а ел
о:
Изобретение-относится к обработк металлов давлением и может быть использовано для отделочно-упрочняющей обработки резьбовых деталей, преимущественно винтов, валов с резьбовыми участками и т.п.
Известно устройство для отделочно-упрочняюцей обработки резьб поверхностным пластическим деформированием, состоящее из корпуса, основания и сборных инструментов с установленными в них инденторами ij
Недостатком этого устройства является невысокое качество обрабатываемых резьб из-за отсутствия на их поверхности регулярных микрорельефов .
Цель изобретения - повышение качества обрабатываемых резво за счет образования регулярных микрорельефов .
Указанная цель достигается тем, что устройство для отделочно-упрочняющей обработки резьб, на основании которого расположены корпус с держателями инструме1)тов, установленных с возможностью вращения, и привод, снабжено охватывающей дер)хатели инструментов пружиной кручения , с одного конца имеющей правую навивку, а с другого - левую, и соединенной с пружиной винтовой тягой с гайкой-полюсом, связанной с приводом, выполненным в виде катушки электромагнита.
При этом устройство снабжено механизмом стопорения корпуса инструмента.
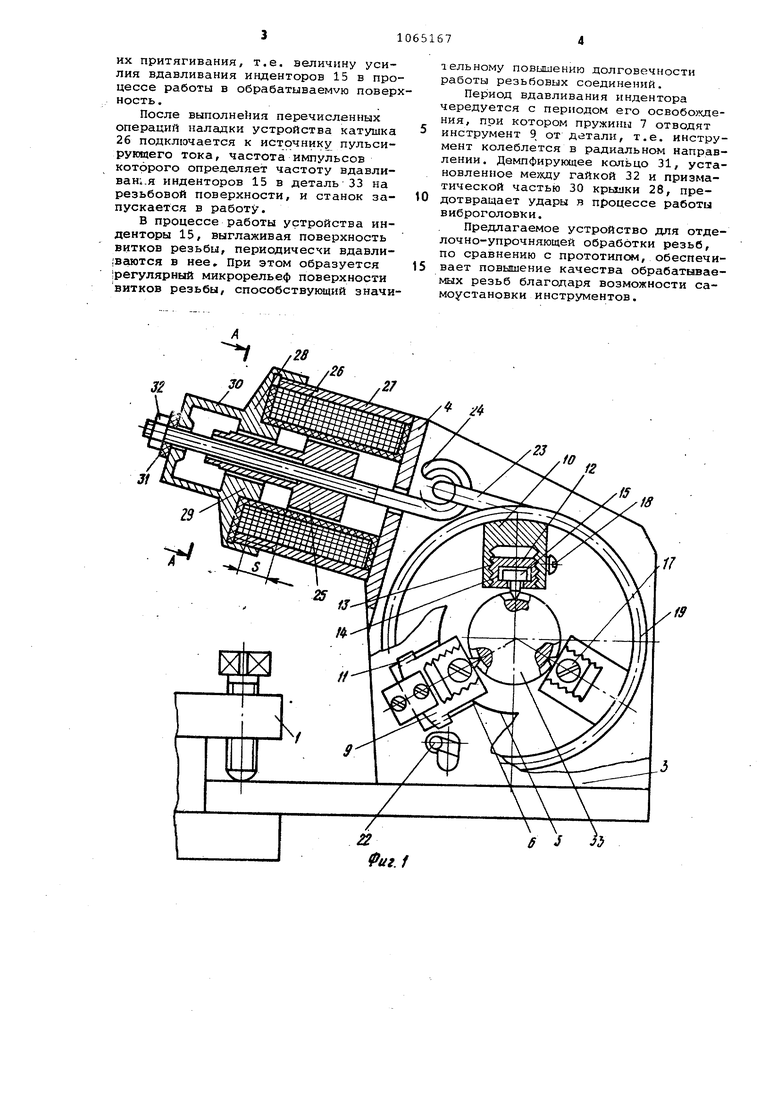
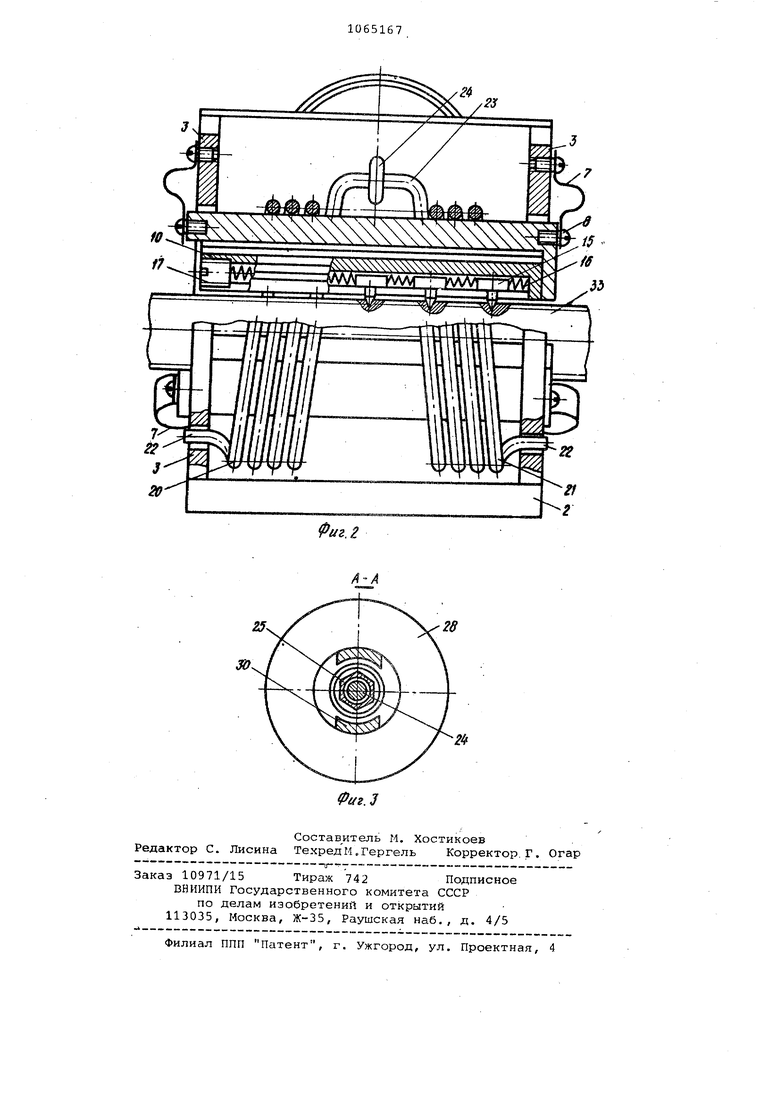
На фиг.1 показано предлагаемое устройство, вид спереди с частичным разрезом; на фиг.2 - тс же, вид сбо с частичным разрезом, на фиг.З разрез А-А на фиг.1.
Устройство, крепящееся в резцедержателе 1 токарного станка или Б другом установочном приспособлении, например, фрезерного станка, состоит из основания 2, выполненного заодно со стойками 3, жестко связанными между собой перегородкой 4. В стойке 3 выполнены цилиндрические отверстия 5 с радиальными Пазами б, в которых установлены упруго связан ные со стойками 3 при помощи плоских пружин 7, удерживаемых винтами 8, держатели инструментов 9. Последние включают в себя корпус 10, выст пы 11 для осевой фиксации в стойках 3 основания 2, а также плашки 12, снабженные наружными рифлями 13 и Т образными пазами 14 для установки в них с возможностью вращения подпржиненных инденторов 15 с располо хенными между ними упругими вставками 16, Инденторы 15 фиксируются от осевого внНадания из плашек 12 заглушками 17, а сами плашки 12 фиксируются в корпусе 10 винтами 18. С наружной CTupoHfj плашки 12 охватываются пружиной 19 кручения, имеющей витки левой 20 и правой 21 навивки, отгибы 22 которых заведены в отверстия стоек 3.
Переход от витков левой навивки 20 к виткам правой навивки 21 пружины 19 выполнен в. виде петли 23, с которой соединена резьбовая тяга
24с навинченной на нее фасонной гакой 25, являющейся полюсом электромагнита гайка-полюс, катушка 26 котрого расположена в жестко связанном
с перегор.адкой 4 корпусе 27 с крьшкой 28, внутренний выступ 29 которой является полюсом, а призматическая часть 30 наружной поверхности слунсит упором для демпфирующего колца 31 и гайки 32.
Устройство работает следующим образом.
Плашки 12 с инденторами 15, распложенными в держателях инструмента 9, при помощи рифлей 13 предварително настраиваются по диаметру обрабатываемой резьбы детали 33, после чего последняя закрепляется одним концом в патроне токарного станка (не показаны), а виброголовка - в резцедержателе суппорта токарного станка, настроенного на шаг обрабатываемой резьбы. Устройство заводится со свободного конца на деталь 33
Деталь 33 вращается, а устройствр движется поступательно, при этом инденторн 15, выполненные плавагдщими, так как между ними находятся упругие вставки 16, после соприкосновения с заходом резьбы с торца детали 33 перемещаются между витками резьбы. Таким образом, инденторы 15, имея возможность осевого перемещения в плашках 12, сами настраиваются на различные шаги обрабатываемой резьбы.
Устройство может устанавливаться на деталь 33 предварительно, т.е до закрепления ее в станок.
После установки обрабатываемой детали 33 и устройства в станке вращением гайки 32 на завинчивание перемещают резьбовую тягу 24, которая посредством петли 23 скручивает витки 20 и 21 пружины 19, в результате чего последняя уменьшается в диаметре и своими витками воздействует на держатели инструмента 9, прижимая индеиторк 15 к поверхности витков резьбы. Так осуществляют предварительное прижатие инденторов 15 к поверх-ости витков резьбы или устанавливают величину предварительного зазора между ними.
Затем перемещением гййки-полюса
25устанавливают зазор S между полюсами, определяю1: ий величину усили
их притягивания, т.е. величину усилия вдавливания инденторов 15 в процессе работы в o6pa6aTUBaeMvra поверхность.
После выполнения перечисленных операций наладки устройства катушка 26 подключается к источнику пульсирующего тока, частота импульсов которого определяет частоту вдавливан.я инденторов 15 в деталь 33 на резьбовой поверхности, и станок запускается в работу.
В процессе работы устройства инденторы 15, выглаживая поверхность витков резьбы, периодически вдавли;вс1ются в нее При этом образуется регулярный микрорельеф поверхности витков резьбы, способствующий значигельному повышению долговечности работы резьбовых соединений.
Период вдавливания индентора чередуется с периодом его освобождения, при котором пружины 7 отводят инструмент 9 от детали, т.е. инструмент колеблется в радиальном направлении. Демпфирующее кольцо 31, установленное между гайкой 32 и призматической частью 30 крьики 28, преoдотвращает удары в процессе работы виброголовки.
Предлагаемое устройство для отделочно-упрочняющей обработки резьб, по сравнению с прототипом, обеспечи5вает повышение качества обрабатываемых резьб благодаря возможности самоустановки инструментов. S J Ь
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделочно-упрочняющей обработки винтовых поверхностей | 1990 |
|
SU1750934A1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2367564C1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2314906C1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВИНТОВ С НЕБОЛЬШОЙ ВЫСОТОЙ ПРОФИЛЯ | 2008 |
|
RU2362665C1 |
| ОТДЕЛОЧНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2361714C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1993 |
|
RU2047469C1 |
1. УСТРОЙСТВО ДЛЯ ОТДЕЛОЧно:: упрочняющЕй ОБРАБОТКИ РЕЗЬБ;на основании которого расположены корпус с держателями инструментов, установленных с возможностью вращения, и , отличающееся тем, что,.с целью повышения качества обрабатываемых резьб за счет образования регулярного микрорельефа, оно снабжено охватывающей держатели инструментов пружиной кручения, с одного конца имеющей правую навивку, а с другого - левую, и соединенной с пружиной винтовой тягой с гайкой-полюсом,г:,, связанной с приводом, выполненных в виде катушки электромагнита. 2. Устройство ПОП.1, отличающееся тем, что оно снабжено механизмом стопорения корпуса инструмента. а S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для УПРОЧНЯЮЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ВИНТОВ БОЛЬШОГО ШАГА | 0 |
|
SU264180A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
