известны способы и устройства Для очистки шлифовальных кругов ультразвуковых устройств-головок. Эти способы заключаются в том, что на поверхность круга воздействуют кавитирующей струей охлаждающей изделие жидкости. Жидкость омывает излучающий торец концентратора-волновода, который получает ультразвуковые колебания от магнитострикционного преобразователя, размещенного в корпусе головки, укрепляемой на шлифовальной бабке станков.
Особенностью предложенного способа является то, что ультразвуковые колебания подают тангенциально к направлению шлифовального круга. Это обеспечивает интенсификацию процесса очистки и снижение мощности ультразвукового генератора.
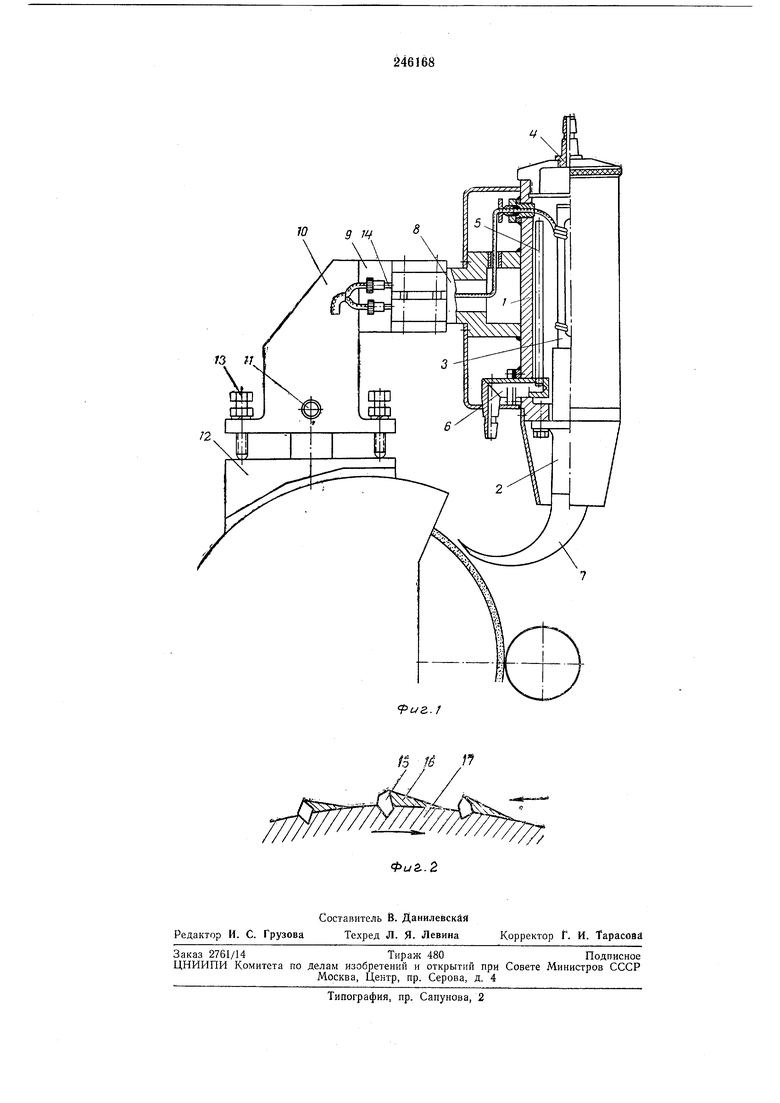
На фиг. 1 представлена схема ультразвуковой головки.
В корпусе У при помощи фланца укреплен полуволновый переходной стержень 2, к которому припаян магнитострикционный преобразователь 3. В крышке корпуса расположен штуцер 4, по нему в полость головки поступает эмульсия для охлаждения преобразователя, Стекает эмульсия по трубке 5. Верхний торец трубки находится ниже торца преобразователя, поэтому в полости головки поддерживается необходимый уровень эмульсии,
обеспечивающий эффективную работу преобразователя.
По штуцеру 6 н резиновой штанге эмульсия попадает в зону очистки круга и далее на охлаледаемое изделие. Криволинейный волновод 7 резьбовой шпилькой соединен с переходным стержнем. Его излучающий торец имеет скос, позволяющий направить ультразвуковые колебания против вращения шлифовального круга.
Хвостовик 8 головки закреплен в державке 9, а державка 9 скреплена со стойкой 10. Последняя осью // шарнирно скреплена с пятой 12 и может разворачиваться по отношению к ней подвертыванием болтов 13. Благодаря этому регулируется зазор меладу образующей круга и излучающим торцом волновода (оптимальное значение этого зазора 0,2-0,3 мм).
Питание от генератора подводится к колодке 14, а далее через полость хвостовика - к преобразователю. Пята жестко крепится на кожухе круга шлифовальной бабки станка. Грубая регулировка положения волновода осуществляется перемещением хвостовика в державке, а точная - разворотом стойки с головкой но отнощению к пяте.
Будучи направленной навстречу вращению шлифовального круга, она выбивает из пор последнего налипшие частицы обрабатываемого материала.
На фиг. 2 представлена принятая схема очистки шлифовального круга (15 - зерна алмаза-абразива, 16 - частицы обрабатываемого материала, засаливаюш;ие круг, 17 - связка. Стрелка показывает направление подачи ультразвуковых колебаний).
Для охлаждения изделия через сопло станка в зону резания подается эмульсия от
основной магистрали, а через тройников головку.
Предмет изобретения
Способ очистки шлифовального круга эмульсией, подаваемой в рабочую зону с ультразвуковыми колебаниями, отличающийся тем, что, с целью интенсификации очистки и снижения мош,ности ультразвукового генератора, колебания подают тангенциально к направлению вращения шлифовального круга.
ГЗ 11
12
иг.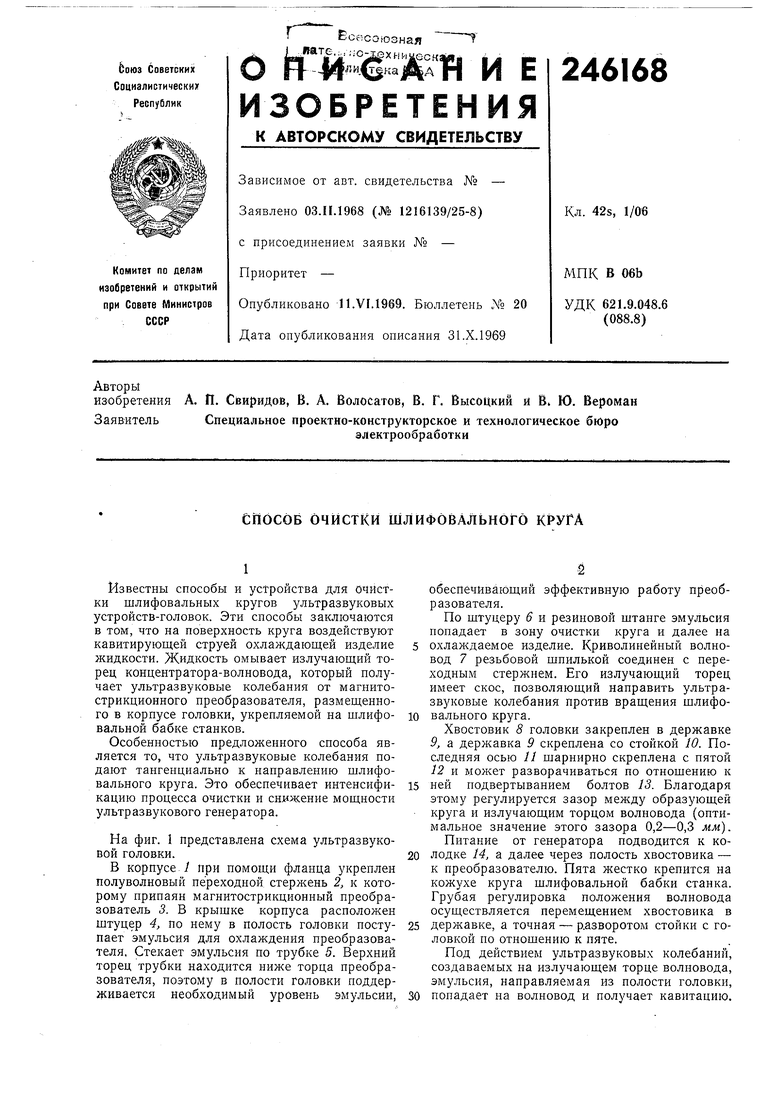
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки рабочей поверхности шлифовальных кругов | 1981 |
|
SU1066674A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1996 |
|
RU2111842C1 |
| Устройство для очистки шлифовального круга | 1974 |
|
SU579131A1 |
| УЛЬТРАЗВУКОВАЯ РАСКАТНАЯ ГОЛОВКА | 2011 |
|
RU2465148C1 |
| Ультразвуковая головка для деформационного упрочнения и релаксационной обработки | 1982 |
|
SU1074705A2 |
| Круглошлифовальный станок с программным управлением | 1982 |
|
SU1042974A1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151042C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151043C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2004 |
|
RU2282525C1 |