Изобретение относится к машиностроению и ремонту машин и может быть использовано для отделочно-упрочняющей обработки галтелей коленчатых валов с использованием энергии ультразвуковых колебаний.
Известен способ полирования (А.А. Зуев / Технология машиностроения / 2-е изд. - СПб.: «Лань», 2003. - с.171), при котором съем металла с обрабатываемой поверхности вала производится абразивными порошками, смешанными со смазкой и нанесенными на мягкие круги или полировальными лентами с тонким слоем абразивных зерен.
Полирование ведется при высокой скорости полировального круга или абразивной ленты (15…30 м/с).
Основные недостатки полирования.
1. Нельзя обрабатывать галтели.
2. Не упрочняет обрабатываемую поверхность.
Известен способ алмазного выглаживания поверхностей деталей (патент РФ №2067519 МКИ B24D 39/04, В21D 53/78), который относится к поверхностно-чистовой упрочняющей обработке деталей поверхностным пластическим деформированием, которое осуществляют выглаживанием алмазным индентором. Способ заключается в том, что выглаживание поверхности обрабатываемой детали производят алмазным индентором со сферическим рабочим концом, которому сообщают продольные перемещения по обрабатываемой поверхности и усилие поджима. Обрабатываемой детали в процессе ее выглаживания сообщают качательные движения огибания сферической поверхности индентора.
Недостатки
1. Способ применим для обработки лопаток газотурбинных двигателей.
2. Для использования способа необходим специальный станок.
Известен способ отделочно-упрочняющей обработки галтелей коленчатых валов, реализуемый с помощью специальной державки для выглаживания, которая имеет в своей конструкции поворотную в процессе наладки головку, оснащенную твердосплавной гладилкой. Корпус державки закрепляют в резцедержателе токарного станка. Сила нажима гладилки на поверхность галтели определяется тарированной пружиной и контролируется индикатором (Г.П. Башков / Выглаживание восстановленных деталей. / - М.: Машиностроение, 1976. - с.76, ил.). Недостатком способа является необходимость создания на неподвижной гладилке больших усилий прижима, а ее низкая износостойкость приводит к снижению качества обработки галтелей. В процессе обкатки всей поверхности галтели используется поперечная подача суппорта токарного станка, которая затрудняет точный контроль усилия прижатия гладилки.
Для повышения усталостной прочности коленчатых валов применяют обкатку галтелей роликами. Так, при обработке галтелей коленчатых валов двигателей ЯМЗ используют полуавтомат фирмы «Хегеншайдт», где одновременно обкатывают все галтели коренных и шатунных шеек за один цикл работы станка (В.А. Долецкий, В.Н. Бунтов, Ю.А. Легенкин и др. / Увеличение ресурса машин технологическими методами. / М., Машиностроение, 1978. - с.44.)
К способу накатывания галтелей роликами следует отнести следующие недостатки:
- деформация валов за пределы допуска,
- необходимо тщательное определение усилия обкатывания,
- индивидуальная конструкция ролика для каждой конструкции коленчатого вала,
- создание больших усилий на ролик в процессе обкатывания (3000…10000Н).
- создание больших усилий на ролик в процессе обкатывания (3000…10000Н).
Для обработки галтелей коленчатых валов применяют выглаживание (В.М. Торбило / Алмазное выглаживание / М., Машиностроение, 1972 г. с.73). Выглаживание выполняется «вдавливанием» индентора в обрабатываемую поверхность галтели с помощью поперечной подачи суппорта токарного станка.
Основные недостатки.
1. При этом способе необходимо применять индивидуальный индентор для каждой галтели, имеющей другой радиус.
2. При обработке галтелей с большим радиусом в процессе обработки может возникнуть дробление инструмента.
В значительной мере этих недостатков лишен способ ультразвуковой обработки (Ю.В. Холопов. / Машиностроение: ультразвук: УЗС, БУФО, ГЕО. / - Санкт-Петербург: ООО «Типография «Береста», 2008. - 328 с). Для использования этого способа применяется акустическая система, содержащая магнитострикционный преобразователь, на который подается от генератора ток с частотой 22 кГц, и концентратор ультразвука, на торце которого закрепляют головку с индентором, которому создают давление на обрабатываемую поверхность, а с помощью акустической системы - ультразвуковые колебания. Обрабатываемый вал совершает вращательное движение с линейной скоростью более 250 м/мин при подаче индентора 0,05…0,2 мм/мин. Недостатком этого способа является его ограниченные технологические возможности, так как с его помощью невозможно обрабатывать галтели коленчатых валов.
Наиболее близким аналогом к заявленному способу относится способ, описанный в патенте РФ №2201863 B24B 39/00, В24В 39/04, заключающийся в том, что на обмотку магнитострикционного преобразователя акустической системы подают напряжение, вызывают в нем колебания ультразвуковой частоты, передаваемые через концентратор на излучатель ультразвука и рабочий наконечник на обрабатываемую ультразвуковыми колебаниями поверхность. К обрабатываемой поверхности поджимают акустическую систему с установленным усилием рабочего наконечника с возможностью возвратно-поступательного перемещения вдоль ее продольной оси, а затем при вращательном движении обрабатываемого вала и при продольной подаче индентора, который совершает ультразвуковые колебания, обрабатывает поверхность вала.
Недостатками данного способа являются:
1. Давление пружины непосредственно на преобразователь акустической системы при установке усилия давления индентора на обрабатываемую поверхность снижает эффективность воздействия ультразвуковых колебаний.
2. Использование способа ограничено токарными, строгальными и фрезерными станками.
Известно устройство для ультразвуковой обработки материалов (патент РФ №2282525 B23K / 20/10 B24B 39/00 »Устройство для ультразвуковой обработки материалов»), содержащее акустическую систему, включающую излучатель ультразвука с рабочим наконечником на торце, магнитострикционный преобразователь и концентратор, систему упруго-инерционных элементов и подвижную втулку, при этом магнитострикционный преобразователь, соединенный с концентратором, систему упруго-инерционных элементов и подвижная втулка установлены в корпусе, причем система упруго-инерционных элементов выполнена с возможностью регулирования усилия прижатия излучателя ультразвука к обрабатываемой поверхности и содержит закрепленные на торце магнитострикционного преобразователя для полного внутреннего отражения энергии излучателя ультразвука, пружину, установленную вдоль продольной оси акустической системы, и фасонную накладку с изоляционным элементом, обладающим пружинными свойствами, а подвижная втулка сопряжена с акустической системой и расположена с противоположной от системы упруго-инерционных элементов со стороны магнитострикционного преобразователя. Устройство дополнительно снабжено накидной гайкой, расположенной на наружной торцевой стороне корпуса со стороны системы упруго-инерционных элементов, и расположенным на наружной стороне корпуса съемным приливом для крепления устройства к станку при работе в стационарном режиме, акустическая система дополнительно снабжена с торцевой стороны концентратора сменными резонансными волноводами, предназначенными для обеспечения необходимых колебательных смещений и напряжений и передаче их к обрабатываемой поверхности в зависимости от требований технологического процесса, на подвижной втулке размещены гидравлические манжеты, а система упруго-инерционных элементов дополнительно снабжена поршнем и сочлененным с ним, расположенным вдоль продольной оси акустической системы болтом, и обтюраторами, размещенными между корпусом и боковыми стенками поршня и предназначенными для обеспечения герметичности корпуса, при этом излучатель ультразвука закреплен на торце одного из сменных резонансных волноводов, а его рабочий наконечник выполнен сменным и имеет различную форму в зависимости от требований технологического процесса, причем пружина системы упруго-инерционных элементов выполнена сменной, а ее геометрические размеры и материал выбраны в зависимости от требований технологического процесса.
Недостатками данного устройства являются:
1. Низкая технологичность конструкции из-за необходимости разборки акустической системы для замены упруго-инерционных элементов.
2. Отсутствие возможности обработки галтелей коленчатых валов.
Наиболее близким аналогом к заявленному устройству относится «Устройство для ультразвуковой чистовой финишной обработки поверхностей» (патент РФ №2247644 В24В 39/00), содержащее корпус, акустическую систему, состоящую из магнитострикционного преобразователя, соединенного с концентратором, на торцевой части которого закреплен излучатель ультразвука, торец которого выполнен в виде рабочего наконечника, пружину, установленную вдоль продольной оси акустической системы, стопор и систему охлаждения, при этом акустическая система размещена в открытом с одного торца корпусе, образуя зазор с закрытым торцом, и жестко связана с корпусом через нулевой бурт концентратора, корпус помещен в дополнительный корпус осесимметрично с ним по скользящей посадке, пружина установлена между торцами корпусов, причем в качестве пружины использована пружина с упругими свойствами, обеспечивающими прижим рабочего наконечника к обрабатываемой поверхности, воздействие пружины на инструмент происходит только через корпус, жестко связанный только нулевым буртом концентратора, в торце внешнего корпуса выполнено отверстие, через которое проходят штуцера системы охлаждения и электрические провода, а стопор выполнен в виде штифта, помещенного в продольный паз дополнительного корпуса и установленного на поверхности внутреннего корпуса, поверхности корпусов, обращенные друг к другу, покрыты смазкой, выполняющей функцию демпфера, форма рабочего наконечника образована шаровой поверхностью.
Недостатками данного устройства являются:
1. Отсутствие возможности обработки галтелей коленчатых валов.
2. Наличие проточной системы охлаждения, что усложняет конструкцию и работу устройства.
3. Нерегулируемое возвратно-поступательное перемещение акустической системы.
Задачей, решаемой изобретением, является создание технологических возможностей отделочной обработки и упрочнения шеек и галтелей коленчатых валов с помощью энергии ультразвуковых колебаний при упрощении конструкции акустической системы.
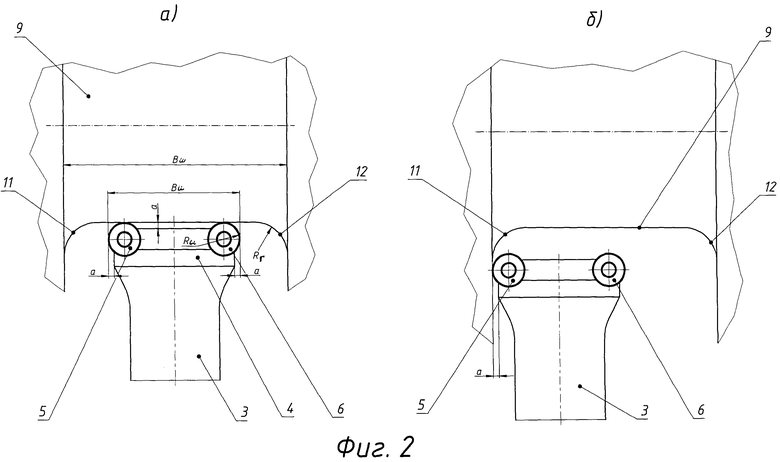
Поставленная задача решается за счет того, что осуществляют ультразвуковую обработку излучателем с рабочим наконечником, на который ультразвуковые колебания передает через резонансный волновод акустическая система, преобразующая ток от генератора с помощью магнитострикционного преобразователя в колебания ультразвуковой частоты, и сообщают рабочему наконечнику возвратно-поступательное перемещение и усилие поджима, на акустическую систему подают от генератора ток частотой 20…30 кГц, головку излучателя снабжают двумя износостойкими инденторами, обрабатываемому коленчатому валу сообщают вращательное движение с линейной скоростью 20…50 м/мин, перемещением стола станка вместе с коленчатым валом создают движение продольной подачи, а усилие поджима инденторов к обрабатываемой поверхности создают поперечной подачей шлифовальной бабки и производят ультразвуковую обработку цилиндрической поверхности шейки вала одновременно обоими инденторами при неподвижным положением головки излучателя удлиненного резонансного волновода вместе с акустической системой, при этом продольное перемещение шейки вала относительно излучателя уменьшают до величины
Хи=Вш-Ви,
где Хи - рабочий продольный ход излучателя, мм;
Вш - ширина шейки вала, мм;
Ви - ширина излучателя с двумя инденторами, мм;
Ви=(0,3…0,45)Вш,
а обработку радиусных галтелей выполняют соответствующим им одним из двух инденторов с возможностью возвратно-поступательного перемещения головки излучателя вместе с обоими инденторами вдоль продольной оси акустической системы на величину
Н=Rг-Rи,
где Rг - радиус галтели, мм;
Rи - радиус рабочей зоны сферического индентора, мм,
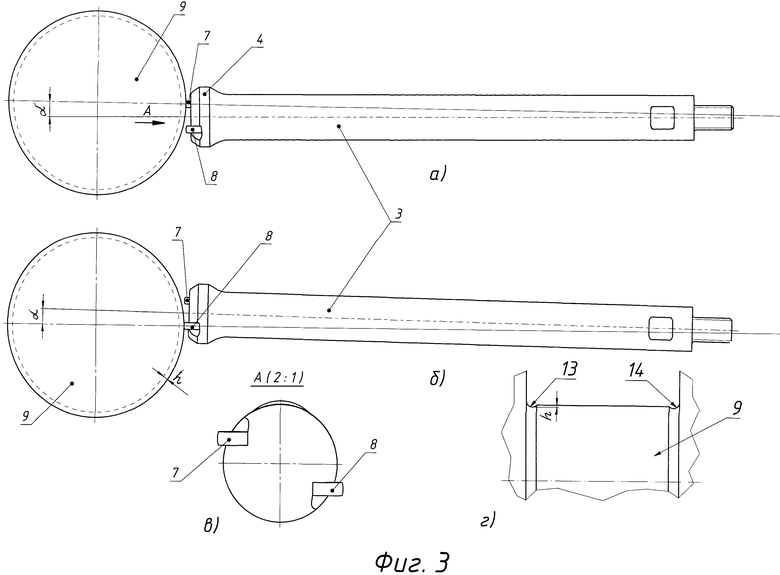
а при обработке кольцевых галтелей вводят соответствующий им один из двух инденторов в рабочее положение, изменяя вертикальное угловое положение головки излучателя вместе с акустической системой на угол ±α.
Новые существенные признаки способа
1. Ha акустическую систему подают от генератора ток частотой 20…30 кГц.
2. Головку излучателя снабжают двумя износостойкими инденторами.
3. Обрабатываемому коленчатому валу сообщают вращательное движение с линейной скоростью 20…50 м/мин.
4. Перемещением стола станка вместе с коленчатым валом создают движение продольной подачи.
5. Усилие поджима инденторов к обрабатываемой поверхности создают поперечной подачей шлифовальной бабки.
6. Ультразвуковую обработку цилиндрической поверхности шейки вала производят одновременно обоими инденторами при неподвижным положением головки излучателя удлиненного резонансного волновода вместе с акустической системой, при этом продольное перемещение шейки вала относительно излучателя уменьшают до величины Хи=Вш-Ви,
где Хи - рабочий продольный ход излучателя, мм;
Вш - ширина шейки вала, мм;
Ви - ширина излучателя с двумя инденторами, мм;
Ви=(0,3…0,45)Вш.
а обработку галтелей выполняют соответствующим ей одним из двух инденторов с возможностью возвратно-поступательного перемещения головки излучателя вместе с обоими инденторами вдоль продольной оси акустической системы на величину
Н=Rг-Rи,
где Rг - радиус галтели, мм;
Rи - радиус рабочей зоны сферического индентора.
7. Обработку радиусных галтелей выполняют соответствующим им одним из двух инденторов с возможностью возвратно-поступательного перемещения головки излучателя вместе с обоими инденторами вдоль продольной оси акустической системы на величину
Н=Rг-Rи,
где Rг - радиус галтели, мм;
Rи - радиус рабочей зоны сферического индентора.
8. При обработке кольцевых галтелей вводят соответствующий им один из двух инденторов в рабочее положение, изменяя вертикальное угловое положение головки излучателя вместе с акустической системой на угол ±α.
Поставленная задача решается за счет того, что устройство отделочно-упрочняющей обработки коленчатых валов, содержащее корпус, акустическую систему, состоящую из магнитострикционного преобразователя, соединенного с концентратором, на торцевой части которого закреплен излучатель ультразвука, торец которого выполнен в виде рабочего наконечника, пружину, установленную вдоль продольной оси акустической системы, стопор, систему охлаждения, при этом акустическая система жестко связана с корпусом через нулевой бурт концентратора, корпус помещен во внешний корпус осесимметрично с ним по скользящей посадке, пружина упирается одним концом в торец неподвижного корпуса, обеспечивающим прижим рабочего наконечника к обрабатываемой поверхности, в торце внешнего корпуса выполнено отверстие, через которое проходят электрические провода, и стопор. К акустической системе резьбовым соединением крепится удлиненный резонансный волновод длиной
L≥2Rк+Z,
где L - длина удлиненного резонансного волновода, мм;
Rк - радиус кривошипа, мм;
Z - приливы на щеках, противовесах и т.п., мм.
На головке излучателя которого установлен рабочий наконечник, выполненный в виде двух инденторов, жестко закрепленных симметрично или в одной горизонтальной плоскости, рабочие зоны которых выступают за наружные границы головки излучателя на величину не менее а=0,05 мм, или в одной вертикальной плоскости, смещенные друг относительно друга в горизонтальной плоскости, рабочие зоны которых выступают за торцовую поверхность головки излучателя на величину больше глубины кольцевой галтели h, а за наружные границы головки излучателя на величину не менее а=0,05 мм, при этом стопор выполнен в виде неподвижной резьбовой шпильки, установленной в упоре неподвижного корпуса и закрепленной к нему стопорной гайкой, при этом между двумя парами гаек, установленных на неподвижной резьбовой шпильке, расположен подвижный кронштейн, жестко связанный с дном подвижного корпуса, а в переднем торце подвижного корпуса выполнена кольцевая проточка, в которой установлено уплотнительное кольцо, поджатое упорной гайкой, жестко закрепленной на подвижном корпусе, а пружина установлена снаружи подвижного корпуса между торцом упорной гайки и торцом неподвижного корпуса, при этом к неподвижному корпусу через кронштейн крепления жестко крепится эксцентриковый механизм с рукояткой управления.
Новые существенные признаки устройства
1. К акустической системе резьбовым соединением крепится удлиненный резонансный волновод длиной L≥2Rк+Z,
где L - длина удлиненного резонансного волновода, мм;
Rк - радиус кривошипа, мм;
Z - приливы на щеках, противовесах и т.п., мм.
2. На головке излучателя жестко установлены симметрично в одной горизонтальной плоскости два индентора, рабочие зоны которых выступают за наружные границы головки излучателя на величину не менее а=0,05 мм.
3. На головке излучателя жестко установлены симметрично в одной вертикальной плоскости два индентора, смещенные друг относительно друга в горизонтальной плоскости, рабочие зоны которых выступают за торцовую поверхность головки излучателя на величину больше глубины кольцевой галтели h, а за наружные границы головки излучателя на величину не менее а=0,05 мм.
4.Стопор выполнен в виде неподвижной резьбовой шпильки, установленной в упоре неподвижного корпуса и закрепленной к нему стопорной гайкой, при этом между двумя парами гаек расположен подвижный кронштейн, жестко связанный с дном подвижного корпуса.
5. В переднем торце подвижного корпуса выполнена кольцевая проточка, в которой установлено уплотнительное кольцо, поджатое упорной гайкой, жестко закрепленной на подвижном корпусе.
6. Пружина установлена между торцом упорной гайки и торцом неподвижного корпуса снаружи подвижного корпуса.
7. К неподвижному корпусу через кронштейн крепления жестко крепится эксцентриковый механизм с рукояткой управления.
Перечисленные новые существенные признаки в совокупности с известными необходимы и достаточны для достижения технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой защиты.
Технический результат
Предлагаемые способ и устройство позволяют проводить отделочно-упрочняющую обработку шеек и галтелей коленчатых валов различной конструкции за один технологический переход без переналадки, что существенно упрощает и повышает качество обработки и производительность процесса. Расширение диапазона ультразвуковых колебаний позволяет упростить настройку акустической системы на резонанс инденторов. Выбранный диапазон линейных скоростей 20-50 м/мин позволяет использовать ультразвуковую обработку шеек коленчатого вала на серийном специализированном шлифовальном станке сразу после шлифования шеек без переналадки станка, для чего необходимо подвести резонансную головку акустической системы к соответствующей шейке коленчатого вала и поджать к ней инденторы. Использование на головке излучателя двух инденторов позволяет отделочно-упрочняющую обработку шейки и ее галтелей выполнять за один технологический переход и предотвратить при этом западание инвентора в отверстие масляного канала, что исключает поломку акустической системы.
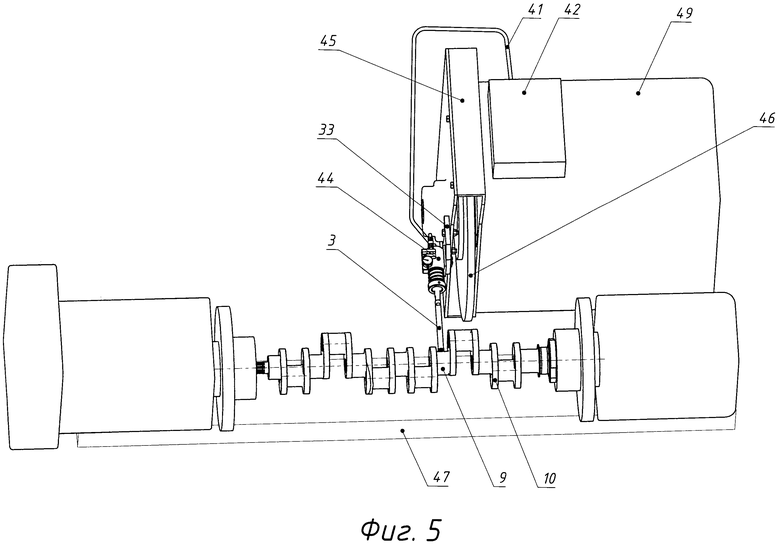
Удлиненный резонансный волновод L позволяет подводить ультразвуковые колебания на головку излучателя и ее инденторы к обрабатываемым шатунным шейкам коленчатого вала на шлифовальном станке, когда вращение вала производится относительно оси шатунных шеек в центросместителях станка, при этом коренные шейки описывают окружность, равную двум радиусам кривошипа RK и толщине приливов на щеках и противовесах Z. В этом случае подвижный корпус акустической благоприятные сжимающие напряжения, что приведет к повышению износостойкости и усталостной прочности обработанного коленчатого вала.
Изобретение поясняется чертежами, на которых схематично показаны предлагаемые способ и устройство.
Фиг.1. Схема устройства акустической системы.
Фиг.2. Схема ультразвуковой обработки цилиндрической (а) поверхности и радиусных галтелей (б) шейки коленчатого вала.
Фиг.3. Схема ультразвуковой обработки кольцевых галтелей на шейке коленчатого вала угловым поворотом акустической системы вместе с удлиненным резонансным волноводом и головкой излучателя с инденторами:
а) обработка левой кольцевой галтели;
б) обработка правой кольцевой галтели;
г) кольцевые галтели на шейке вала.
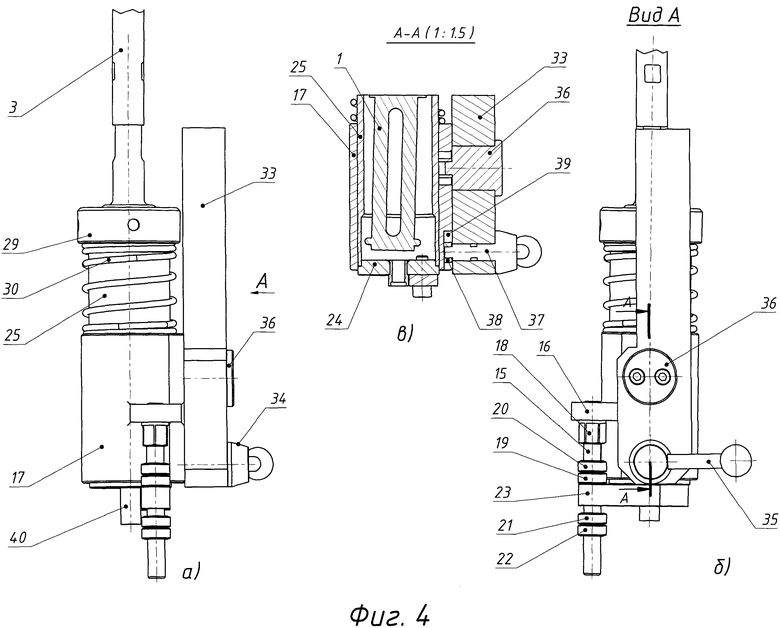
Фиг.4. Схема эксцентрикового механизма:
а) вид сверху;
б) вид по стрелке А;
в) сечение А-А.
Фиг.5. Схема ультразвуковой обработки коленчатого вала на шлифовальном станке.
Устройство для отделочно-упрочняющей обработки коленчатых валов, содержащее акустическую систему, состоящую из магнитострикционного преобразователя 1, соединенного с концентратором и основным волноводом 2, на торцевой части которого закреплен резьбовым соединением удлиненный резонансный волновод 3 длиной
L≥2Rк+Z,
где L - длина удлиненного резонансного волновода, мм;
Rк - радиус кривошипа, мм;
Z - приливы на щеках, противовесах и т.п., мм,
и головка излучателя ультразвука 4, которая может быть как съемной, так и выполненной за одно целое с удлиненным резонансным волноводом 3. На головке излучателя 4 в зависимости от технических требований могут быть установлены два варианта расположения инденторов 5, 6 или 7, 8. Один вариант расположения инденторов 5 и 6 используется для обработки шейки 9 коленчатого вала 10 и ее радиусных галтелей 11 и 12 и представляет собой установленные жестко на головке излучателя 4 симметрично в одной горизонтальной плоскости два индентора 5 и 6, рабочие зоны которых выступают за наружные границы головки излучателя 4 на величину не менее а=0,05 мм. Второй вариант расположения инденторов 7 и 8, который позволяет обрабатывать шейку 9 коленчатого вала 10 и ее кольцевых галтелей 13 и 14 и которые расположены симметрично в одной вертикальной плоскости, смещенные друг относительно друга в горизонтальной плоскости и рабочие зоны которых выступают за торцовую поверхность головки излучателя 4 на величину больше глубины h кольцевой галтели 13 или 14, а за наружные границы головки излучателя 4 - на величину не менее а=0,05 мм (аналогично предыдущему варианту, Фиг.2). Стопор выполнен в виде неподвижной резьбовой шпильки 15, установленной в упоре 16 неподвижного корпуса 17, и закрепленной к нему стопорной гайкой 18. Между двумя парами гаек 19, 20 и 21, 22, установленных на неподвижной резьбовой шпильке 15, расположен подвижный кронштейн 23, жестко связанный с дном 24 подвижного корпуса 25. Между гайкой 21 и задней стенкой подвижного кронштейна 23 установлен зазор S, равный свободному ходу магнитострикционного преобразователя 1 совместно с удлиненным резонансным волноводом 3. В переднем торце 26 подвижного корпуса 25 выполнена кольцевая проточка 27, в которой установлено уплотнительное кольцо 28, поджатое упорной неподвижной резьбовой шпильки 15, установленной в упоре 16 неподвижного корпуса 17 и закрепленной к нему стопорной гайкой 18. Между двумя парами гаек 19, 20 и 21, 22, установленных на неподвижной резьбовой шпильке 15, расположен подвижный кронштейн 23, жестко связанный с дном 24 подвижного корпуса 25. Между гайкой 21 и задней стенкой подвижного кронштейна 23 установлен зазор S, равный свободному ходу магнитострикционного преобразователя 1 совместно с удлиненным резонансным волноводом 3. В переднем торце 26 подвижного корпуса 25 выполнена кольцевая проточка 27, в которой установлено уплотнительное кольцо 28, поджатое упорной гайкой 29, жестко закрепленной на наружной поверхности подвижного корпуса 25. Пружина 30 установлена между торцом 31 упорной гайки 29 и торцом 32 неподвижного корпуса 17 снаружи подвижного корпуса 25. К неподвижному корпусу 17 через кронштейн крепления 33 жестко крепится эксцентриковый механизм 34 с рукояткой управления 35. Эксцентриковый механизм 34 содержит ось 36, эксцентрик 37 и сухарик 38, расположенный в пазу 39 неподвижного корпуса 17. В дне 24 подвижного корпуса 25 установлен штуцер 40 для подвода электрических проводов 41 от генератора 42 к магнитострикционному преобразователю 1. Глухое дно 24 подвижного корпуса 25, герметизированный штуцер 40 и уплотнительное кольцо 28, прижатое упорной гайкой 29, создают внутреннюю замкнутую полость 43, заполненную, например, трансформаторным маслом. Акустическая система 44 через неподвижный корпус 17 и кронштейн крепления 33 жестко закреплена на кожухе 45 абразивного круга 46 шлифовального станка 47, а ее удлиненный резонансный волновод 3 через головку излучателя 4 и инденторы 5, 6 или 7, 8 прижат к шейке 9 коленчатого вала 10, закрепленного на шлифовальном станке 47. Подвижный корпус 25 жестко связан с акустической системой 44 через нулевой бурт 48 концентратора 2.
Предлагаемое устройство работает следующим образом. На шлифовальном станке 47 устанавливают коленчатый вал 10 и производят шлифование шейки 9 при вращении коленчатого вала 10, поперечной подаче абразивного круга 46 вместе со шлифовальной бабкой 49 и продольной подаче стола шлифовального станка 47 вместе с коленчатым валом 10. В процесс шлифования обеспечивают необходимую по техническим требованиям геометрическую форму шейке 9 и припуск на ультразвуковую обработку до 0,01 мм. Для осуществления ультразвуковой обработки шейки 9 и галтелей 11, 12 или 13, 14 коленчатого вала 10 инденторы 5,6 или 7,8 головки излучателя 4 прижимают к обрабатываемой поверхности шейки 9. Усилие прижима обеспечивается пружиной 30 с помощью неподвижной резьбовой шпильки 15 и гаек 19, 20 и 21, 22. Так как подвижный корпус 25 жестко связан с акустической системой 44 через нулевой бурт 48 концентратора 2, прижимное усилие передается на инденторы головки излучателя 4. Перед обработкой коленчатого вала 10 необходимо настроить предварительное усилие на пружине 30 с использованием гаек 19 и 20 на неподвижной резьбовой шпильке 15, которая жестко связана стопорной гайкой 18 с упором 16 неподвижного корпуса 17. С этой целью вращением гайки 20 через подвижный кронштейн 23 производят осевое перемещение подвижного корпуса 25 со сжатием пружины 30, которая одним концом упирается в торец 31 упорной гайки 29, жестко связанной с подвижным корпусом 25, а другим концом - в торец 32 неподвижного корпуса 17. Гайки 21 и 22 позволяют установить свободный ход S=S1+S2 акустической системе 44. Для обработки цилиндрической поверхности шейки вала 9 любым из двух удлиненных резонансных волноводов 3 зазор между гайкой 21 и подвижным кронштейном 23 устанавливается равным S1. Для создания рабочего усилия при ультразвуковой обработке акустической системе 44, жестко закрепленной на кожухе 45 абразивного круга 46, после контакта инденторов с обрабатываемой поверхностью шейки 9 сообщают нормальное к оси коленчатого вала перемещение на величину S1 путем поперечного перемещения шлифовальной бабки 49. Для обработке радиусных галтелей 11 или 12 указанный выше зазор S1 необходимо увеличить на S2 при помощи гаек 21 и 22 для создания возможности продольного возвратно-поступательного перемещения акустической системы 44 с инденторами 5 и 6 на величину Rг-Rи. При обработке кольцевых галтелей 13 или 14 настройка величины свободного хода S2 производится установкой от цилиндрической поверхности шейки 9, который должен быть больше глубины h кольцевой галтели 13 или 14. Вертикальным угловым перемещением на угол ± акустической системы 44 с помощью эксцентрикового механизма 34, установленного на кронштейне крепления 33 посредством оси 36 и эксцентрика 37 при скольжении сухарика 38 в пазу 39 неподвижного корпуса 17 рукояткой управления 35 последовательно совмещают рабочую поверхность одного из двух инденторов 7 или 8 с соответствующей кольцевой галтелью 13 или 14 на шейке 9 коленчатого вала 10. После необходимой настройки акустической системы 44 коленчатому валу 10 сообщают вращательное движение с линейной скоростью 20…50 м/мин. На обмотку магнитострикционного преобразователя 1 от генератора 42 посредством электропроводки 41 подают ток ультразвуковой частоты 20…30 кГц. Преобразованные ультразвуковые колебания в механические через концентратор 2, удлиненный резонансный волновод 3 передают на головку излучателя 4 и далее на инденторы 5, 6 или 7, 8. Для обеспечения непрерывного процесса ультразвуковой обработки шейки 9 на шлифовальном станке 47 коленчатому валу 10 дополнительно придают движение продольной подачи на расстояние, равное Вш-Ви, при этом будут обработаны вся цилиндрическая поверхность шейки 9 и обе галтели 11, 12 или 13, 14. Акустическая система 44, жестко закрепленная на кожухе 45 абразивного круга 46, в движении продольной подачи не участвует, однако при обработке галтелей она совершает возвратно-поступательное движение нормально к обрабатываемой шейке 9.
Изобретение относится к отделочно-упрочняющей обработке коленчатых валов на шлифовальных станках. Осуществляют ультразвуковую обработку шеек и галтелей коленчатых валов излучателем с головкой и рабочим наконечником. Излучателю с сообщают возвратно-поступательное перемещение и усилие поджима к обрабатываемой поверхности. Передачу ультразвуковых колебаний на излучатель осуществляют через резонансный волновод с помощью акустической системы. Используют рабочий наконечник излучателя, содержащий два сферических индентора, расположенных симметрично в одной
горизонтальной плоскости. Коленчатому валу сообщают вращательное движение и движение продольной подачи путем перемещения посредством стола шлифовального станка. Ультразвуковую обработку цилиндрической поверхности шейки вала осуществляют одновременно обоими упомянутыми инденторами при неподвижном положении головки излучателя и акустической системы. Ультразвуковую обработку радиусной галтели выполняют одним из двух сферических инденторов с возможностью возвратно-поступательного перемещения головки излучателя вместе с обоими инденторами вдоль продольной оси акустической системы. В результате расширяются технологические возможности. 4 н.п. ф-лы., 5 ил. 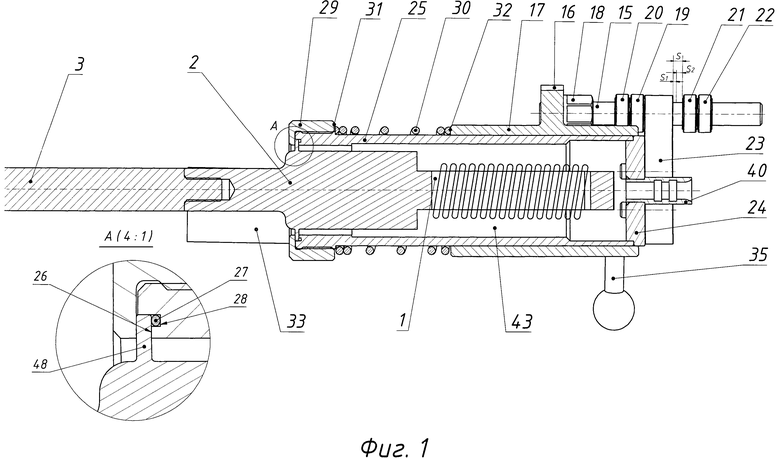
1. Способ отделочно-упрочняющей обработки коленчатых валов на шлифовальных станках, включающий ультразвуковую обработку шеек и галтелей коленчатых валов излучателем с головкой и рабочим наконечником, причем излучателю с головкой и рабочим наконечником сообщают возвратно-поступательное перемещение и усилие поджима к обрабатываемой поверхности, а передачу ультразвуковых колебаний на излучатель осуществляют через удлиненный резонансный волновод с помощью акустической системы, преобразующей электрический ток от генератора с помощью магнитострикционного преобразователя в колебания ультразвуковой частоты, отличающийся тем, что электрический ток от генератора на акустическую систему подают с частотой 20…30 кГц, при этом используют рабочий наконечник излучателя, содержащий два сферических индентора, расположенных симметрично в одной горизонтальной плоскости, обрабатываемому коленчатому валу сообщают вращательное движение с линейной скоростью 20…50 м/мин и движение продольной подачи путем перемещения посредством стола шлифовального станка, а усилие поджима рабочего наконечника излучателя к обрабатываемой поверхности создают с помощью поперечной подачи шлифовальной бабки, при этом ультразвуковую обработку цилиндрической поверхности шейки вала осуществляют одновременно обоими упомянутыми инденторами при неподвижном положении головки излучателя и акустической системы, а коленчатому валу дополнительно придают движение продольной подачи, равное Bш-Bи, где Bш - ширина шейки вала, мм, Bи - ширина головки излучателя с двумя инденторами, мм, и Bи=(0,3…0,45)Bш, при этом ультразвуковую обработку радиусной галтели выполняют одним из двух сферических инденторов с возможностью возвратно-поступательного перемещения головки излучателя вместе с обоими инденторами вдоль продольной оси акустической системы на величину Н=Rг-Rи, где Rг - радиус галтели, мм, Rи - радиус рабочей зоны сферического индентора, мм.
2. Способ отделочно-упрочняющей обработки коленчатых валов на шлифовальных станках, включающий ультразвуковую обработку шеек и галтелей коленчатых валов излучателем с головкой и рабочим наконечником, причем излучателю с головкой и рабочим наконечником сообщают возвратно-поступательное перемещение и усилие поджима к обрабатываемой поверхности, а передачу ультразвуковых колебаний на излучатель осуществляют через удлиненный резонансный волновод с помощью акустической системы, преобразующей электрический ток от генератора с помощью магнитострикционного преобразователя в колебания ультразвуковой частоты, отличающийся тем, что электрический ток от генератора на акустическую систему подают с частотой 20…30 кГц, при этом используют рабочий наконечник, содержащий два сферических индентора, обрабатываемому коленчатому валу сообщают вращательное движение с линейной скоростью 20…50 м/мин и движение продольной подачи путем перемещения посредством стола шлифовального станка, а усилие поджима рабочего наконечника излучателя к обрабатываемой поверхности создают с помощью поперечной подачи шлифовальной бабки, при этом ультразвуковую обработку цилиндрической поверхности шейки осуществляют рабочим наконечником, содержащим два сферических индентора, расположенных симметрично в одной горизонтальной плоскости, при неподвижном положении головки излучателя и акустической системы, а коленчатому валу дополнительно придают движение продольной подачи, равное Bш-Bи, где Bш - ширина шейки вала, мм, Bи - ширина головки излучателя с двумя инденторами, мм, и Bи=(0,3…0,45)Bш, при этом при ультразвуковой обработке кольцевой галтели используют рабочий наконечник, содержащий два сферических индентора, расположенных симметрично в одной вертикальной плоскости, которую выполняют одним из двух инденторов, изменяя вертикальное угловое положение головки излучателя и акустической системы.
3. Устройство для отделочно-упрочняющей обработки коленчатых валов на шлифовальных станках, содержащее подвижный корпус, внешний корпус с упором, акустическую систему, состоящую из магнитострикционного преобразователя, соединенного с концентратором, пружину, установленную вдоль продольной оси акустической системы, стопор и систему охлаждения, отличающееся тем, что акустическая система жестко связана с корпусом через нулевой бурт концентратора, подвижный корпус расположен во внешнем корпусе осесимметрично к нему по скользящей посадке, пружина уперта одним концом в торец внешнего корпуса, причем в торце внешнего корпуса выполнено отверстие, через которое проходят электрические провода и стопор, при этом на акустической системе посредством резьбового соединения закреплен удлиненный резонансный волновод, на головке излучателя которого установлен рабочий наконечник, выполненный в виде двух жестко закрепленных сферических инденторов, расположенных симметрично в одной горизонтальной плоскости, причем рабочие зоны сферических инденторов выступают за наружные границы головки излучателя на величину не менее чем на 0,05 мм, стопор выполнен в виде неподвижной резьбовой шпильки, установленной в упоре внешнего корпуса и закрепленной в нем с помощью стопорной гайки, при этом на неподвижной резьбовой шпильке установлены две пары гаек, между которыми расположен подвижный кронштейн, жестко связанный с дном подвижного корпуса, в переднем торце которого выполнена кольцевая проточка, в которой установлено уплотнительное кольцо, поджатое упорной гайкой, жестко закрепленной на подвижном корпусе, причем пружина установлена снаружи подвижного корпуса между торцом упорной гайки и торцом внешнего корпуса, а на внешнем корпусе посредством кронштейна крепления жестко закреплен эксцентриковый механизм с рукояткой управления.
4. Устройство для отделочно-упрочняющей обработки коленчатых валов на шлифовальных станках, содержащее подвижный корпус, внешний корпус с упором, акустическую систему, состоящую из магнитострикционного преобразователя, соединенного с концентратором, пружину, установленную вдоль продольной оси акустической системы, стопор и систему охлаждения, отличающееся тем, что акустическая система жестко связана с корпусом через нулевой бурт концентратора, подвижный корпус расположен во внешнем корпусе осесимметрично к нему по скользящей посадке, пружина уперта одним концом в торец внешнего корпуса, причем в торце внешнего корпуса выполнено отверстие, через которое проходят электрические провода и стопор, при этом на акустической системе посредством резьбового соединения закреплен удлиненный резонансный волновод, на головке излучателя которого установлен рабочий наконечник, выполненный в виде двух жестко закрепленных сферических инденторов, расположенных симметрично в одной вертикальной плоскости, причем рабочие зоны сферических инденторов выступают за торцовую поверхность головки излучателя на величину больше глубины кольцевой галтели и за границы головки излучателя не менее чем на 0,05 мм, стопор выполнен в виде неподвижной резьбовой шпильки, установленной в упоре внешнего корпуса и закрепленной в нем с помощью стопорной гайки, при этом на неподвижной резьбовой шпильке установлены две пары гаек, между которыми расположен подвижный кронштейн, жестко связанный с дном подвижного корпуса, в переднем торце которого выполнена кольцевая проточка, в которой установлено уплотнительное кольцо, поджатое упорной гайкой, жестко закрепленной на подвижном корпусе, причем пружина установлена снаружи подвижного корпуса между торцом упорной гайки и торцом внешнего корпуса, а на внешнем корпусе посредством кронштейна крепления жестко закреплен эксцентриковый механизм с рукояткой управления.

