10, первый вход сброса триггера 45, уста новочный вход триггера 46 узла 41 объединены и подсоединены к вычислителю 42, прямой выход триггера 46 соединен с третьим входом схемы И 48 второй вход последней соединен с вто рым входом схемы И 47, первые входы схем И 47 и 48 объединены и подсоединены к прямом у вьгходу триггера 45, выход схемы И 47, соединен со счетным входом счетчика 51, первый вход сбро са которого соединен с выходом элемента 50 временной задержки, парал- лельньй выход счетчика 51 соединен с входом данных счетчика 52, вычитающий вход которого подсоединен к выходу схемы ИЛИ 49, первый вход которой соединен с выходом схемы И 48, при этом второй вход схемы ИЛИ 49, соединенные между собой входы сброса триггера 46, счетчика 52, вторые входы сброса триггера 45 и счетчика 51, соединенные между собой выход одновибратора 44, установочный вход триггера 46 и первый вход сброса триггера 45, соединенные между собой выход одновибратора 43, вход элемента 50 временной задержки и вход разрешения записи данных счетчика 52, а также раздельные суммирующий вход счетчика 52, первый, второй и третий выходы счетчика 52 подсоединены к вычислителю 42 величины изменения длины отрезаемых полос, вьпход схемы И 54 вычислителя 42 соединен с установочным входом триггера 60, прямой выход которого подсоединен к. соеди-, ненным между собой вторым входам схем И 55 и 56, третьи входы которых соединены между собой и подсоединены к выходу генератора 53, выход схемы И 57 соединен с вычитающим входом счетчика 65, параллельный выход которого подсоединен к первому входу схемы 67 сравнения, второй вход кото
рой подсоединен к параллельному выходу счетчика 66, выход схемы 67 сравнения соединен с объединенными между собой вторыми входами схем
25
fO 5 2035
5
И 58 и 59 и схемы ИЛИ 64, первые входы схем И 58 и 59 соединены с прямыми выходами триггеров 61 и 62 со- , ответственно, выход схемы ИЛИ 64 подсоединен к первому входу сброса счетчика 66, счетный вход которого соединение выходом схемы ИЛИ 63, параллельный вход счетчика 65 подсоединен к выходу задатчика 68 числа полос, вторые входы сброса триггеров 61 и 62, счетчика 66, первый вход сброса счетчика 65 объединены между собой., и подсоединены к кнопке 69 сброса и соединенным между собой . входам сброса триггера 46, счетчика 52, вторым входам сброса триггера 45 и счетчика 51 узла 41 фиксации и изменения длины проката, первый вход схемы И 54 вычислителя 42 подсоединен к соединенным между собой установочному входу триггера 46, первому входу cd poca триггера 45 и выходу одновибратора 44 узла 41 фиксации изменения длины проката, первый вход сброса триггера 60 вычислителя 42 ., подсоединен к третьему выходу счетчика 52 узла 41 фиксации изменения длины проката, первые входы схем И 55 и 56 вычислителя 42 соединены соот- ветственно с вторым и первым выходами счетчика 52 узла 41, а объединенные между собой выход схемы И 56 установочный вход триггера 62 и второй вход схемы ИЛИ 63 вычислителя 42 подсоединены к второму входу схемы ИЛИ 49 узла 41 фиксации изменения- длины проката, объединенные между собой выход схемы И 55, установочный вход триггера 62 и первьй вход схемы ИЛИ 63 вычислителя 42 подсоединены к суммирующемувходу счетчика 52 узла 41 фиксации изменения длины проката, вход разрешения записи данных счетчика 65 вычислителя 42 подсоединен к установочному входу триггера 45 узла 41 фиксации изменения длины проката.
Устройство работает следующим образом.
Перед началом прокатки все триггеры и счетчики устройства приведены в исходное состояние. Скорость ножниц согласована со скоростью валков выходной клети. Задано число полос, на которое целесообразно разрезать прокат данного сортамента,
В основу работы устройства положено выражение
2 i
5n
n
которое после выхода проката из зоны датчика наличия проката внутри стана принимает вид,
.
n
L i L i+-1 n-k
де 1.
1+1
1. 20
1-t-i
длина полос, на которую режется прокатываемый раскат,
длина полос, на которую разрезался предыдущий раскат,
координата конца i-ro (предьщущего) раската относительно места установки датчика наличия проката на входе стана, приведенная к выходу стана, определенная в момент входа головы раската в зону датчика наличия проката на выходе стана, координата конца данного раската относительно места установки датчика наличия проката на входе стана, приведенная к выходу ста510
25
30
входа головы раската в зону датчика наличия проката на выходе стана.
n L
L,
14-1
целесообразно, делить прокат данного сортамента, приведенная к выходу стана длина i-ro (предьщущего) раската, эквивалентная расстоянию между датчиками наличия проката на входе и внутри стана,
приведенная к выходу стана дли«а данного -раската, эквивалентная расстоянию между датчиками наличия проката на входе и внутри стана, k - число полос, отрезанных от данного раската к моменту выхода проката из зоны датчика наличия проката внутри стана.
В момент выхода i-й заготовки из оны датчика 1 (фиг.1) наличия проата 2 срабатывает одновибратор 26, ключается триггер 25 и открывается
20
а57099о
схема И 22 задатчика 9 длины полосы. Сигнал одновибратора 26 подается на вход 35 (фиг.2) блока 31 изменения
5 длины отрезаемых полос и включает триггер 45, выходной сигнал которого открывает схему И 47 по ее первому входу. При включенном триггере 25 (фиг.1) импульсы с датчика 5 оборо- 10 тов барабана ножниц 6 через делитель 7 частоты и открытую схему И 22 поступают на счетньй вход счетчика 21, а при включенном триггере 45 (фиг.2) импульсы с выхода датчика 5 (фиг,1) оборотов барабана ножниц 6 через вход 37 (фиг.2) блока 31 изменения , длины отрезаемых полос и открытую схему И 47 поступают на счетньй вход счетчика 51. Счетчиком 21 (фиг.1) начинается отсчет величины х ./п, а счетчиком 51 (фиг.2) - отсчет Lj. Отсчет величины х./п заканчивается в момент выхода проката 2 (фиг.1) из зоны датчика 29 наличия проката, сигнал которого поступает на вход 38 (фиг.2) блока 31 изменения длины отрезаемых полос. Срабатывает одно- вибратор 44, сигналом которого вклю- чается триггер 46 и выключается триггер 45, закрывая схему И 47 и прекращая подачу импульсов с выхода импульсного датчика 5 (фиг.1) оборотов барабана ножниц 6 в счетчик 51 . (фиг.2). Отсчет величины заканчивается при срабатывании датчика 3 (фиг.1) наличия проката, по сигналу которого включается программный блок 13, выходным сигналом которого выклр)- чается триггер 25 цо входу 14, на
40 входе 16 счетчика 20 появляется сигнал 1, и число из счетчика 21 переносится в счетчик 20, после чего счетчик 21 устанавливается в нулевое состояние по входу 15 и подготовлен
45 к очередному отсчету.
25
30
35
0
5
Пока триггер 25 включен, его выходной сигнал поступает на второй вход схемы И 24, но она не открывается, так как перед прокаткой счетчик 20 сброшен на нуль и сигналом О с выхода счетчика 20 схема И 24 закрыта по ее третьему входу.
При срабатывании датчика 3 выходной сигнал nporpariMHoro блока 13 открывает схему И 23 по входу 18. Схема И 23 открывается и импульсы датчика 5 оборотов барабана ножниц 6 через делитель 7 частоты импульсов
подаются на суммирующий вход счетчика 20, где суммируются с внесенным в него числом х./п. При выходе i-ro проката из зоны датчика 3 суммирование заканчивается, так как снимается выходной сигнал 18 программного блока и схема И 23 закрывается. Таким образом, в счетчике 20 накоплено число
включенном триггере 45 (фиг.2) его выходной сигнал поступает на пер- вьй вход схемы И 48, но она не открывается при прокатке первого раската, так как триггер 46 перед прокаткой сброшен на ноль кнопкой 69. При выходе проката из зоны датчика 3 (фиг.1) его выходной сигнал поступает на вход 36 (фиг.2) блока 31 изменения дпины отрезаемых полос, срабатывает одновибратор 43, выходной сигнал которого подается на вход V счетчика 52, и число L. из счетчика 51 переносится в счетчик 52, после чего выходным сигналом одновибратора 43, проходящим через элемент 50 временной задержки, счетчик 51 сбрасывается на ноль и Г отов к очередному отсчету.
При прокатке первой заготовки вычислитель 42 не включается в работу, так как запоминающий регистр 10 (фиг.1) на выходе задатчика 9 длины полосы перед началом прокатки обнулен сигналом О с его выхода 34, поступающим на вход 39 (фиг.2) блока 31 i изменения длины отрезаемых полос, и схемы И 54 и 57 закрыты.
Измеритель 8 (фиг.1) длины полосы включается на каждом раскате. При прокатке первого раската элемент 11 сравнения не срабатывает, так как запоминающий регистр 10 обнулен.
В момент выхода следующей (1+1)-й заготовки из зоны датчика 1 наличия гфоката снова срабатывает одновибра- тор 26, включается триггер 25 и от- крыва тся схема И 22 задатчика длины, полосы и счетчик 21 начинает отсчет
Х-,+1
величины
п
Теперь вместе с
открытием схемы И 22 открывается и схема И 24. Так как последняя открыта, через вьиитающий вход счетчика 20 в него подаются импульсы с выхода делителя 7 частоты импульсов. При входе (i+1) раската в зону датчика 3 наличия проката срабатывает про-:
граммный блок 13, вьжлючается триггер 25 и закрываются схемы И 22 и 24. Таким образом, к моменту входа (i+l)- го раската в зону датчика 3 счетчиком
X 41
П
X ) 1
п
21 отсчитано число
9
20 - число
а счетчиком
(1,-+ - п
X 1. 1 ч
которое
эквивалентно длине полос, на которые должен первоначально разрезаться (1+1)-й раскат.
При срабатывании программного блока 13 сигналом на входе 17 запоминающего регистра 10 в него вводится число из счетчика 20, эквивалентное дли0
не
i-f 1
li5i iau
X
сигналом на
п п
входе 16 счетчика 20 в него переносится число из счетчика 21, эквивапосле чего
X j.,
лентное величине --- п
5
0
0
5
0
5
счетчик 21 сбрасывается на ноль.
Далее счетчик 20 производит отсчет длины полос, на которые первоначально начинает разрезаться последуюпщй раскат, а счетчик 28 измерителя 8 длины полосы через открытый по входу 19 ключ 27 производит отсчет текущего значения длины полос, на которые первоначально начинает разрезаться прокат, проходящий через ножницы.
В момент сравнения содержимого 5 запоминающего регистра 10 и счетчика 28 срабатывает элемент 11 сравнения, выходным сигналом которого счетчик 28 сбрасывается на нуль, включается схема 12 включения реза. От (i+1)- го раската отделяется полоса длиной (1| +1). Измеритель 8 длины полосы отсчитывает длины последующих полос до момента выхода проката из зоны датчика 3. В момент выхода (i+1)-го раската из зоны датчика 1 наличия проката снова включается триггер 45 (фиг.2) открывается схема И 47 узла 41 фиксации изменения длины проката, открывается схема И 48, так как в момент выхода первого раската из зоны датчика 29 от его выходного сигнала, подаваемого на вход 38 (фиг.2) блока 31 изменения длины отрезаемых полос, срабатывает одновибратор 44, выходным сигналом которого включается триггер 46, и сигналом 1 на входе V счетчика 65 вычислителя 42 в счетчик 65 с выхода задатчика 68 зано91357099 °
сится число п (число полос, на кото- триггеров 61, или 62 соответственно.
рое целесообразно делить данньй про- мат).
Через открытую схему И 47 в счетчик 51 начинают поступать импульсы с датчика 5 (фиг.1) оборотов барабана ножниц 6, т.е. начинается отсчет длины (L +1), ас выхода открытой схемы И 48 (фиг.2) через схему ИЛИ 49 импульсы с датчика 5 (фиг.1) поступают на вычитающий вход счетчика 52 (фиг.2), в котором к этому моменту записана величина L,. Таким образом, счетчиком 52 начинается отсчет величины (L.-L.), т,.е. величины изменения.длины (i+1)-ro проката относительно длины i-ro проката. Команды Рез с выхода элемента 11 ср авнения (фиг.1) подаются через открытую схему И 57 (фиг.2) на вычитающий вход счетчика 65, где происходит отсчет числа полос (n-k), на которые разрежется оставшаяся часть проката на момент его выхода из зоны датчика 29 (фиг.1) наличия проката.
При выходе проката из зоны датчика 29 выключается триггер 45 (фиг.2), закрываются схемы И 47 и 48 и прекращается подача импульсов датчика 5 (фиг.1) в счетчик 51 и 52 (фиг.2). К этому моменту в счетчике 51 записана величина (L.+1), в счетчике 52величина
(Ьг L-,,),
а в счетчике
65 - число (n-k), на третьем выходе счетчика 52 узла 41 фиксации изменения длины проката присутствует сигнал О (так как в нем записано число L J- L ) , который поступает на первый вход сброса триггера 60 и не запрещает его работу. Через открытую схему И 54 (запоминающей регистр 10 содержит число L ,) включается триггер 60 (фиг.2),открывается одна из схем И 55 или 56 в зависимости от знака числа, содержащегося в счетчике 52 узла 41 фиксации изменения длины проката. При величине (LI - L. ) О импульсы с выхода генератора 53 через открытую схему И 56, схему ИЛИ 49 узла 41 подаются на вычитающий вход счетчика 52, а при (L-- L,) через открытую схему И 55 подаются на суммирующий вход счетчика 52.
Одновременно импульсы генератора 53 через одну из открытых схем И 55 и 56 поступают на установочные входы
а через схему ИЛИ 63 - на счетный вход счетчика 66 вычислителя 42. В
с В счетчике 66 Накапливается число импульсов, которое с его параллельного выхода подается на второй вход схемы 67 сравнения, на первый вход которой подается число (n-k) из счет10 чика 65. При каждом сравнении содержимого счетчиков 65 и 66 срабатывает схема 67 сравнения, сигнал с выхода которой подается на вторые входы схем И 58 и 59 и в зависимости от вклю15 ченного триггера 61 или 62 поступает на вход 32 или 33 запоминающего регистра 10 (фиг.1), а через схему ИЛИ 64 (фиг.2) сигнал схемы 67 сравнения сбрасывает на ноль счетчик 66,
20 подготавливая его к очередному отсчету.
Триггер 61 включается первым импульсом генератора 53, проходящим через открытую схему И 55 при (Lj- Lj)70
25 а триггер 62 включается первьм импульсом генератора 53, проходящим через открытую схему И 56 при (L.- L. )70. Сравнение содержимого счетчиков 65 и 66 ведется до того мо30 мента, пока содержимое счетчика 52 в результате подачи на его суммирующий или вычитающий входы импульсов генератора 53 не станет равным О.
В момент равенства нулю содержимого счетчика 52 сигналом на его третьем выходе включается триггер 60, закрывается одна из схем И 55 или 56, прекращается подача импульсов генератора 53 в счетчик 52 узла 41
35
40
фиксации изменения длины проката и в счетчик 66 вычислителя величины изменения длины отрезаемых полос. Таким образом, производится oneLir
45 рация &+ 1
ос г
где А величина изменения длины .отрезаемых полосi IncT остаток от деления
50
Li.
n-k
в результате чего в запоминающем регистре 10 (фиг.1) ока(L „ -ьд), на кото55
зывается записанным число эквивалентное длине полос, рое разрежется оставшаяся часть проката, в результате внесения поправки на относительное изменение длины ()-ro проката по сравнению с длиной i-ro проката.
а через схему ИЛИ 63 - на счетный вход счетчика 66 вычислителя 42. В
В счетчике 66 Накапливается число импульсов, которое с его параллельного выхода подается на второй вход схемы 67 сравнения, на первый вход которой подается число (n-k) из счетчика 65. При каждом сравнении содержимого счетчиков 65 и 66 срабатывает схема 67 сравнения, сигнал с выхода которой подается на вторые входы схем И 58 и 59 и в зависимости от включенного триггера 61 или 62 поступает на вход 32 или 33 запоминающего регистра 10 (фиг.1), а через схему ИЛИ 64 (фиг.2) сигнал схемы 67 сравнения сбрасывает на ноль счетчик 66,
подготавливая его к очередному отсчету.
Триггер 61 включается первым импульсом генератора 53, проходящим через открытую схему И 55 при (Lj- Lj)70,
а триггер 62 включается первьм импульсом генератора 53, проходящим через открытую схему И 56 при (L.- L. )70. Сравнение содержимого счетчиков 65 и 66 ведется до того момента, пока содержимое счетчика 52 в результате подачи на его суммирующий или вычитающий входы импульсов генератора 53 не станет равным О.
В момент равенства нулю содержимого счетчика 52 сигналом на его третьем выходе включается триггер 60, закрывается одна из схем И 55 или 56, прекращается подача импульсов генератора 53 в счетчик 52 узла 41
фиксации изменения длины проката и в счетчик 66 вычислителя величины изменения длины отрезаемых полос. Таким образом, производится oneLir
рация &+ 1
ос г
где А величина изменения длины .отрезаемых полосi IncT остаток от деления
Li.
n-k
в результате чего в запоминающем регистре 10 (фиг.1) ока(L „ -ьд), на кото5
зывается записанным число эквивалентное длине полос, рое разрежется оставшаяся часть проката, в результате внесения поправки на относительное изменение длины ()-ro проката по сравнению с длиной i-ro проката.
Величина 1,
II
полученная -ост
зультате выполнения операции
L; n-k
хра-нится в счетчике 66
(фиг.2). При дальнейшей порезке проката команды Рез с зыхода элемента 11 сравнения (фиг.1) продолжают поступать на вьпштающий вход счетчи- ка 65 (фиг,2) через открытую схему И 57, в результате чего происходит сравнение содержимых счетчиков 65 и 66, срабатывает схема 67 сравнения, сигнал которой через схему И 58 или 59, в зависимости от включенного триггера 61 или 62, снова поступает на один из входов 32 или 33 (фиг.1) запоминающего регистра 10 и изменяет его содержимое на +1 или -1, которое является длиной отрезаемых полос до момента выхода конца проката из зоны датчика 3.
При вь. хо.де проката из зоны датчика 3. его выходной сигнал подается на вход 36 (фиг.2) блока 31 изменения длины отрезаемых полос, срабатывает одновибратор 43, выходньм сигналом которого производится запись.содержимого счетчика 51 в счетчик 52 че- рез элемент 50 временной задержки, сбрасывается на ноль счетчик 51, выключаются триггеры 61 или 62 по их первым входам сброса и дублируется сброс на ноль счетчика 66 через схе- му ИЛИ 64.
При прокатке следующих заготовок работа устройства происходит аналогично .
Таким образом, при работе устрой- ства, начиная со второй заготовки, прокат первоначально начинает разре- зйться на полосы длиной 1, , с момента выхода проката из зоны датчика 29 наличия проката, установленного внутри стана на выходе группы клетей 30, прокат режется на полосы длиной (1,-+, ±А), а с некоторого момента - на полосы длиной (1,4, ±Л±1). При
1. Устройство для раскроя проката не заданное число полос, содержащее датчики наличия проката на входе и выходе стана, импульсный датчик оборотов барабана ножниц с делителем частоты-импульсов, измеритель длины полосы и задатчик длины отрезаемых полос с одновибратором и с запоминающим регистром на его выходе, элемент сравнения заданной и фактической длин полос, схему включения реза и
этом изменение длины отрезаемых полос 50 пропорционально изменению длины (i+ +1)-го проката относительно дпины i-ro проката.
По сравнению с известным предлагаемое устройство позволяет исключить 55 программный блок,, соединенный своим отрезание последних полос на прокате, входом с датчиком наличия проката на некондиционных по длине, что имеет выходе стана, а выходами - с задатчи- место при использовании известного ком длины полосы, при этом элемент устройства, по той причине , что оно . сравнения заданной и фактической
1357099
12
не учитывает изменения длины разрезаемого проката относительно длины предыдущего проката.
Как показали испытания, проведенные на непрерывном штрипсовом стане ММК, примерно на 65% прокатываемых заготовок изменение базовой длины проката, приведенной к выходу стана полученной на двух соседних раскатах лежит в пределах +(0,3-0,5)м.
Таким образом, с помощью известного устройства обеспечивается точный раскрой только 35% прокатываемых заготовок, а на остальных 65% или образуются последние полосы длиной (0,3- 0,5) м, оказьшающиеся браком, или последние полосы на раскате оказываются короче остальных на (0,3-0,5) м Предлагаемое устройство позволяет исключить образование таких последних полос практически на 98% прокатываемых заготовках, т.е. его точность раскроя на 63% вьше точности известного устройства.
Повьшение выхода годного при использовании предлагаемого устройства достигается переходом на 32% прокатываемых заготовок последних полос длиной (0,3-0,5) м из брака в годное в составе полос, длина которых изменяется пропорционально изменению длины (i+1)- го раската относительно длины 1-го раската, так как изменение длины (i+1)-x раскатов относительно длины i-x раскатов в сторону увеличения или уменьшения проявляется в среднем одинаково при прокатке партии заготовок.
Ф о рмула изобретения
1. Устройство для раскроя проката не заданное число полос, содержащее датчики наличия проката на входе и выходе стана, импульсный датчик оборотов барабана ножниц с делителем частоты-импульсов, измеритель длины полосы и задатчик длины отрезаемых полос с одновибратором и с запоминающим регистром на его выходе, элемент сравнения заданной и фактической длин полос, схему включения реза и
программный блок,, соединенный своим входом с датчиком наличия проката на выходе стана, а выходами - с задатчи- ком длины полосы, при этом элемент сравнения заданной и фактической
длин полос .соединен своим выходом со схемой включения реза, а входами - Сд задатчиком и измерителей длины полосы, причем задатчик длины полосы выполнен в виде соединенных между собой реверсивного и прямого счетчиков, трех схем И, триггера и одновибрато- ра, 9- измеритель длины полосы выполнен в виде соединенных последовательно ключа и счетной схемы, выходы последней соединены с одними из входов элемента сравнения, а входы ключа присоединены один к выходу программного .блока, другой - к выходу им- пульсного датчика оборотов барабана ножниц, причем .другие входы элемента сравнения соединены с выходами запоминающего регистра, входы кото- ро го подсоединены к выходам за/л,атчи- ка длины полос, при этом триггер соединен своими выходами со схемами И, ,две из которых установлены на входе реверсивного счетчика, а третья - на входе прямого счетчика, счетчики соединены шинами переноса, а один из выходов основного реверсивного счетчика подсоединен на один из входов схемы И на входе реверсивного счетчика, отлич ающе е ся тем, что, с целью увеличения выхода годного проката путем повышения точности раскроя, оно снабжено третьим датчиком наличия проката, установленным на выходе группы клетей, и блоком изменения длины обрезаемых полос, а запоминающий регистр на выходе задат чика длины обрезаемых полос дополнен двумя входами и одним выходом, при этом блок изменения длины обрезае- мых полос выполнен с шестью входами и двумя выходами, причем своим первым входом блок изменения длины обрезаемых полос соединен с выходом одно
вибратора задатчика длины полос, вто- 45 выход первого одновибратора.
вход элемента временной задержки и вход разрешения записи данных второ го счетчика., а также раздельные сум мирующий вход второго счетчика, пер вый, второй и третий выходы второг счетчика подсоединены к вычислителю величины изменения длины обрезаемых полос, а установочный вход первого триггера, соединенные между собой вторые входы схем И, узла фиксации изменения длины проката являются со ответственно первым, вторым, третьи и четвертым входами блока изменения длины обрезаемых полос
рым входом - с выходом датчика наличия проката на выходе стана, третьим,. четвертым, пятым и шестым входами - соответственно с выходом импульсного датчика оборотов барабана ножниц, с выходом датчика наличия проката на выходе группы клетей, с дополнительным выходом запоминающего регистра на выходе задатчика длины обрезаемых полос, с выходом элемента сравнения заданной и фактической длин полос, а первым и вторым выходами - соответ - ственно с первым и вторым дополнительными входами запоминающего ре-:
О о
5
гистра на выходе задатчика длины об- резаем ых полос,
2.Устройство по П.1., о т л и - ч а ю щ е е с -я тем, что блок изменения длины обрезаемых полос вьшолнен в виде соединенных между собой узла фиксации изменения длины проката и вычислителя величины изменения длины обрезаемых полос.
3.Устройство по п,2, отличающееся тем, что узел фиксации изменения длины проката вьтолнен в виде соединенньгх между собой двух одновибраторов, двух триггеров, двух схем И, схемы ИЛИ, элемента времен- ной задержки и двух счетчиков, при этом первый вход сброса первого триггера соединен с установочным входом второго триггера, прямой выход которого соединен с третьим входом второй схемы И, второй вход которой соединен с вторым входом первой схемы И, первые входы схем И объединены и подсоединены к прямому выходу первого ; триггера, выход первой схемы И соединен со счетным входом первого счетчика, первый вход сброса которого соединен с в.ыходом элемента временной задержки, а параллельный выход первого счетчика соединен с входом данных второго счетчика, вычитающий вход которого соединен с выходом схемы РШИ, первый вход которой соединен с выходом второй схемы И, при этом второй вход схемы ИЛИ, соединенные, между собой входы сброса второго триггера, второго счетчика, вторые входы сброса первого триггера и первого счетчика, соединенные между выход второго одновибратора, установочный .вход второго триггера и первый вход сброса первого- триггера, соедине Нные между
выход первого одновибратора.
вход элемента временной задержки и вход разрешения записи данных второго счетчика., а также раздельные суммирующий вход второго счетчика, первый, второй и третий выходы второго счетчика подсоединены к вычислителю величины изменения длины обрезаемых полос, а установочный вход первого триггера, соединенные между собой вторые входы схем И, узла фиксации изменения длины проката являются соответственно первым, вторым, третьим и четвертым входами блока изменения длины обрезаемых полос
4. Устройство по ПП.1 и 2, отличающееся тем, что вьгчислитель величины изменения длины об- резаемых полос- выполнен в виде соединенных между собой генератора, шести схем И, трех триггеров, двух схем ИЛИ, двух счетчиков, схемы сравнения задатчика числа полос, на которое це лесообразно делить прокат и кнопки сброса, при этом выход первой схемы И соединен с установочным входом первого триггера, прямой выход которого подсоединен к соединенным между собой вторым входам второй и тре- тьей схем И, третьи входы которых соединены между собой и подсоединены к выходу генератора, выход четвертый схемы И соединен с вычитающим входом первого счетчика, параллельный выход которого подсоединен к первому входу схемы сравнения, второй вход которой подсоединен к параллельному выходу второго счётчика, а выход схемы сравнения соединен с объединенными между собой вторыми входами пятой и шестой схем И и второй схемы ИЛИ, первые входы пятой и шестой схем И соединены с прямыми выходами второго и третьего -триггеров соответственно, выход второй схемы ИЛИ соединен с первым входом сброса второго счетчика, счетный вход которого соединен с выходом первой схемы ИЛИ, параллельный вход первого счетчика подсоединен к выходу задатчика числа полос, вторые входы сброса триггеров и втор.ого счетчика и вход сброса первого счетчика объединены между собой и подсоединены к кнопке сброса и соединенным между собой входам сброса второго триггера, второго счетчика и вторым входам сброса первого триггера и первого счетчика узла фиксации изменения
5 0 5 0
5
о
0
длины проката, первьй вход первой схемы И вычислителя подсоединен к соединенным между собой установочному входу второго триггера, первому входу сброса первого триггера и выходу второго одновибратора узла фиксации изменения длины проката, первый вход сброса первого триггера вычислителя подсоединен к третьему выходу второго счетчика узла фиксации изменения длины проката, первые входы второй и третьей схем И вычислителя соединены соответственно с вторым и первым выходами второго счетчика узла фиксации изменения длины проката, объединенные между собой выход третьей схемы И, установочный вход третьего триггера и второй вход первой схемы ИЛИ вычислителя подсоединены к второму входу схемы ИЛИ узла фиксации изменения длины проката, объединенные между собой выход второй схемы И, установочный вход второго триггера и первьм вход первой схемы ИЛИ вычислителя подсоединены к суммирующему входу второго счетчика узла фиксации изменения длины проката, вход разрешения записи данных первого счетчика вычислителя подсоединен к установочному входу первого триггера узла фиксации изменения длины проката, при .этом объединенные между собой вторые входы первой и четвертой схем И вычислителя являются пятым входом блока изменения длины обрезаемых полос, первый вход четвертой схемы И вычислителя является шестьм входом блока изменения длины обрезаемых полос, а выходы пятой и шестой схем И вьнислителя являются соответственно первьм и вторым выходами блока изменения длины обрезаемых полос.
;Q О П Q Q О О П
. о oTJlJi ,
12 -1-1 г I 1-- - ,
I -J г« 31, Vn ll
L..rOJ Lj4Tl U:
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя проката | 1988 |
|
SU1555069A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Устройство для раскроя мелкосортного проката | 1986 |
|
SU1416303A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система управления сбрасывателем холодильника | 1989 |
|
SU1622048A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |
Изобретение относится к области прокатного производства и может использоваться для безотходного раскроя проката. Цель изобретения - увеличение выхода годного проката путем по-. вышения точности раскроя. Устройство содержит датчики наличия проката на входе и выходе стана, импульсный датчик обо&отов барабана летучих ножниц с делителем частоты импульсов, измеритель длины полосы и задатчик длины полосы с запоминающим регистром на его вьЕходе, элемент сравнения заданной и фактической длин полос, схему включения реза и програкт ньй блок. Новым в устройстве является то, что оно снабжено датчиком наличия проката, установленньм на выходе группы клетей, и блоком изменения длины отрезаемых полос по данным прокатки в группе клетей стана - наличию металла на выходе и в стане, положению барабана ножниц, заданной длине полосы и отклонению фактической длины полосы от заданной. 3 з.п. ф-лы, 2 ил. (Л CZ со СП О со со
Редактор И. Горная
фиг. 2
Составитель А. Сергеев
Техред И.Попович Корректор А. Зимокосов
Заказ 5923/7 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
По делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 0 |
|
SU336100A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
