Изобретение относится к автомати зации прокатных станов. Известно устройство для сбора ин формации о технологических параметрах проката, содержащее измерители параметров проката, связанные через ключи со счетчиками длины полосы П. Однако получаемая информация о , технологическом параметре полосы, .например температуре, не является полной для анализа технологического процесса. Наиболее близким к предлагаемому по технической сущности является устройство, содержащее, в частности, датчик контроля технологических параметров, датчик импульсов времен датчик импульсов длины проката, счетчики, ключи, коммутатор номера зон длины, регистры, индикаторы, пр чем датчики импульсов длины и контроля технологических параметров под соединены на входы счетчиков, ключи на входы регистров, а выходы регист ров - на рходы игадикаторов, выходы коммутатора номера зон длины подсое динены на управляющие входы ключей. В одном из счетчиков производится суммирование импульсов длины, поступающих от датчика импульсов длины. За время прохождения полосой участка длиной, определенной емкостью счетчика длины, в другом сче чике суммируются значения технологи ческого параметра, которые через коммутируемые ключи поступают на регистры значений технологического параметра и индицируются для оценки технологического процесса 2.Однако полученная информация не позволяет судить о значении техноло гического параметра на каждой зоне длины полосы, включая и концевой участок, длина которого может быть меньше значения, определенного емкостью счетчика импульсов длиНы; Цель изобретения - получение опе ративной информации о технологических параметрах проката. Поставленная цель достигается тем, что устройство для автоматичес кого сбора информации о технологиче ких параметрах проката:, содержащее, датчик контроля технологических параметров, датчик импульсов времен датчик импульсов длины проката, сче |чики, ключи, коммутатор номера зон длины, регистры значений технологического параметра в зонах, индикаторы значений параметра в зонах, причем датчик импульсов длины и датчик Контроля технологических параметров подсоединены каждый на вход отдельного счетчика, выходы блоков ключей подсоединены на входы регистров зна чений технологического параметра в зонах, выходы регистров подсоединены на входы отдельных индикаторов, выходы коммутатора номера зон длины - на управляющие входы соответствующих блоков ключей дополнительно содержит датчик наличия металла, ключ, два одновибратора, инвертор, схему ИЛИ и блок деления, причем выход датчика наличия металла подсоединен на управляющий вход ключа, вход первого одновибратора и вход инвертора, выход которого подсоединен на вход другого одновнбратора, выход которого и выход счетчика импульсов длины через схему ИЛИ подсоединены на вход коммутатора номера зон длины и на управляющий вход блока делениЯ) выход счетчика импульсов времени и счетчика импульсов частотного датчика контроля технологического параметра подсоединены на соответствующие информационные входы блока деления, один из выходов которого через информационные входы блоков ключей подсоединен к регистрам значений технологического параметра в зонах длины, второй выход блока деления подсоединен на шины сброса счетчика импульсов времени и счетчика импульсов частотного датчика контроля технологического параметра, выход первого одновибратора подсоединен на шину сброса счетчика импульсов длины проката и на шины сброса регистров значений технологического параметра, а выход датчика импульсов времени подсоединен к информационному входу ключа, выход которого подсоединен на вход счетчика импульсов времени. На фиг.I показана блок-схема устройства для автоматического сбора информации о-технологических парараметрах проката; на фиг.2 - блоксхема блока деления. Устройство содержит частотный датчик I контроля технологических араметров, датчик 2 импульсов длины роката, датчик 3 импульсов времени. Выход датчика I контроля технологических параметров подключен на вход счетчика 4. Выход датчика 2 импульсов длины проката подключен на вход счетчика 5. Выход датчика 3 импульсов времени через ключ 6 подключен на вход счетчика 7. Выходы блока 8 ключей 8,1, 8.3,...,8.п подключены на входы блока 9 регистров 9.1, 9.3,...,9.п значений технологического параметра в зонах. Выходы регистров 9.1, 9.3.,,,.9.п подключен на входы блока 10 индикаторов 10.1, 10.3,...,10.п. Выходы коммутатора 11 подключены на управляющие входы блоков 8 ключей. Выход датчика 12 наличия металла в зоне измерения подключен на управляющий вход ключа 6 и через инвертор 13, одновибратор 14 на первый вход схемы ИЛИ 15, через одновибратор 16 - на щины сброса счетчика 5 и регистров 9.1, 9.3,...,
Яп.
Выход счетчика 5 подключен на второй вход схемы ИЛИ 15. Выход схемы ИЛИ 15 подключен на вход коммутатора 11 и на управляющий вход блока 17 деления. Выходы счетчика 7 импульсов времени и счетчика 4 подключены на второй и третий входы блока 17 деления, первый выход которого через информационные входы блока 8 ключей подключен к регистрам 9.1, 9.3, ...,9.п значений технологического параметра в зонах длины, а второй выход подключен на шины сброса счетчика 4 импульсов частоты и счетчика 7 импульсов времени.
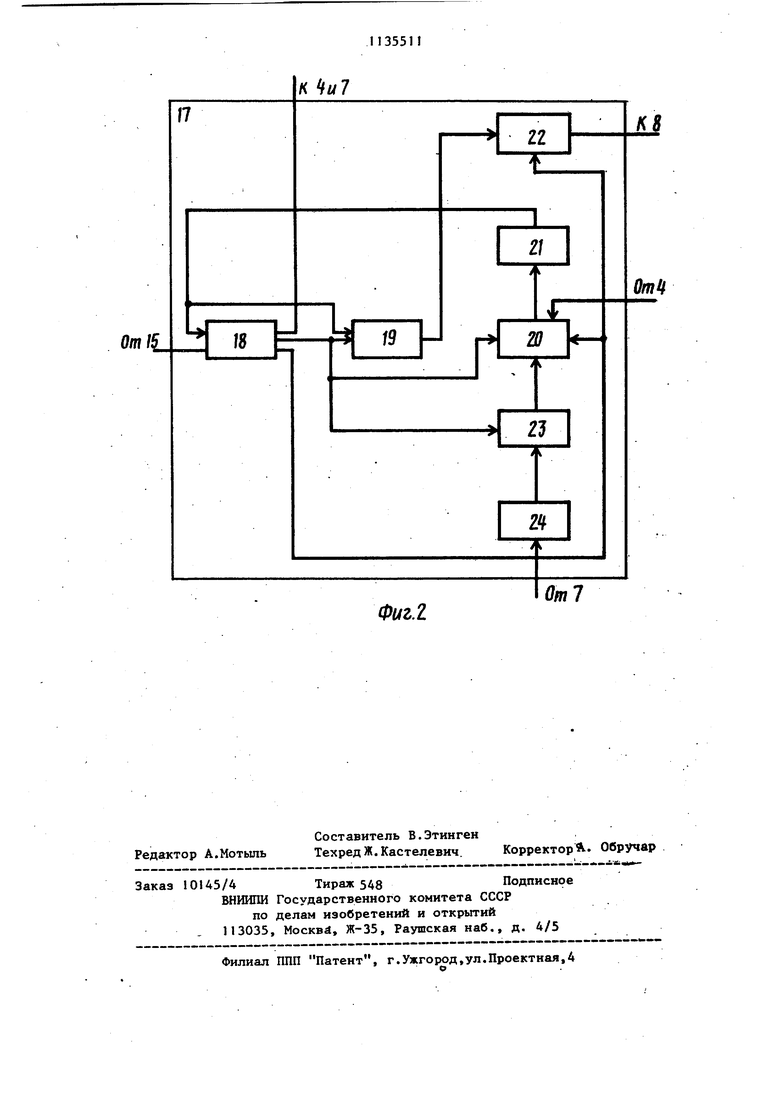
Блок 17 содержит схемы управления 18 и совпадения 19, сумматор 20, анализатор 21 знака, регистр 22 частjHoro преобразователь 23 кодов и регистр 24. ,
Устройство работает следующим образом.
При появлении проката в зоне измерения на выходе одновибратора 15 появляется кратковременный сигнал, устанавливакидий счетчики 4, 5 и 7, регистры 9.1, 9.3,...,9.п, блок 17 в исходное состояние. С выходов датчиков 1-3 сигналы поступают в счетчики-4, 5, 7 заполняют их. Емкость счетчика 5 определяет длина зоны, на которой усредняется значение параметра. При переполнении счетчика 5 через схему ИЛИ 15 поступает сигнал на коммутатор 11 номера зон длины и блока 17 деления. Содержимое счетчиков 4 и 7 переписывается в блок-17 деления, где производится деление частоты параметра на время, и результат выдается на информационные входы блоков 8 ключей. При этом на выходе 2 блока 17 появляется кратковременный сигнал, поступающий на шины сброса счетчиков 4 и 7, устанавливающий сче чики в исходное состояние.
В это же время коммутатор 1I выбирает номер , открывает ключ 8.1 первой зоны, результат деления записывается в регистр 9.1 первой зоны и отображается на индикаторе 10.1..
При последующих переполнениях сче чика 5 импульсов длины открьгааютсй ключи 8.3,...,8.п. Работа схемы аналогична описанной.
При исчезновении проката из зоны измерения через инвертор 13, одновибратор 14, схему ИЛИ 15 на коммутатор 11 и блок I7 деления поступает сигнал с выхода датчика 12 наличия металла, содержимое счетчиков 4 и 7 переписывается в блок 17 деления и результат записывается в регистр 9. п последней зоны. .
Блок 1 7 работает следукяцим образом.
При поступлении сигнала на первый вход блока 17 содержимое счетчика 4 по третьему входу переписывается в сумматор 20, а содержимое счетчика 7 по второму входу переписывается в регистр 24. Затем код делителя, записанного в регистре 24, поступает в сумматор 20 и вычитается из записанного в нем кода делимого. Ё результате на сумматоре 20 получается остаток, знак которого анализируется анализатором 21 знака, посредством схемы 19 совпадения определяет цифру частного,записываемую в регистр 22, и управляет через схему 18 управления следующим этапом деления.
Если остаток положительный, то содержимое в сумматоре 20 и регистре 22 сдвигается на один разряд влево и производится следующее вычитание делителя, записанного в регистре 24 из содержимого сумматора 20. Если же остаток отрицательный, то к сдвинутому влево числу, записанному в сумматор 20, прибавляется делитель, в результате чего получается следующий остаток.
. В качестве блока 17 может быть использован элемент арифметического :расширения КС 59.02 комплекса технических средств для локальных информационно-управляющих систем на базе микросхем с повьшенной степенью интеграции и микропроцессоров (КТС ЛИУС-2).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического сбора информации о технологических параметрах проката | 1982 |
|
SU1057134A1 |
| Устройство для автоматического сбора информации о технологических параметрах проката | 1983 |
|
SU1080895A1 |
| Устройство для мажоритарного выбора сигналов | 1988 |
|
SU1619278A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1988 |
|
SU1507484A2 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1984 |
|
SU1186310A1 |
| Устройство для мажоритарного выбора сигналов | 1989 |
|
SU1656539A1 |
| Устройство для автоматическойпОгРузКи СыпучиХ гРузОВ ВдВижущиЕСя ТРАНСпОРТНыЕ СРЕдСТВА | 1978 |
|
SU806579A1 |
| Комбинированное устройство временной задержки и формирования импульсов | 1987 |
|
SU1443151A1 |
| Устройство для автоматического сбора и регистрации информации о технологических параметрах проката | 1980 |
|
SU904817A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СБОРА ИНФОРМАЦИИ О ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРАХ ПРОКАТА, содержащее датчик контроля технологических параметров, датчик импульсов времени, датчик импульсов длины проката, счетчики, ключи,коммутатор номера зон длины, регистры значений технологического параметра в зонах, индикаторы значений параметра в зонах, причем датчик импульсов длины и датчик контроля технологических параметров подсоединены каждый на вход отдельного счетчика,.,выходы блоков ключей подсоединены на входы регистров значений технологического параметра в зонах, выходы регистров подсоединены на входы отдельных индикаторов, выходы коммутатора- номера зон длины - на управляющие входы соответствующих блоков ключей, о тличающееся тем, что, с целью получения оперативной информации о технологических параметрах . проката, оно дополнительно содержит датчик наличия металла, ключ, два одновибратора, инвертор, схему ИЛИ и блок деления, причем выход датчика наличия металла подсоединен на управляющий вход ключа, вход первого одновибратора и вход инвертора, выход которого подсоединен на вход другого одновибратора, выход которого и выход счетчика импульсов длины через схему ИЛИ подсоединены на вход коммутатора номера зон длины и на управляющий вход блока деления, 3 выход счетчика импульсов времени и счетчика импульсов частотного (Л датчика контроля те хнологического , параметра подсоединены на соответG ствующие информационные входы блока деления, один из выходов которого че§ рез информационные входы блоков ключей подсоединен к регистрам значений технологического параметра в зонах длины, второй выход блока деления подсоединен на шины сброса счетчика 00 импульсов времени и счетчика имел ел пульсов частотного датчика контроля технологического параметра, выход первого одновибратора подсоединен на шину сброса счетчика импульсов длины проката и на шины сброса регистров значений технологического - параметра, а выход да -чика импульсов времени подсоединен к информационному входу ключа,выход кото рого подсоединен на вход счетчика импульсов времени.
От 7
Фиг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения распределения длины полосы по зонам отклонений толщины на прокатном стане | 1976 |
|
SU654319A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматического сбора информации о качестве полосы | 1976 |
|
SU590026A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
