12
блок формирования сигналов прохожде-- ния передним .и задним концом полосы участка от последней клети стана до конца установки термоупрочнения, два ключа, два блока усреднения, блок сравнения, задатчик отклонения скорости перемещения проката через установку термоупрочнения, релейный элемент и схему включения дополнительной секции установки термоупрочнения, причем вход блока формирования масштабных импульсов скорости перемещения проката подсоединен на вход датчика скорости перемещения проката, выходы датчиков наличия проката подсоединены на входы блока формирования сигналов прохоткдения передним и задним концом полосы участка от последней клети до конца установки термоупрочнения, первый выход блока формирования сигналов подсоединен на
1
Изобретение относится к автоматизации прокатного производства и мо- жет быть использовано при автоматическом управлении процессом термоупрочнения с прокатного нагрева на выходной стороне мелкосортного стана
Цель изобретения - повьшение точности управления процессом термоупрочнения.
Сущность способа заключа:ется в том, что для партии проката измеряют среднюю скорость прокатки и среднюю скорость перемещения концевой части
проката, от момента выхода конца полсы из стана до момента выхода ее из установки термоупрочнения, сравниваю скорость прокатки и скорости перемещения концевой части полосы через установку термоупрочнения. Если разность этих скоростей больше заданног значения, которое определяется из условия получения допустимых значени температуры проката на выходах установки термоупрочнения, то включают дополнительную секцию установки термоупрочнения. В результате дополнительного охлаждения концевой части проката, имеющей большую скорость перемещения, получают температуру
9190
управляющий вход первого ключа, второй выход блока формирования сигналов подсоединен на управляющий вход второго ключа, на информационные входы ключей подсоединен выход блока формирования масштабных импульсов скорости перемещения проката, выход первого ключа подсоединен на вход первого блока усреднения, выход второго ключа подсоединен на вход второго блока усреднения, выходы первого и второго блоков усреднения подсоединены на входы блока сравнения, выход которого подсоединен на первый вход релейного элемента, на второй вход которого подсоединен задатчик отклонения скорости перемещения проката через установку термоупрочнения, выход релейного элемента подсоединен на вход схемы включения дополнительной секции установки термоупрочнения,
конца термоупрочнения в допустимых пределах.
Управление по данному способу осуществляется следующим образом. При отклонении от заданного значения разности средней скорости прокатки для партии полос и средней скорости перемещения концевой части полосы через установку термоупрочнения для
этой же партии полос, включают дополнительную секцию установки термоупрочнения .
Таким образом, разность скоростей прохождения установки термоупрочнения
головной и концевой частью полосы
компенсируется включением дополнительной секции установки термоупрочнения, что приводит к получению.более равномерного уровня механических свойств
проката по длине полосы и в партии проката.
На фиг. 1 представлена блок-схема устройства для автоматического уп- равления процессом термоупрочнения проката на выходной стороне мелкосортного стана; на фиг. 2 - блок-схе ма блока формирования сигналов прохождения передним и задним концом полосы участка от последней клети ста31
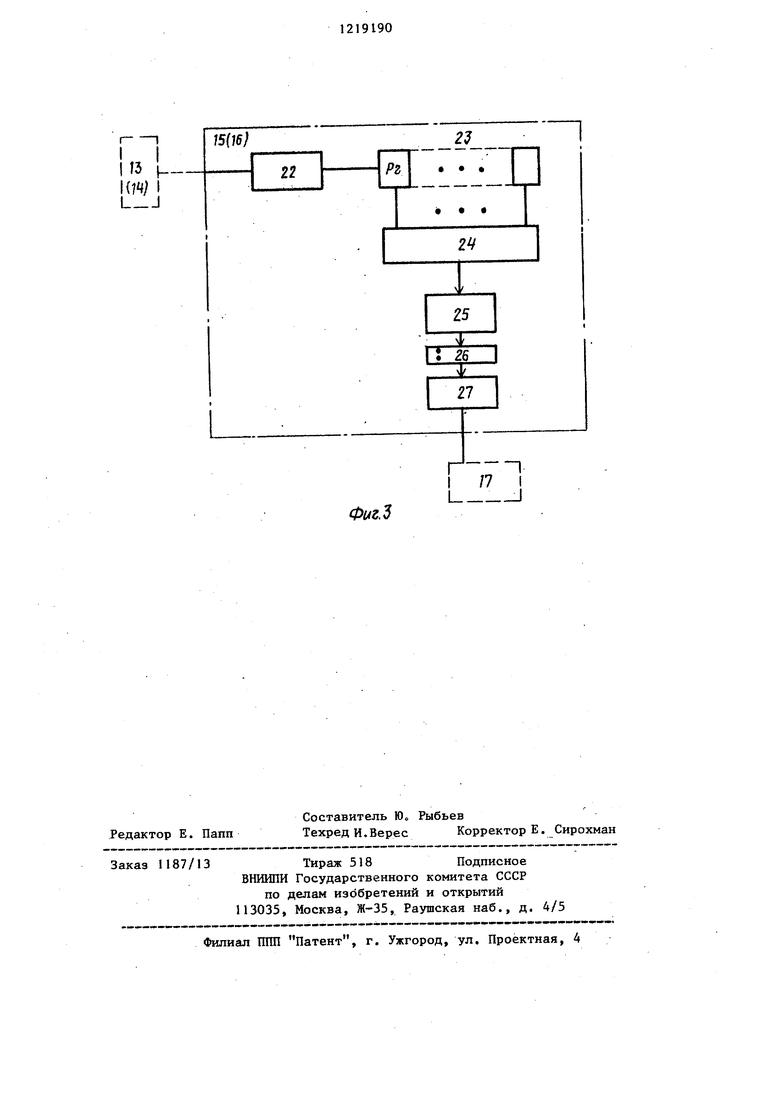
на до конца установки термоупрочнения на фиг. 3 - функциональная схема блоков усреднения.
Устройство содержит датчик 1 тем- пературы проката на входе в установку 2 термоупрочнения, датчик 3 скорости перемещения проката, датчик 4 температуры охладителя, поступающего в установку термоупрочнения, задатчик 5 требуемой температуры проката после установки термоупрочнения, вычислительный блок 6, регулятор 7 расхода охладителя блок 8 формирования масштабных импульсов скорости, датчик 9 наличия проката на выходе последней клети 10 стана, датчик 11 наличия проката на выходе установки термоупрочнения, блок 12 формирования сигналов прохождения передним и задним концом полосы участка от последней клети 10 стана до конца установки 2 термоупрочнения, ключи 13 и 14, блоки 15 и 16 усреднения, блок 17 сравнения, релейный элемент 18, задатчик 19 отклонения скорости перемещения проката через установку термоупрочнения, схему 20 включения дополнительной секции 21 установки термоупрочнения . Выходы датчика 1 температуры проката на входы в установку 2 термоупрочнения, датчика 4 температуры охладителя, поступающего на вход установки 2 термоупрочнения, и за- датчика 5 требуемой температуры проката после установки 2 термоупрочнения подсоединены на входы вычислительного блока 6. Выход вычислительного блока 6 подсоединен на вход регулятора 7 расхода охладителя. Вход блока 8 формирования масштабных импульсов скорости перемещения проката подсоединен к выходу датчика 3 скорости перемещения проката. Выходы датчиков 9 и 11 наличия проката подсоединены на входы блока 12 формирования сигналов прохождения передним и задним концом полосы участка от последней клети 10 стана (сечение контролиру-, ется датчиком 9 наличия проката) до конца установки 2 термоупрочнения (сечение контролируется датчиком 11 наличия проката).
Блок-схема блока 12 формирования сигналов прохождения передним и задним концом полосы участка от последней клети стана до конца установки термоупрочнения приведена на фиг, 2. Первый выход блока 12 форми9.190
рования сигналов подсоединен на управляющий вход ключа 13, Второй выход блока 12 формирования сигналов подсоединен на управляющий вход клю- 5 ча 14. На информационные входы ключей 13 и 14 подсоединен выход блока 8 формирования масштабных импульсов скорости перемещения проката. Выход ключа 13 подсоединен на вход блока
0 15 усреднения, а выход ключа 14 - на вход блока 16 усреднения. Выходы блоков 15 и 16 усреднения подсоединены на входы блока 17 сравнения, выход которого подсоединен на первый вход
5 релейного элемента 18. На второй
вход релейного элемента 18 подсоединен задатчик 19 отклонения скорости перемещения проката. Выход релейного элемента 18 подсоединен на вход схе0 мы 20 включения дополнительной ции 21 установки термоупрочнения.
Устройство работает следующим образом.
Сигналы с датчика 1 температуры
5 проката на входе в установку термоупрочнения, датчика 3 скорости перемещения проката, датчика 4 температуры охладителя, поступающего на вход установки термоупрочнения, и задат0 чика 5 требуемой температуры после установки термоупрочнения поступают на входы вычислительного блока 6. В вычислительном блоке 6 рассчитыва- ется требуемый расход охладителя.
Вычислительный блок 6 состоит из первого блока сравнения, один вход которого соединен с датчиком температуры проката на входе в установку, второй вход соединен с задатчиком
Q требуемой температуры, выход соединен с первым входом блока деления, второй , вход которого соединен с выходом второго блока сравнения, входы которого соединены с датчиками температуры
, охлаждающей жидкости на входе и выходе установки термоупрочнения, выход блока деления соединен с одним из входов блока умножения, второй вход которого соединен с датчиком скорости перемещения проката, а выход соё5
динен с входом регулятора расхода охладителя. Вычислительный блок реализует зависимость Q К- п
где Q - расход охладителя, Д9 - раз- 5 ность между температурой проката и заданной температурой, лТ - разность температуры охлаждающей жидкости на входе и выходе установки термоупрочнения. Реализация рассчетного значения осуществляется регулятором 7 расхода охладителя.
При появлении переднего конца про ката в зоне датчика 9 наличия проката по сигналу датчика 9 в блоке 12 формируется сигнал наличия металла, открывается ключ 13 и импульсы блока формирования масштабных импульсов скорости начинают поступать на вход блока 15 усреднения.
Блоки 15 и 16 имеют счетчик 22, блок 23 сдвигающихся регистров, сумматор 24, регистр 25 суммы, делитель 26 и регистр 27 результата.
Блок 12 содержит два триггера 28 и 29 и два инвертора 30 и 31. Сигналом датчика 9 триггер 28 устанавли- вается в 1, а триггер 29 - в О. Сигналом датчика 11 триггер 29 устанавливается в 1, а триггер 28 - в О.
Поступающие на вход блока 15 импульсы каждого раската до момента входа проката в зону датчика 11 под- считьгоаются счетчиком 22 и переписываются в регистры блока 23 и после каждого очередного замера информация сдвигается в следующий регистр. Число импульсов, записанное в блоке 23 регистров, суммируется в сумматоре 24, записывается в регистре 25 суммы и в блоке 26 делится на заданное число п, где п - число полос в партии, для которой производится усреднение скорости. Результат деления записывается в регистре 27 результата, откуда поступает на вход блока 17 сравнения. После выхода заднего .конца проката из последней клети 10 стана в момент прохождения им участка меткду датчиками 9 и 11 сигналом на выходе блока 12 открывается ключ
14 и в блоке 16 записываются импульсы блока 8 формирования масштабных импульсов.
В блоке 17 сравнения происходит вычитание сигналов, поступающих с блоков 15 и 16. Результаты вычитания представляют собой разницу средних скоростей и прохождения передним
и задним концами полосы участка между датчиками 9 и 11 наличия проката. Сигнал с выхода блока 17 поступает на вход релейного элемента 18. В случае превьш1ения значения сигнала,
поступающего с выхода блока 17 над сигналом, поступающим с задатчика 19, на выходе релейного элемента появляется сигнал, который поступает на вход схемы 20, которая включает
дополнительную секцию 21 .установки термоупрочнения.
Таким образом, при отклонении средней скорости прокатки (выходной сигнал блока 15) от средней скорости перемещения концевой части полосы через установку термоупрочнения (выходной сигнал блока 16) на величину, больще заданной задатчи- ком 19, включается дополнительная
секция 21 установки термоупрочнения. Значение сигнала задатчика 19 и расход охладителя на секции 21 устанавливается экспериментально из условия получения температуры проката
в.заданных пределах.
При этом температура проката на выходе установки термоупрочнения, несмотря на различное значение скорости перемещения его передней и концевой части через установку термоупрочнения, не выходит за допустимые пределы, что обеспечивает равномерность механических свойств как по длине полосы, так и в партии полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления ускоренным охлаждением проката | 1984 |
|
SU1178517A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1984 |
|
SU1186310A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1988 |
|
SU1507484A2 |
| Способ автоматического управления процессом термоупрочнения проката на выходной стороне прокатного стана и устройство для его осуществления | 1984 |
|
SU1224030A1 |
| Устройство автоматического регулирования температуры полосы в процессе горячей прокатки | 1986 |
|
SU1319960A1 |
| Способ управления термоупрочнением проката на выходной стороне сортового стана и устройство для его осуществления | 1985 |
|
SU1279692A1 |
| Устройство для автоматического сбора информации о технологических параметрах проката | 1982 |
|
SU1057134A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Система автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1986 |
|
SU1357100A1 |
| Устройство автоматического регулирования толщины проката | 1978 |
|
SU789174A1 |

1. Способ автоматического управления процессом термоупрочнения проката на выходной стороне мелкосортного стана, заключающийся в том, что измеряют температуру проката на входе в установку термоупрочнения, скорость его перемещения, температуру охладителя, задают требуемую для данной марки стали и сортаментй температуру конца термоупрочнения, рассчитывают;по данным параметрам расход охладителя и управляют им в зависимости от.значений температуры проката, скорости его перемещения и температуры охладителя, отличающийся тем, что, с целью повьшения точности управления процессом, для партии полос дополнительно определяют средние скорости про- катки и перемещения концевой части полосы через установку термоупроч- нения после ее выхода из последней клети стана и при отклонении средней скорости перемещения проката через установку термоупрочнения от средней скорости прокатки на величину, больше заданной, включают дополнительную секцию установки термоупрочнения. 2. Устройство для автоматического управления процессом термоупрочнения проката на выходной стороне мелкосортного стана, включающее датчик температуры проката на входе в установку термоупрочнения, датчик скорости перемещения проката, датчик температуры охладителя, поступающего на вход установки термоупрочнения, задатчик требуемой температуры про-, ката после установки термоупрочнения,, вычислительный .блок и регулятор расхода охладителя, причем выходы датчика температуры проката на входе в установку термоупрочнения, датчика скорости перемещения проката, датчика температуры охладителя, поступающего на вход установки термоупрочнения, и датчика требуемой температуры проката после установки термоупрочнения подсоединены на входы вычислительного блока, выход которого соединен с входом регулятора расхода охладителя, отличающее ся тем, что оно дополнительно содержит блок формирования масщтабных импульсов скорости перемещения проката, датчики наличия проката- на выходе из последней клети стана и «а выходе из установки термоупрочнения. (Л
Л
(
12
А
3
ГЗ
л
С)
31 9-1
/
29
I-
/ / J
.2
Редактор E. Папп
Составитель Ю Рыбьев
Техред И.Верес Корректор Е. Сирохман
1187/13
Тираж 518 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
0we.5
n П
I.J
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для регулирования процесса термоупрочнения проката | 1972 |
|
SU441057A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
