00
сх о со ю
О5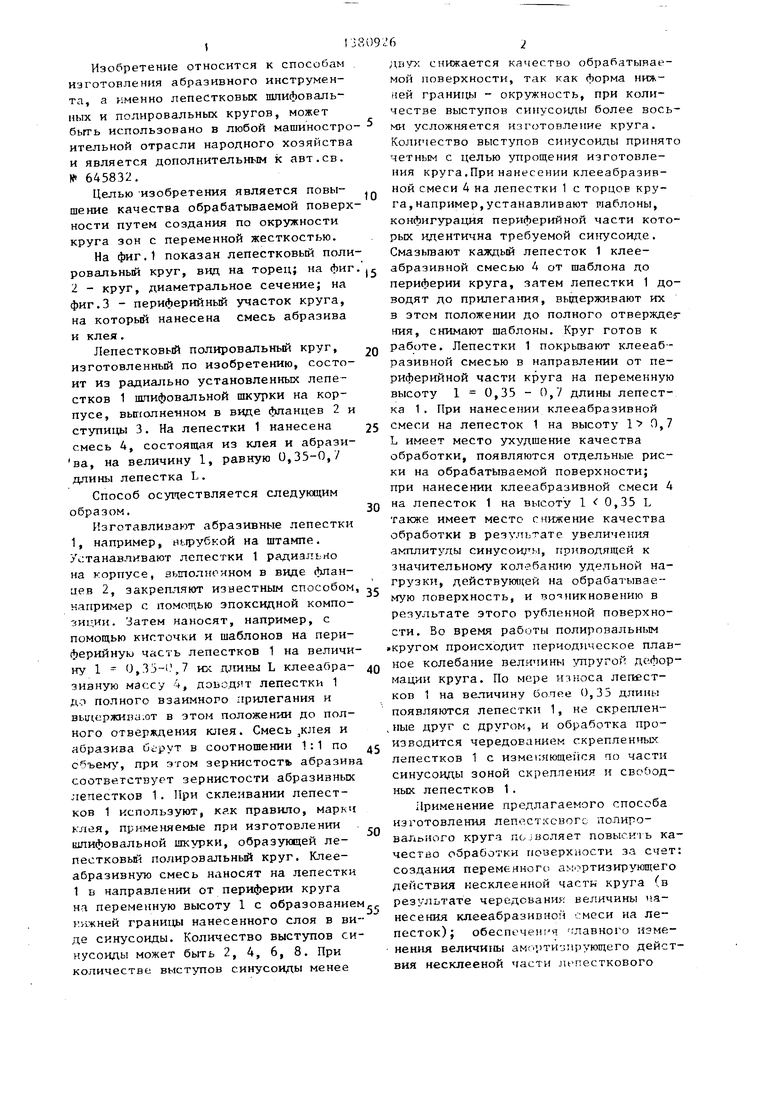
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лепесткового полировального круга | 1982 |
|
SU1060453A2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| Способ изготовления лепесткового полировального круга | 1986 |
|
SU1313681A1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| Лепестковый абразивный круг | 1984 |
|
SU1281394A1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103149C1 |
| Способ изготовления лепесткового круга | 1982 |
|
SU1033300A1 |
Изобретение относится к способам изготовления абразивного инструмента, а именно лепестковых шлифовальных и полировальных кругов, и может быть использовано в любой машиностроительной отрасли народного хозяйства. Целью изобретения является повышение качества обрабатываемой поверхности путем создания по окружности круга зон с переменной жесткостью. Для этого после установки и закрепления абразивных лепестков на ступице,на лепестки наносят клее- абразивную смесь в направлении от периферии круга,причем лепестки покрывают указанной смесью на величину, равную 0,35 - 0,7 длины лепестка, с образованием нижней границы покрытия в виде синусоиды. Затем лепестки изгибают до соприкосновения друг с другом и вьщержи- вают в таком состоянии до полного отверждения клея. Смесь клея и абразива берут в соотношении 1:1 по объему, при этом зернистость абразива соответствует зернистости абразивных лепестков. 3 ил. с (Л
N)
1
Изобретение относится к способам изготовления абразивного инструмента, а именно лепестковых шлиЛоваль- ных и полировальных кругов, может быть использовано в любой машиностро ительной отрасли народного хозяйства и является дополнительным k авт.св. № 645832.
Целью -изобретения является повышение качества обрабатываемой поверхности путем создания по окружности круга зон с переменной жесткостью.
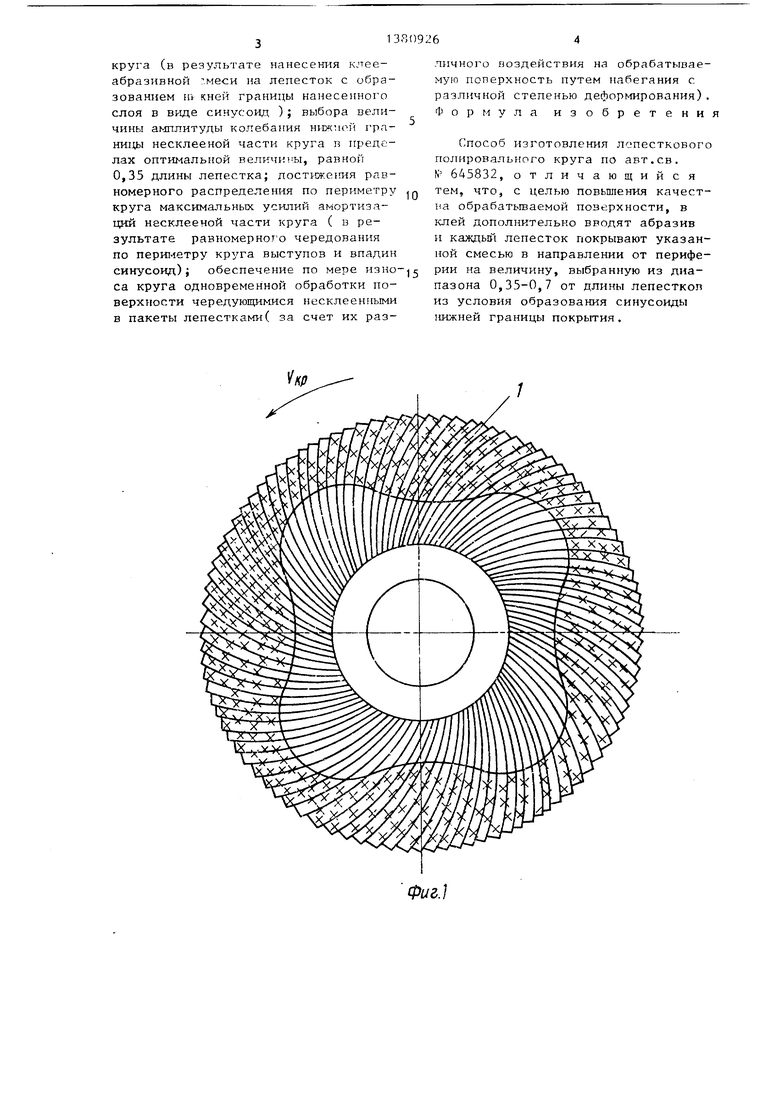
На фиг.1 показан лепестковьй полировальный круг, вид на торец; на фиг 2 - круг, диаметральное сечение; на фиг.З - периферийный участок круга, на который нанесена смесь абразива и клея.
Лепестковый полировальный круг, изготовленный по изобретению, состоит из радиально установленных лепестков 1 шлифовальной шкурки на корпусе, выполненном в виде фланцев 2 и ступицы 3. На лепестки 1 нанесена смесь 4, состоящая из клея и абрази- ва, на величину 1, равную 0,35-0,7 длины лепестка L.
Способ осугцествляется следующим образом.
Изготавливают абразивные лепестки 1, например, вырубкой на штампе. Устанавливают лепестки 1 радиально на корпусе, зыполягином в виде фланцев 2, закрепляют известным способом например с помощью зпоксидной композиции. Затем наносят, например, с помощью кисточки и шаблонов на периферийную часть лепестков 1 на величину 1 0,3j-i,,7 их длины L клееабра- зивную массу ч, доводят лепестки 1 до полного взаимного прилегания и выдерживают в этом положении до полного отверждения ютея. Смесь клея и абразива берут в соотношении 1:1 по сбъем , при этом зернистость абразив соответствует зернистости абразивных :ienecTKoB 1 . При склеивании лепестков 1 используют, как правило, марки клея, применяемые при изготовлении кшифовальной шкурки, образующей лепестковый полировальный круг. Клее- абразивную смесь наносят на лепестки 1 в направлении от периферии круга на переменную высоту 1 с образование грани1Д)1 нанесенного слоя в виде синусоиды. Количество выступов синусоиды может быть 2, 4, 6, 8. При количестве выступов синусоиды менее
5
0926J,
снижается качество обрабатываемой поверхности, так как форма нижней границы - окружность, при количестве выступов синусоиды более восьми усложняется изготовление круга. Количество выступов синусоиды принято четным с целью упрощения изготовления круга.При нанесении клееабразив- Q ной смеси 4 на лепестки 1 с торцов круга, например, устанавливают шаблоны, конфигурация периферийной части которых идентична требуемой ситгусоиде. Смазьгаают каждый лепесток 1 клее- 15 абразивной смесью 4 от шаблона до
периферии круга, затем лепестки 1 доводят до прилегания, вьрдерживают их в этом положении до полного отвержде - ния, снимают шаблоны. Круг готов к 2Q работе. Лепестки 1 покрьшают клееаб- разивной смесью в направлении от периферийной части круга на переменную высоту 1 0,35 - 0,7 длины лепестка 1р При нанесении клееабразивной 25 смеси на лепесток 1 на высоту 1 0,7 L имеет место ухудшение качества обработки, появляются отдельные риски на обрабатываемой поверхности; при нанесении клееабразивной смеси 4 3Q на лепесток 1 на высоту 1 0,35 L также имеет место снижение качества обработки в результате увеличения амплитуды синусоидты, приводящей к значительному колебанию удельной нагрузки, де.йствуюп;ей на обрабатываемую поверхность, и возникновению в результате этого рубле;нной поверхности. Во время работы полировальным «кругом происходит периодическое планид ное колебание величины упругой деформации круга. По мере износа лепестков 1 на величину более 0,35 длины появляются лепестки 1, не скреплен- ,ные друг с другом, и обработка производится чередованием скрепленных лепестков 1 с изме1;яюще11Ся по части синусоиды зоной скрепления и свободных лепестков 1.
Применение предлагаемого способа изготовления лепестхсвогс полировального круга пoJвoляeт повысить качество обработки поверхности за счет: создания переменного амортизирующего
35
45
0
действия кесклееннои частн круга 1в результате чередования величины ч.а- несения клееабразивной смеси на лепесток); обеспечеш ч главного изменения величины амо;)тизирующего действия несклееной части лепесткового
круга (в результате нанесения клее- абразнвнон :меси на лепесток с образованием Hi кней границы нанесенного слоя в виде синусоид ); выбора величины амплитуды колебания нижней I pa- несклееной части круга в пределах оптимальной величины, равной 0,35 длины лепестка; достижения равномерного распределения по периметру круга максимальных усилий амортизации несклееной части круга ( в результате равномерного чередования по круга выступов и впадин синусоид); обеспечение по мере изно са круга одновременной обработки поверхности чередующимися несклеенными в пакеты лепестками( за счет их различного воздействия на обрабатываемую поперхность путем набегания с различной степенью деформирования). Формула изобретени
Способ изготовления лс песткового полировального круга по авт.св. N 645832, отличающийся тем, что, с целью повьшшния качест- иа обрабатываемой поверхности, в клей дополнительно вводят абразив и каждьп лепесток покрывают указанной смесью в направлении от периферии на величину, выбранную из диапазона 0,35-0,7 от длины лепестков из условия образования синусоиды нижней границы покрытия.
| Способ изготовления лепесткового полировального круга | 1977 |
|
SU645832A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
