м 3
Изобретение относится к машиностроению и может быть использовано при очистке шлифовальных кругов непосредственно в процессе обработки деталей олифованием.
Известны способы для очистки
. шлифовальных кругов ультразвуковыми устройствами. Они заключаются в том, что нл поверхность круга воздействуют кавитирующей струей охлаждающей изделие жидкости. Жидкость омивает излучающий торец концентратора-волновода, который получает ультразвуковые колебания от махмштострикционного преобразователя, разметенного в корпусе головки, укрепляемой на илифовальной бабке станка С 13.
Известен способ очистки поверхности шлифовальных кругов непосредственно в процессе обработки деталей шлифованием, заключающийся в подаче на очи1даемую поверхность круга кавитирующей струи смазочно-охлаждающей жидкости с наложенными на нее ультразвуковыми колебаниями, направленными тангенциально к очищаемой рабочей поверхности круга, и установке рабочего зазора между излучающей ультразвуковой головкой и очищаемой поверхностью круга. Установка рабочего зазора согласно данному способу производится периодическим перемещением излучающей головки в направлении очищаемой поверхности круга, по мере его износа в процессе работы с помош.ью микрометрического винта для ручной установки рабочего зазора С21.
Основными недостатками известного способа являются невысокое качество очистки рабочей поверхности шлифовального круга, а, следовательно, его невысокая стойкость, так как в промежутке времени между двумя подналадками величина рабочего зазора вследствие, например, износа круга, в процессе обработки деталей меняется и значительно отличается от оптимального его значения, что в конечном итоге приводит к ухудшению качества обработки деталей ,
Целью изобретения является повышение качества очистки рабочей по.верхности 1апифовального круга и повышение его стойкости.
Поставленная цель достигается тем, что согласно способу очистки поверхности шлифовального круга, заключающемуся в подаче на очищаемую поверхность кавитирующей струи смазочно-охлаждающей жидкости с наложенными на нее ультразвуковыми колебаниями, направленными тангенциально к очищаемой поверхности круга, и в установке рабочего зазо.ра между излучающей ультразвуковой
головкой и o iHLiaeMon поверхностью круга, в процессе обработки измеряют излучаемую ультразвуковой го-, ловкой мощность, определяют ее экстремальное значение и поддерживают 5 рабочий зазор между излучающей головкой и очищаемой поверхностью круга на оптимальном уровне в функции этого экстремума.
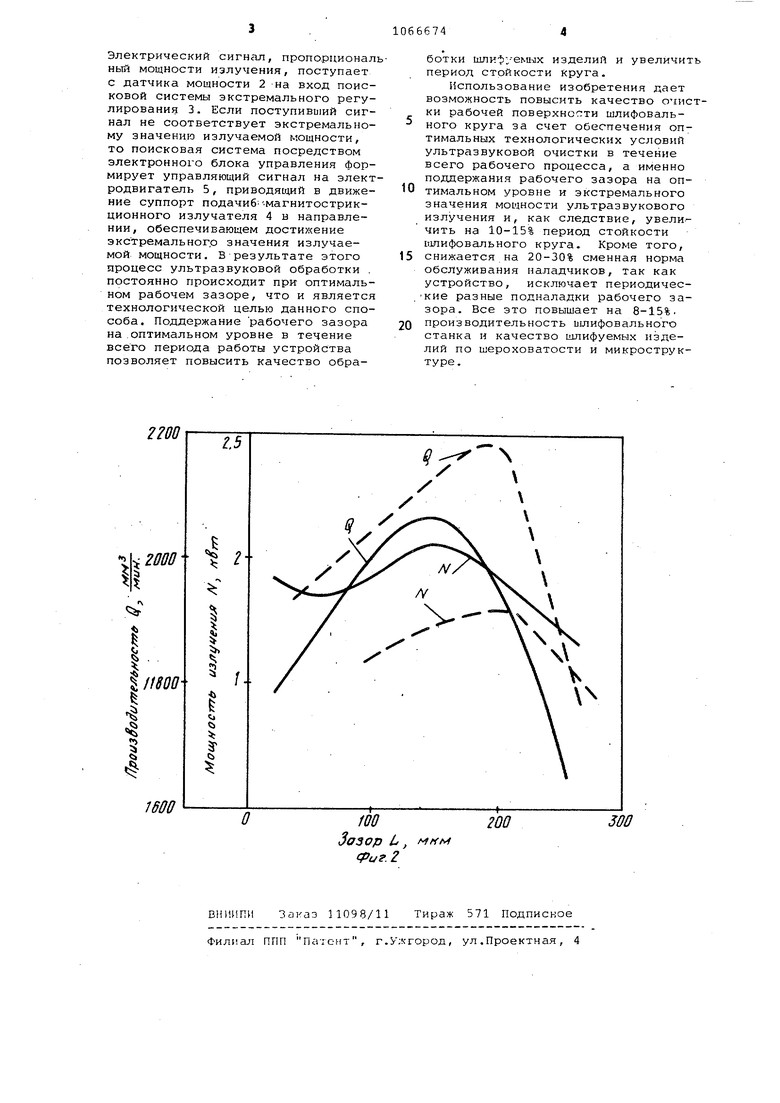
На фиг. 1 приведена структурная
0 схема устройства; на.фиг. 2 - графики, отражаю цие зависимость производительности 3 и мощности излучения N от рабочего зазора L при круглом шлифовании жаропрочного сплава
5-ХН77ТЮР (сплошные кривые) и стали 40Х (пунктирные кривые).
Устройство для осуществления данного способа реализовано с помощью генератора ультразвуковых колебаний
Q 1 типа УЗГ-2-10, который получает питание от электрической трехфазной сети переменного тока напряжением 380 В и промышленной частотой 50 Гц. Датчик мощности 2 подключен параллельНо цепи питания ультразвукового генератора 1. Выходные клеммы датчика мощности 2 электрически соединены с входными клеммами поисковой системы экстремального регулирования 3. Выходная цепь поисковой системы экст ремального регулирования 3 электрически связана с электронным блоком у управления типа БУ-60, непосредственно воздействующего на цепь питания электродвигателя, в качестве которо5 го в данном случае применяется шаговый электродвигатель типа СП-5. Вал электродвигателя при помощи кулачкового механизма кинематически связан с суппортом подачи магнитострикцион0 ного излучателя 4. Электронный блок управления входит.в структуру поисковой системы экстремального регулирования 3. Шаговый электродвигатель 5, кулачковый механизм и суппорт
5 подачи 6 магнитострикционного излучателя образуют исполнительный механизм 7.
Устройство, реализующее данный способ, работает следующим образом.
При включении генератора ультразвука 1 начинается процесс ультразвуковой очистки рабочей поверхности шлифовального круга (например, 25Л25СМ2К, 25А4-ОНСТ16К5, 36680626К5), Мощность излучения ультразвуковых колебаний связана с величиной рабочего зазора между излучающей головкой магнитострик0 ционного излучателя 4 и рабочей поверхностью круга функциональной зависимостью %г - (раб), графическое изображение KOTOpofr приведено на фиг. 2, и непрерывно конт5 ролируется датчиком мощности 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНОГО КРУГА | 1969 |
|
SU246168A1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151043C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2004 |
|
RU2275291C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151042C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2192959C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2170166C2 |
| СПОСОБ ОХЛАЖДЕНИЯ | 1992 |
|
RU2008166C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2008 |
|
RU2387532C1 |
| СПОСОБ ОЧИСТКИ ГИДРОУДАРОМ АКСИАЛЬНО-СМЕЩЕННОЙ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2191676C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ОСЕВЫМ ИНСТРУМЕНТОМ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2002 |
|
RU2203781C1 |
СПОСОБ ОЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ, заключающийся в подаче на очищаемую поверхность круга кавитирующей струи смазочно-охлаждающей жидкости с наложенными на нее ультразвуковыми колебаниями, направленными тангенциально к очищаемой поверхности круга, и в установке рабочего зазора между излучающей ультразвуковой головкой и очищаемой поверхностью круга, отличающийся тем, что, с целью повышения качества очистки рабочей поверхности шлифовального круга .и повышения его стойкости, в процессе обработки измеряют излучаемую ультразвуковой головкой мощность, определяют ее экстремальное значе, ниеи подцерживают рабочий зазор между излучающей головкой и очищаемой поверхностью круга на оптималь(Л ном уровне в функции эзого экстремума. Р5 о: о: ч 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU178509A1 | |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU363576A1 | |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
