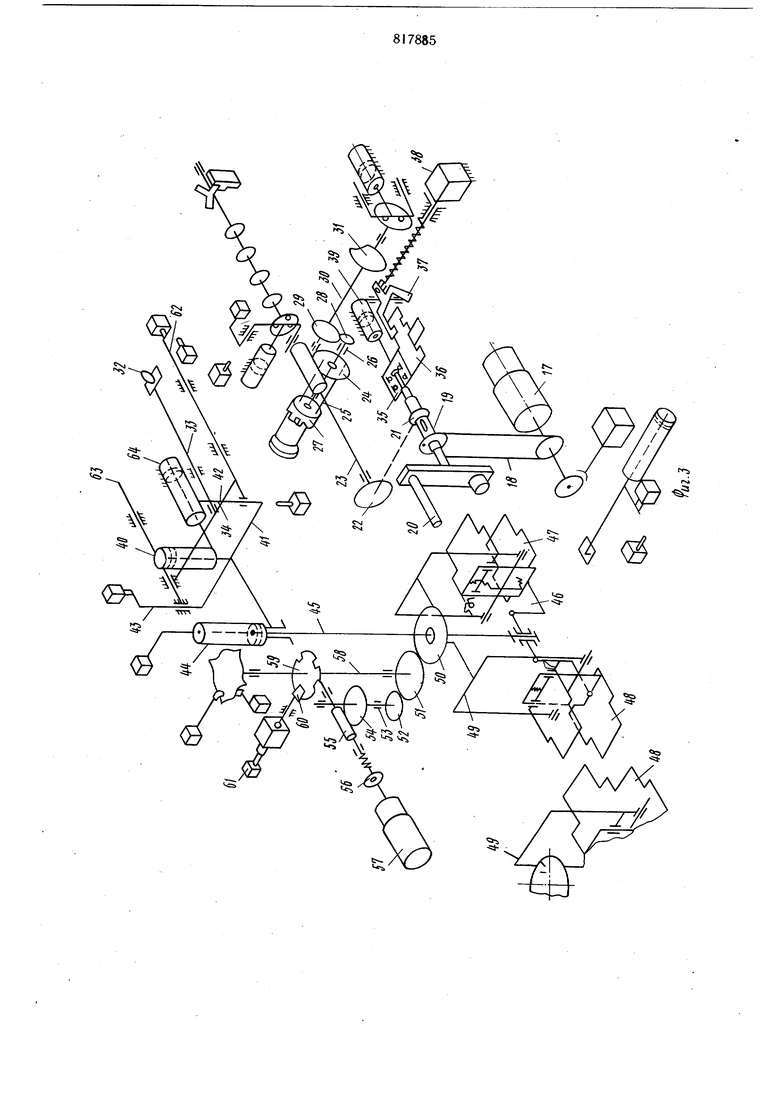
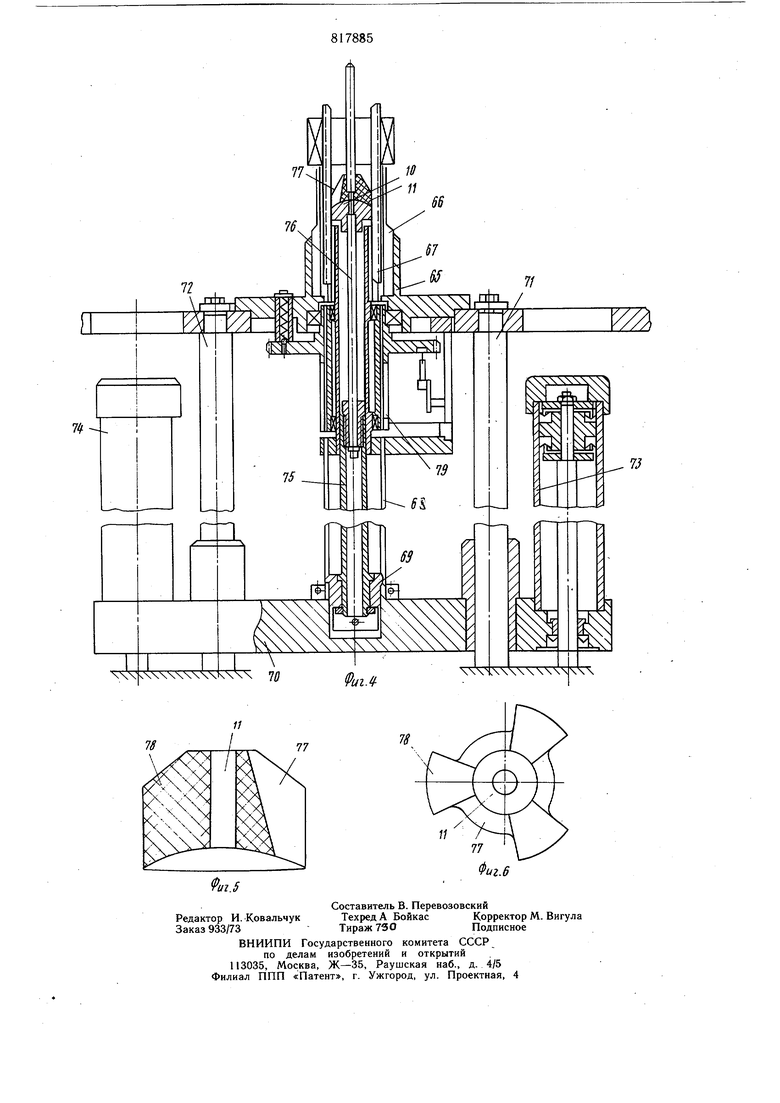
кинематическая схема устройства намотки и раскладки провода, механизмов отрезки провода и переноса шаблонов с поворотной оправкой; па фиг. 4 - механизм всыпки катушечных групп по вертикальной оси, разрез; на фиг. 5 - насадка механизма всыпки катушечных групп, осевое сечение; па фиг. 6 - то же, вид сверху.
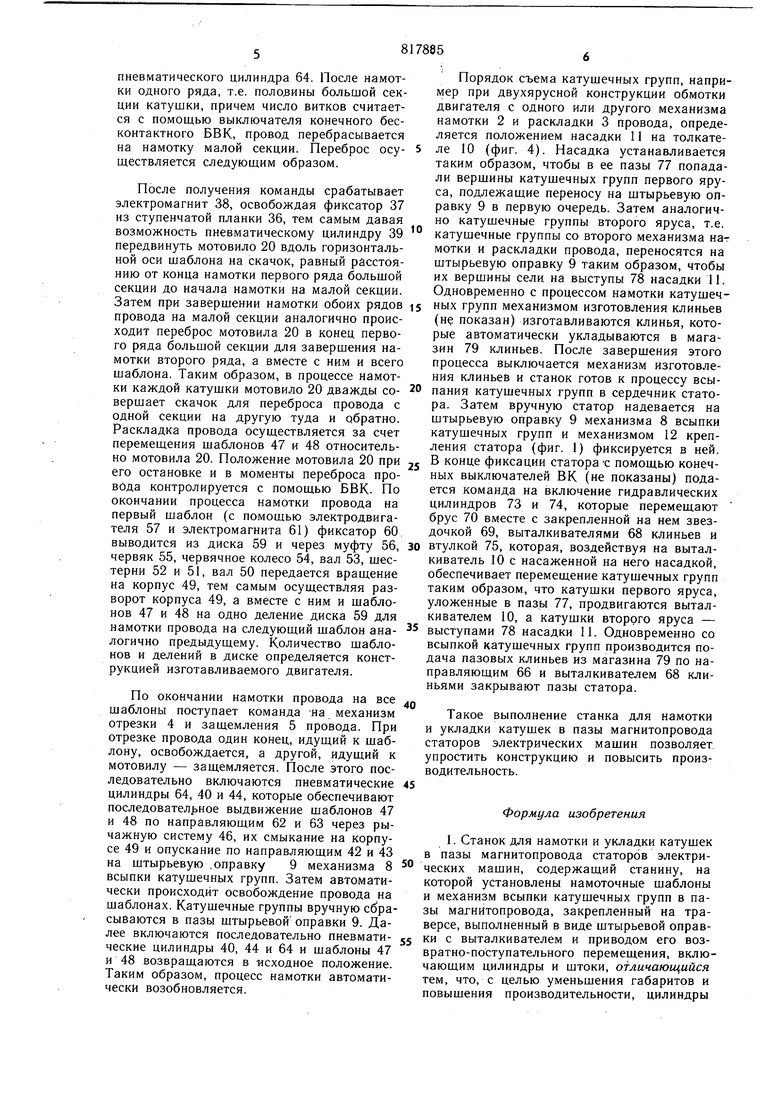
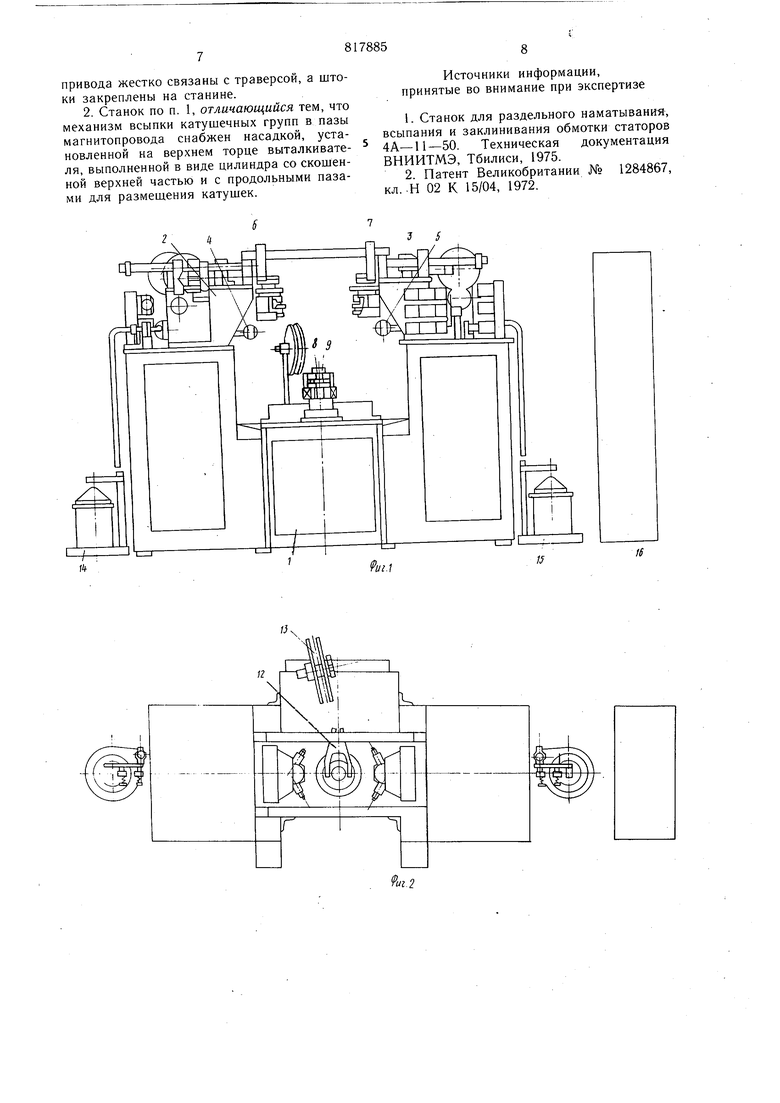
Станок содержит станину 1, состояш,ую из двух крайних и одной центральной тумб и установленные на крайних тумбах станины. I, устройства намотки 2 и раскладки 3 провода, а также два механизма отрезки 4 и защемления 5 провода, смонтированные на кронштейнах устройств намотки 2 и раскладки 3 провода,два механизма переноса шаблонов 6 и 7, смонтированные на верхних плоскостях устройств намотки 2 и раскладки 3 провода, механизм 8 всыпки катушечных групп, со штырьевой оправкой 9, выталкивателем 10 и насадкой II (фиг. 4, 5 и 6), механизм изготовления клиньев (не показан), механизм 12 крепления статора (фиг. 2), установленный на верхней плите центральной тумбы станины 1, механизм смотки материала клиньев 13, смонтированный на той же плите, два размотчика провода 14 и 15, расположенные у крайних тумб станины 1, пневмо-гидрооборудование (не показано) и электрооборудование 16.
Устройство намотки 2 и раскладки 3 про-, вода (фиг. 3) содержит индивидуальный привод 17, связанный клиноременной пфедачей 18 через втулку 19 с мотовилом 20, имеюш.им возможность вращения вокруг своей оси и малого скачкообразного движения вдоль своей оси.
На втулке 19 закреплена шестерня 21, находящаяся в зацеплении с зубчатым колесом 22, насаженным на вал червяка 23, который находится в зацеплении с червячным колесом 24, закрепленным на втулке 25, смонтированной на валу 26. Червячное колесо 24 соединяется с валом 26 с помощью электромагнитной управляемой муфты 27, на валу 26 закреплена шестерня 28, находящаяся в зацеплении с шестерней 29, насаженной на вал 30, на котором закреплен кулачок 31, контактирующий с роликом 32, закрепленным на штанге 33, второй конец которой упирается в траверсу 34 механизма переноса шаблонов 6 или 7. На мотовиле 20 закреплен корпус 35, на, котором крепится ступенчатая планка 36, в прорези которой входит фиксатор 37, управляемый электромагнитом 38, корпус 35 связан жестко со щтоком пневматического цилиндра 39. На траверсе 34 установлен пневматический цилиндр 40 опускания шаблонов механизма переноса шаблонов 6 или 7. Цилиндр 40 опускания шаблонов жестко связан с плитой 41, имеющей возможность перемещения в вертикальной плоскости по направляющим 42 и 43, на плите 41 установлен пневматический цилиндр 44,. шток 45 которого через рычажную
передачу 46 связан с шаблонами 47 и 48 механизмов переноса шаблонов 6 или 7. На корпусе 49, на котором смонтированы шаблоны 47 и 48, закреплена щестерня 50, находящаяся в зацеплении с шестернями 51
и 52. Шестерня 52 наложена на вал 53 червячного колеса 54, находящегося в зацеплении с червяком 55. На валу червяка 55 смонтирована предохранительная муфта 56, связанная с электромотором 57. Шестерня 51 насажена на вал 58, на которой насажен
диск 59, в пазы которого входит фиксатор 60, уаравляемый электромагнитом 61. Траверса 34 смонтирована на направляющих 62 и 63 и подсоединена к пневматическому цилиндру 64.
Механизмы переноса щаблонов 6 и 7
снабжены электрической схемой блокировки, обеспечивающей поочередную подачу шаблонов с катущечными группами в зону всыпки (не показана).
На центральной тумбе станины 1 смонтирован механизм 8 всыпки катушечных групп, содержащий корпус 65 (фиг. 4), в KOTOfJoM установлены штырьевая оправка 9, состоящая из направляющих клиньев 66, щтырей 67 с защитными усиками, выталкивателя 68, клиньев, закрепленных на звездочке 69, установленной на брусе 70. Брус 70 смонтирован на направляющих 71 и 72. На верхней плоскости бруса 70 установлены гидравлические цилиндры 73 и 74, штоки которых жестко закреплены на основании центральной тумбы станины 1. В отверстии звездочки 69 закреплена втулка 75, в отверстие которой входит стержень 76. На верхнем конце стержня 76 крепится выталкиватель 10, на верхнем торце которого закреплена насадка 11, выполненная, например в виде цилиндра со скошенной верхней частью, с продольными пазами 77 и выступами 78 (фиг. 4, 5) по числу катушек одного из всыпаемых ярусов обмотки. Пазы 77 и выступы 78 размещены на периферии насадки 3 по профилю всыпаемой катущки, на корпусе 65 на подшипниках качения смонтирован магазин 79 клиньев.
Станок работает следующим образом. Нажатием кнопок «Пуск включаются
одновременно механизмы намотки 2 и раскладки 3 провода. От индивидуального привода 17 через клиноременную передачу 18 и втулку 19 передается вращение мотовилу 20. Провод наматывается на один из шаблонов 47 и 48, конфигурация и количество
которых определяется конструкцией двигателя. Раскладка провода, например при намотке двухсекционных катущек, осуществляется перемещением корпуса 49 с закрепленными на нем щаблонами 47 и 48 через кинематическую цепь, идущую через шестерни 21 и 22, червяк 23, червячное колесо 24, втулку 25, вал 26, шестерни 28 и 29, вал 30, кулачок 31, ролик 32, штангу 33. Траверса 34 прижимается к штанге 33 с помощью
пневматического цилиндра 64. После намотки одного ряда, т.е. половины большой секции катушки, причем число витков считается с помошью выключателя конечного бесконтактного БВК, провод перебрасывается на намотку малой секции. Переброс осушествляется следуюшим образом.
После получения команды срабатывает электромагнит 38, освобождая фиксатор 37 из ступенчатой планки 36, тем самым давая возможность пневматическому цилиндру 39 передвинуть мотовило 20 вдоль горизонтальной оси шаблона на скачок, равный расстоянию от конца намотки первого ряда большой секции до начала намотки на малой секции. Затем при завершении намотки обоих рядов провода на малой секции аналогично происходит переброс мотовила 20 в конец первого ряда большой секции для завершения намотки второго ряда, а вместе с ним и всего шаблона. Таким образом, в процессе намотки каждой катушки мотовило 20 дважды совершает скачок для переброса провода с одной секции на другую туда и обратно. Раскладка провода осуществляется за счет перемешения шаблонов 47 и 48 относительно мотовила 20. Положение мотовила 20 при его остановке и в моменты переброса провйда контролируется с помошью БВК. По окончании процесса намотки провода на первый шаблон (с помошью электродвигателя 57 и электромагнита 61) фиксатор 60 выводится из диска 59 и через муфту 56, червяк 55, червячное колесо 54, вал 53, шестерни 52 и 51, вал 50 передается врашение на корпус 49, тем самым осуществляя разворот корпуса 49, а вместе с ним и шаблонов 47 и 48 на одно деление диска 59 для намотки провода на следуюший шаблон аналогично предыдущему. Количество шаблонов и делений в диске определяется конструкцией изготавливаемого двигателя.
По окончании намотки провода на все шаблоны поступает команда -на механизм отрезки 4 и защемления 5 провода. При отрезке провода один конец, идущий к шаблону, освобождается, а другой, идущий к мотовилу - защемляется. После этого последовательно включаются пневматические цилиндры 64, 40 и 44, которые обеспечивают последовательное выдвижение шаблонов 47 и 48 по направляюшим 62 и 63 через рычажную систему 46, их смыкание на корпусе 49 и опускание по направляющим 42 и 43 на штырьевую .оправку 9 механизма 8 всыпки катушечных групп. Затем автоматически происходит освобождение провода на шаблонах. Катушечные группы вручную сбрасываются в пазы штырьевой оправки 9. Далее включаются последовательно пневматические цилиндры 40, 44 и 64 и шаблоны 47 и 48 возвращаются в исходное положение. Таким образом, процесс намотки автоматически возобновляется.
Порядок съема катушечных групп, например при двухярусной конструкции обмотки двигателя с одного или другого механизма намотки 2 и раскладки 3 провода, определяется положением насадки 11 на толкателе 10 (фиг. 4). Насадка устанавливается таким образом, чтобы в ее пазы 77 попадали вершины катушечных групп первого яруса, подлежащие переносу на штырьевую оправку 9 в первую очередь. Затем аналогично катушечные группы второго яруса, т.е. катушечные группы со второго механизма на мотки и раскладки провода, переносятся на штырьевую оправку 9 таким образом, чтобы их вершины сели на выступы 78 насадки 11. Одновременно с процессом намотки катушечных групп механизмом изготовления клиньев (не показан) изготавливаются клинья, которые автоматически укладываются в магазин 79 клиньев. После завершения этого процесса выключается механизм изготовления клиньев и станок готов к процессу всыпания катушечных групп в сердечник статора. Затем вручную статор надевается на штырьевую оправку 9 механизма 8 всыпки катушечных групп и механизмом 12 крепления статора (фиг. 1) фиксируется в ней. В конце фиксации статора -с помощью конечных выключателей ВК (не показаны) подается команда на включение гидравлических цилиндров 73 и 74, которые перемещают брус 70 вместе с закрепленной на нем звездочкой 69, выталкивателями 68 клиньев и втулкой 75, которая, воздействуя на выталкиватель 10 с насаженной на него насадкой, обеспечивает перемещение катущечных групп таким образом, что катушки первого яруса, уложенные в пазы 77, продвигаются выталкивателем 10, а катушки второго яруса - выступами 78 насадки 11. Одновременно со всыпкой катушечных групп производится подача пазовых клиньев из магазина 79 по направляющим 66 и выталкивателем 68 клиньями закрывают пазы статора.
Такое выполнение станка для намотки и укладки катушек в пазы магнитопровода статоров электрических машин позволяет, упростить конструкцию и повысить производительность.
Формула изобретения
1. Станок для намотки и укладки катушек в пазы магнитопровода статоров электрических машин, содержащий станину, на которой установлены намоточные шаблоны и механизм всыпки катушечных групп в пазы магнитопровода, закрепленный на траверсе, выполненный в виде штырьевой оправки с выталкивателем и приводом его возвратно-поступательного перемещения, включающим цилиндры и штоки, отличающийся тем, что, с целью уменьшения габаритов и повышения производительности, цилиндры
привода жестко связаны с траверсой, а штоки закреплены на станине.
2. Станок по п. 1, отличающийся тем, что механизм всыпки катушечных групп в пазы магнитопровода снабжен насадкой, установленной на верхнем торце выталкивателя, выполненной в виде цилиндра со скошенной верхней частью и с продольными пазами для размещения катушек.
Источники информации, принятые во внимание при экспертизе
1.Станок для раздельного наматывание, всыпания и заклинивания обмотки статоров 4А-11-50. Техническая документация ВНИИТМЭ, Тбилиси, 1975.
2.Патент Великобритании № 1284867, КЛ..Н 02 К 15/04, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU1065973A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Станок для изготовления катушечных групп электрических машин | 1978 |
|
SU868934A1 |
| Устройство для намотки катушек статоров с образованием межполюсных соединений | 1987 |
|
SU1467676A1 |
| Станок для намотки и укладки катушек в пазы магнитопроводов статоров электрических машин | 1975 |
|
SU748689A1 |
| Станок для намотки и укладки обмотки статоров электрических машин | 1987 |
|
SU1555769A1 |
| Станок для изготовления обмотки статоров электрических машин | 1983 |
|
SU1103327A1 |
| Устройство для изготовления всыпных обмоток статоров электрических машин | 1985 |
|
SU1309197A1 |
| Устройство для намотки и укладки катушек обмотки в пазы статора электрической машины | 1985 |
|
SU1309194A1 |
| Способ изготовления катушечных групп электрических машин | 1977 |
|
SU868932A1 |