OD
ел
со
Изобретение относится к технологическому оборудованию для изготовления электрических машин и аппаратов, в частности к устройствам для намотки и укладки электрических катушек в пазы магнитопроводов, и может быть использовано в электромашиностроении.
Известен станок для намотки и укладки катушек в пазы магнитопрово4ов статоров электрическ.ой машины, содержащий намоточное устройство, включс1ющее поводо с направляющими роликами, механизмы для крепления шаблбнов, установленные на планшайбе, механизм для переброса провода с одной ступени шаблона на другую с приводом его возвратно-поступательного перемещения вдоль оси шаблона, механизм изготовления клиньев механизм всыпки катушечных групп в пазы статора и механизм отрезки и защемления провода tl
Однако данный станок обладает низкой производительностью в связи с тем, что HciMOTKa каждого шаблона и их перенос с катушками на позицию пересыпки происходят последовательно. Кроме того, перед осуществлением скачка намоточного устройства для перехода с одной ступени шаблона на другую необходимо снижение скорости его вращения.
Известен также станок для намотки и втягивания катушек, содержащий насадку для намотки и переброса провода с одной ступени шаблона на другую, включающую поводки, каждый из которых выполнен в виде стакана с направляющими элементами, один из которых выполнен в виде фильеры и установлен на верхнем торце стакана привод ее возвратно-поступательного перемещения вдоль оси шаблона и механизм для крепления шаблонов.
Многошпиндельцая насадка намоточной головки снабжена плитой, жестко связанной в осевом направлении с поводками и центральным шпинделем, установленным с возможностью осевого перемещения относительно корпуса многошпиндельной насадки 2} .
Недостатком известного станка является низкая производительность вследствие замедления вращения намоточного устройства, обладающего большой инерционностью в момент перброса провода ступени на другую. Кроме того, намоточное устройство имеет сложную конструкцию.
Цель изобретения - повышение производительности и упрощение конструкции станка.
Поставленная цель достигается тем, что в станке для намотки и укладки катушек в пазы статора электрических машин, содержащем устройство для намотки и переброса провода с одной ступени шаблонов на другую, включающее поводки, каждый из которых выполнен в. виде стакана с направляющими элементами, один из которых установлен на верхнем торце стакана, привод его возвратно-поступательного перемещения вдоль оси шаблона и механизм для крепления шаблонов, устройство для намотки и переброса провода с одной ступени шаблонов на другую снабжен флажками каждый из которых установлен у торца стакана со стороны входа шаблона а каждый направляющий элемент, установленный на верхнем торце стакана, выполнен в виде двух роликов, ось одного из которых параллельна оси стакана,а ось второго перпендикулярна к ней.
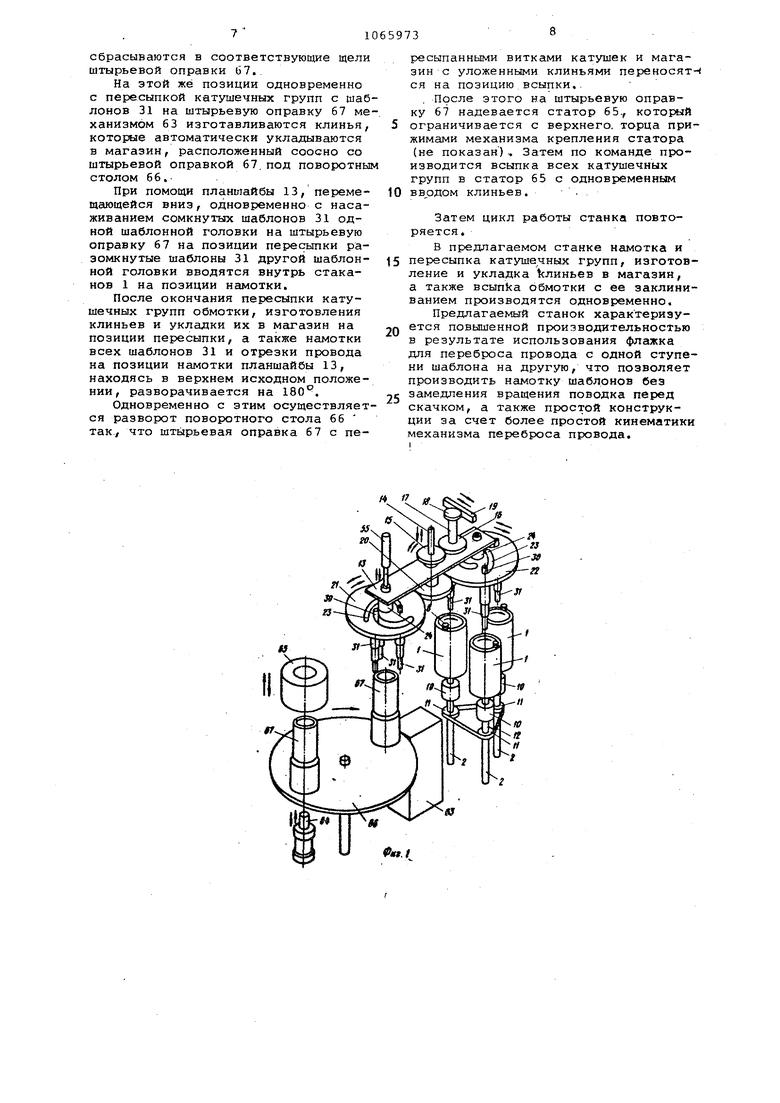
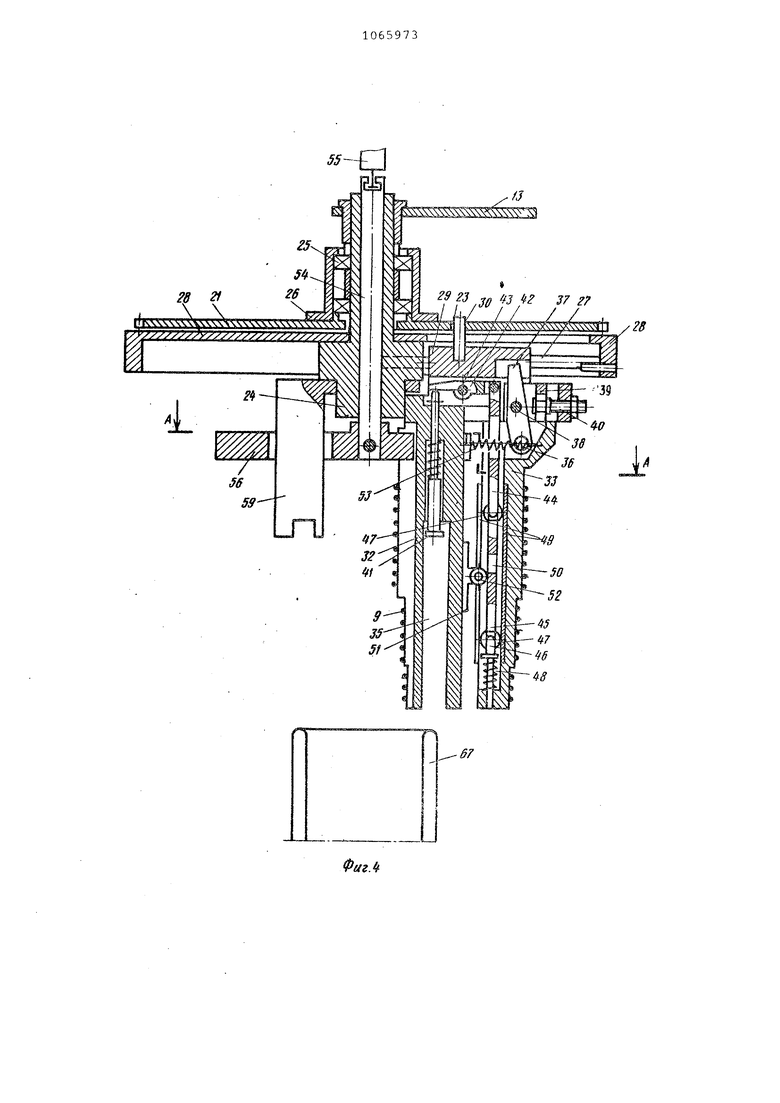
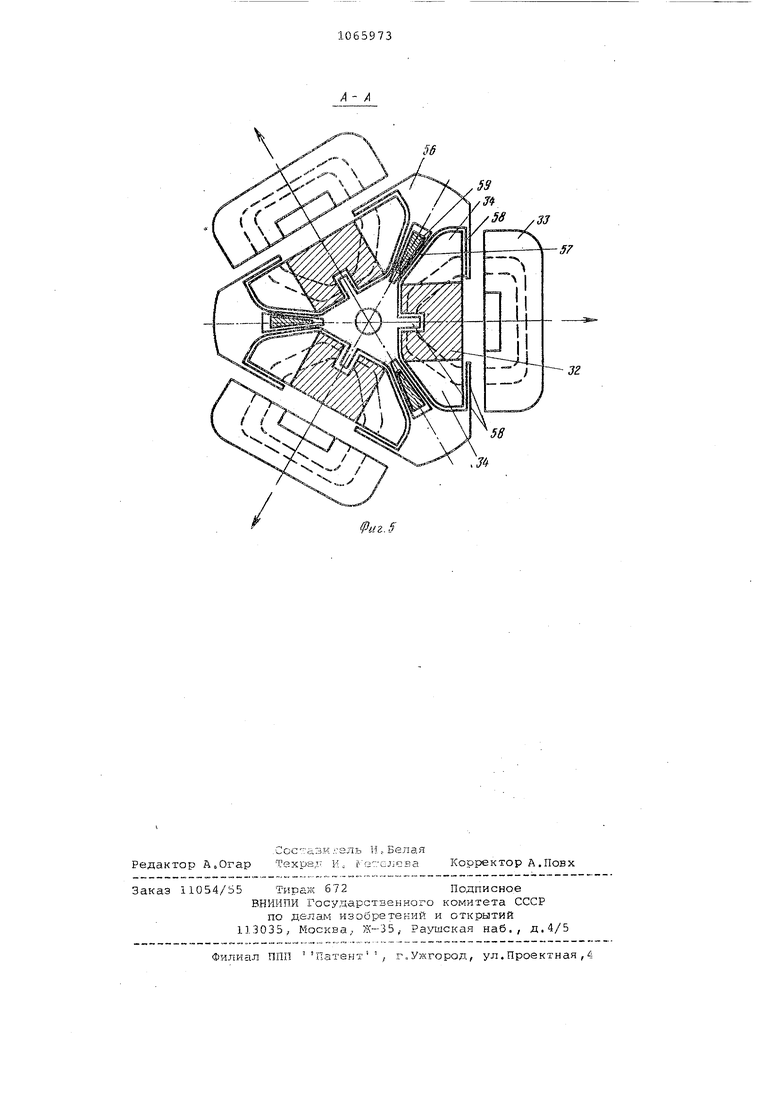
На фиг. 1 показана кинематическая схема предлагаемого станка; на фиг. 2 - намоточное устройство с шаблоном; на фиг. 3 - то же, в плане; на фиг. 4 - механизм крепления шаблонов, продольный разрез; на фиг. 5 - разрез А-А на фиг. 4.
Станок для намотки и укладки катушек в пазы статора электрических машин содержит устройство для намотки и переброса провода с одной ступени шаблонов на другую, механизм для крапления шаблонов, механизмы отрезки и защемления провода (не показаны), механизм изготовления клиньев, механизм всыпки катушечных групп в пазы статора и поворотный стол.
Станок для намотки и укладки катушек в пазы статора электрических машин включает также станину (не показана) с закрепленными на ней механизмами отрезки и защемления провода.
Устройство для намотки и переброса провода с одной ступени шаблонов на другую содержит поводки, каждый из которых выполнен в виде стакана 1, насаженного на шпиндель 2. Внутри стакана закреплен ролик 3.
Число поводков намоточного устройства соответствует числу кату- шечных групп в одном ярусе обмотки статора.
На внутренней торцовой и цилиндрической поверхностях стакана 1 закреплены соответственно кронштейны 4 и 5, на которых установлены ролики б и 7 с минимальным зазором между последними и внутренней цилиндрической поверхностью стакана 1. Ось ролика 7 перпендикулярна оси стакана 1. На верхней торцовой поверхности стакана 1 установлен ролик 8, ос которого параллельна оси стакана. Ролики 3,6,7 и 8 предназначены для направления и подачи провода 9 от размотчиков провода {не показаны) на стакан 1 и последующего его защемления . Каждый шпиндель 2 расположен в направляющих 10 и снабжен зубчат лм шкивом 11, связанным с другими шкивами 11 стаканов 1 с помощью зубчатого ремня 12, Над устройством для намотки и переброса провода размещен механизм для крепления шаблонов, содержащий планшайбу 13, имеющую возможность разворота на 180 и обратно относительно центрального вала 14, жестко связанного с кареткой (не показана) имеющей возможность вертикального возвратно-поступательного перемещения вместе с планшайбой 13 в направ ляющих (не показаны), а также две шаблонные головки. На вал 14 насажена с возможность разворота на 180 и обратно шестерня 15, жестко связанная с планшайбой 13 и находящаяся в зацеплении с шестерней 16, жестко закрепленной на валу 17, На валу 17 также жестко закреплена шестерня 18, находящаяся в зацеплении с рейкой 19, связанной со штоком привода, например гидроцилиндра, На валу 14 жестко установлено зубчатое колесо 20, находящееся в зацеплении с двумя шаблонными головками посредством их шестерен 21 и 22, снабженных криволинейными пазами 23, Шестерня 21 одной шаблонной головки, как и шестерня 22 другой шаблонной головки, насажена на полый центр 24, жестко соединенный с планшайбой 13, На центр 24 через подшипники 25 насажен стакан 26, жестко связанный с шестерней 21 (или 22), В центр 24 вмонтированы направляющие 27, снаружи жестко скрепленные обоймой 28 и предназначены для возвратно-поступательного перемещения шаблонодержателей 29, Число шаблонов в каждой шаблонно головке также, как и число поводков намоточного устройства, соответствует числу катушечных групп в одном яруса обмотки статора, В каждом шаблонодержателе 29 жестко закреплен палец 30, который помещен в криволинейный паз 23 каждо.й из шестерен 21 и 22. К нижней части каждого 1т1аблонодержателя 29 подвешены шаблоны 31, каждый из ко-торых состоит из переднего 32 и зад него 33 полушаблонов. При этом передний полушаблон 32 жестко закреплен на нижней поверхности шаблонодержателя 29 и снабжен поперечными пазами 3, размещенными на боковых поверхностях, и продольным кольцевы пазом 35, а задний полушаблон 33 с помощью оси 36 шарнирно подвешен на серьге 37f имеющей возможность разв рота вокруг оси 38, жестко закрепле ной в сухаре 39, также жестко соединенном посредством винта 40 с шаблонодержателем 29, Винт 40 и сухарь 39 предназначены для регулировки зазора между двумя полушаблонами 32 и 33 с целью получения оптимальной средней длины наматываемого витка, В переднем полушаблоне 32 помещен подпружиненный штырь 41, контактирующий с собачкой 42, имеющей возможность разворота вокруг оси 43, жестко зафиксированной в шаблонодержателе 29 и шарнирно соединенной с системой подпружиненных рычагов 44-46, шарнирно связанных друг с другом и имеющих возможность возвратно-поступательного перемещения с помощью роликов 47 и пружины 48 относительно планок 49, жестко закрепленных на заднем полушаблоне. 33, При этом рычаг 45 снабжен сквозным пазом 50, На переднем полушаблоне 32 в зазоре между ним и другим полушаблоном 33 закреплен кронштейн 51 с роликом 52, к которому прижат средний рычаг 45 с помощью пружины 53, закрепленной своими концами в переднем 32 и заднем 33 полушаблонах. Внутри каждого центра 24 смонтирована тяга 54, связанная с приводом, например пневмоцилиндром 55, На тягу 54 жестко насажен съемник 56, повторяющий своими выемками 57 конфигурацию переднего полушаблона 32 и снабженный выступами 58 (по три для каждого шаблона, причем два из них расположены по краям каждой выемки, а один а ее центре), Длина выступов 58 зависит от числа секций шаблона 31, причем намотанная катушка на самой малой секции шаблона должна быть перекрыта выступами 58, На центре 24 жестко закреплены ограничители 59, размещенные между большими секциями шаблона 31 в пазах съемника 56 и предназначенные для направления катушек при их пересыпке . У торца стакана 1 устройства для намотки и переброса провода со стороны входа шаблонов установлен подпружиненный флажок 60, осуществляющий переброс провода с одной ступени шаблона на другой, с рабочей частью 61, имеющей скосы на своей нижней торцовой поверхности, для направления провода 9, Зона перехода провода на каждую последующую секцию шаблона 31, ограниченная углом Ы, образующимся исходя из величины задней поверхности шаблона,определяет и зону размещения рабочей части 61 флажка 60. Флажок 60 имеет возможность возвратно-поступательного перемещения от привода (не показан) в направляющей 62, жестко закрепленной на станине ,
Станок может содержать несколько намоточных устройств и, соответственно, механизмов крепления шаблонов , число которых должно соответствовать числу ярусов в обмотке статора.
На станине размещены также механизм 63 изготовления клиньев, механизм 64 всыпки всех катушечных групп в пазы магнитопровода статора 65 и поворотный стол 66 со своими приводами. На поворотном столе 66 жестко закреплены штырьевые оправки 67 (например, две). Число штырьевых оправок 67 и, соответственно, позиций поворотного стола 66 соответстйует числу ярусов в обмотке статора.
Поворотный стол 66 снабжен ротационно-индексируюищм механизмом (не показан), предназначенным для его разворота на соответствующие позиции и фиксации, причем одна из позиций является позицией всыпки обмотки в статор 65, а остальные позициями пересыпки катушечных групп с шаблонов 31 на штырьевую оправку 6
Станок для намотки и укладки катушек в пазы магнитопровода статора электрических мгшзин работает следующим образом.
Нажатием кнопки Пуск механизм переноса шаблонов, находящийся в верхнем исходном положении, опускается и вводит шаблоны 31 внутрь.стаканов 1, что дает команду на включение привода их вращения,- Одновременно с вращением стаканов 1 происходит перемещение шаблонов 31, кинематически связанных с приводом намоточного устройства, вверх для раскладки провода.. Когда до окончания намотки большой секции шаблона 31 остается один виток, с электрического счетчика подается импульс на переброс провода 9 на следующую, меньшую по периметру, секцию шаблона 31. При этом срабатывает привод флажка 60, который своей рабочей частью 61 опускает провод 9 на следующую секцию шаблона 31 без предварительного замедления вращения стакана 1, Затем при продолжающейся намотке этой секции флажок 60 под действиемсвоей пружины возвращается в исходное положение. Привод флажка 60 срабатывает каждый момент переброса провода с одной секции на другую шаблона 31. При этом время срабатывания привода флажка 60 с учетом разброса времени начала подачи команды на его включение определяется временем, необходимым для поворо.та стакана 1 на
, ci,
и не влияет на местоположеугол
1
ние переходного провода. При этом флажок 60, обладающий гораздо меньшей массой, чем стакан 1, не требует
мощного привода для. своег-о перемещения. Следовательно, при наличии привода флажка 60 с указанным временем срабатывания, кроме обязательного переброса провода в необходимой зоне шаблона, каковой является зона, ограниченная углом о, достигается и получение требуемого числа витков в каясдой секции шаблона.После окончания намотки всех секций (например, трех) шаблонов 31 проиЕшодится доворот стакана 1. для приведения их в исходное положение, а затем провод от каждого мотовила отрезается и защемляется с помомью механизмов отрезки и защемления провода.
После этого намотанные шаблоны 3 с помощью планшайбы 13 и системы зубчатых передач 15,16,18 и 19 разворачиваются на 180° BOKpyjr вала 14 и устанавливаются над штырьевой оправкой 67 поворотного стола 66 на позиции пересыпки катушечных групп. При этом во время разворота планшайбы 13 при переходе шаблонной головки с позиции намотки на позицию пересыпки ее шаблоны 31 сдвигаются до упора в центр 24 при помощи обкатывающейся вокруг зубчатого колеса 20 и одновременно вращающейся вокруг своей оси шестерни 22 посредством криволинейных пазов 23, выполняющих роль копиров, и размещенного в каждом из них пальца 30 шаблонодержателя-29,
Шаблоны 31 другой шаблонной головки при переходе ее с позиции пересыпки на позиции намотки раздвигаются при помощи другой шестерни 21.
Затем при движении планшайбы 13 вниз шаблон 31 своим продольным кольцевым пазом 35 переднего полушаблона 32 насаживается на штырьевую оправку 67. При этом штырь 41 каждого шаблона 31 шаблонной головки при контакте со штырьевой оправкой 67 перемещается вверх, тем самым разворачивая собачку 42 вокруг оси 43 и перемещая вниз систему ричагов 44-46. Сквозной паз 50 среднего рычага 45 совмещается с роликом 52 и под давлением пружины 53 средний рычаг 45 своим сквозным пазом 50 надевается на ролик 52 до соприкосновения с кронштейном 51, благодаря чему задний полушаблон 33 приближается к переднему полушаблону 32,Приэтом витки катушек, намоташные на каждом из шаблонов 31, освобождаются. Затем автоматически подается команда на пересыпку, срабатывает пневмоцилиндр 55, с помощь,ю которого тяга 54 с закрепленным на ней съемником 56 опускается. При этом последовательно, начиная с большей секции шаблонов 31, Захваченные в трех точках выступами 58 съемник 56,
сбрасываются в соответствующие щели штырьевой оправки 67,
На этой же позиции одновременно с пересыпкой катушечных групп с шаблонов 31 на штырьевую оправку 67 механизмом 63 изготавливаются клинья, которые автоматически укладываются в магазин, расположенный соосно со штырьевой оправкой 67. под поворотным столом 66 .
При помощи плантайбы 13, перемещающейся вниз, одновременно с насаживанием сомкнутых шаблонов 31 одной шаблонной головки на штырьевую оправку 67 на позиции пересыпки разомкнутые шаблоны 31 другой шаблонной головки вводятся внутрь стаканов 1 на позиции намотки.
После окончания пересыпки катушечных групп обмотки, изготовления клиньев и укладки их в магазин на позиции пересыпки, а также намотки всех шаблонов 31 и отрезки провода на позиции намотки планшайбы 13, находясь в верхнем исходном положении, разворачивается на 180.
Одновременно с этим осуществляется разворот поворотного стола 66 так, что штырьевая оправка 67 с пересыпанными витками катушек и магазин с уложенными клиньями переносятся на позицию,всыпки..
После этого на штырьевую оправку 67 надевается статор 65., который
ограничивается с верхнего, торца прижимами механизма крепления статора (не показан), Затем по команде производится всыпка всех катушечных групп в статор 65 с одновременным
0 вврдом клиньев. . Затем цикл работы станка повторяется.
В предлагаемом станке намотка и
5 пересыпка катушечных групп, изготовление и укладка 1 линьев в магазин, а также вcыпka обмотки с ее заклиниванием производятся одновременно.
Предлагаемый станок характеризуется повышенной производительностью в результате использования флажка для переброса провода с одной ступени шаблона на другую, что позволяет производить намотку шаблонов без
5 замедления вращения поводка перед скачком, а также простой конструкции за счет более простой кинематики механизма переброса провода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |
| Станок для изготовления обмотки статоров электрических машин | 1983 |
|
SU1103327A1 |
| Устройство для изготовления обмотки статоров электрических машин | 1983 |
|
SU1171911A1 |
| Станок для изготовления катушечных групп электрических машин | 1978 |
|
SU868934A1 |
| Устройство для изготовления обмоток статоров электрических машин | 1984 |
|
SU1403256A1 |
| Устройство для намотки катушек статоров электрических машин | 1985 |
|
SU1274079A1 |
| Устройство для изготовления и укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1302388A1 |
| Станок для намотки катушечных групп обмоток электрических машин | 1982 |
|
SU1069078A1 |
| Устройство для намотки и укладки катушек обмотки в пазы статора электрической машины | 1983 |
|
SU1128340A1 |

СТАНОК ДЛЯ НАМОТКИ И УКЛАДКИ КАТУШЕК В ПАЗЫ СТАТОРА ЭЛЕКТРИЧЕСКИХ T-IAIUHH , содержащий устройство для намотки и переброса провода с одной ступени шаблонов на другую, включающее поводки, каждый из которых выполнен в виде стакана с направляющими элементами, один из которых установлен на верхнем торце стакана, привод его возвратно-поступательного перемещения вдоль оси шаблона и механизм для крепления шаблонов, отличающийся тем, что, с целью повышения производительности и упрощения конструкции, устройство для намотки и переброса провода с одной - ступени шаблонов на другую снабжен флажками, каждый из которых установлен у торца стакана со стороны входа шаблона,а каждый направляющий элемент, установленный на верхнем | торце стакана, выполнен в виде двух т роликов, ось одного из которых параллельна оси стакана, а ось второс го перпендикулярна к ней.
fj
вз
Фт.1 S y///////////, 6i 6ff 8 7 1065973
56
J2
Л
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Разработ | |||
| ВНИИТэлектромаш, 1976. | |||
