Изобретение относится к иэготов лению игл, Применяемых, в частности в рефлексотерапии и, в особенности в микроиглотерапии, ухоиглотерапии Известен способ изготовления игл для иглотерапии, при котором головка изготавливается отдельно от стер ня и затем закрепляется на нем Г, Однако при закреплении головки н стержне изготовление микроигл трудоемко и требует сложного оборудования.затраты драгоценных металлов значительны, вследствие чего для изготовления головки используют более дешевые заменители (нихром, пластмассы); между головкой и стерж нем имеются критические зоны участки с повышенными остаточными напряжениями, приводящими к деформа ции и излому. Кроме того, наличие технологических изгибов и прост- ; ранств в местах соединения деталей, в которых при длительной фиксации микроигл на кожных покровах скапливаются отторжения эпидермиса, выделения сальных и потовых желез, создает благоприятные условия для развития бактериальной микрофлоры. Наиболее близким к предлагаемому является способ изготовления, игл для иглотерапии путем затачиваВИЯ рабочего конца стержня и формирований спиралевидной головки на ег свободном конце f2. Недостатками известного способа являются повышенный расход драгоцен ных металлов, так как на закручивание спиралевидной головки уходит в среднем 35 мм проволоки диаметром 0,2-0,3 мм, низкие производительность и конструктивные качества получаемых микроигл, выражающиеся в наличии труднодоступных для санобработки зон в межвитковом пространстве, наличие технологического изги ба между стержнем и спиралевидной головкой, приводящего к деформации микроигл из мягких металлов (серебра) при их введении в кожные покрогИзвестно устройство для изготовления игл микроакупунктуры, содержащее держатель заготовки и приспособление для формирования головки в виде спирали f2j, ) Недостатками известного устройств являются сложность, низкая ПРОИЗВОдительность и значительные затраты материалов на изготовление микроигл Цель изобретения - уменьшение расхода драгоценных металлов и повы шение производительности изготовления микроигл монолитной структуры. Поставленная цель достигается тем, что согласно способу изготовле ния игл микроакупунктуры, включающему операции заточки рабочего конц и формирование головки иглы из нера-бочего конца стержня, головку иглы формируют, подвергая стержень воздействию электрического разряда с силой тока 20-40 А и напряжении 16-24 В, при этом стержень игл в процессе формирования головки размещают вертикально. Кроме того, в устройстве для изготовления игл для микроакупунктуры, содержащем держательзаготовки и средство для формирования головки иглы, последнее имеет расположенную под держателем контактную пластину и регулируемый источник тока, один из полюсов которого подключен к держателю заготовки, а другой - к контактной пластине, причем держатель заготовки имеет привод его вертикального перемещения. На чертеже приведена схема устройств а, реализующего предложенный способ . Пример. Рабочий конец золотого, серебряного или нихромового стержня, из которого изготавливается игла, затачивают любым известным методом, в том числе злектрохимическим. Затем стержень иглы, расположенный Вертикально, подключают к одному из полюсов источника тока силой 20-4Од и напряжением 16-24 В и приближают свободный конец стержня к другому полюсу источника тока. В момент контакта при замыкании цепи возникающие токи короткого замыкания расплавляют конец стержня, а силы поверхностного натяжения формируют шарообразную головку из капли расплава. Устройство для осуществления способа изготовления игл содержит держатель 1, в котором вертикально закреплен стержень 2. Держатель 1, перемещаемый в вертикальном направлении приводом 3, через регулятор 4 тока подключен к одному из полюсов источника 5 тока, второй полюс которого подключен к контактной пластине б, расположенной под нерабочим концом стержня 2. Устройство работает следукедим образом. Стержень 2 закрепляют в держателе 1 вертикально, заостренным концом вверх, устанавливают регуляторе 4 силу тока в цепи в соответствии с материалом стержня (например, для золотого стержня диаметром 0,3 мм, длиной 6,мм устанавливают силу тока 35 А и напряжение 22 В, образуемая головка имеет диаметр 1,2 мм; для серебряного стержня диаметром 0,2 мм, длиной б мм устанавливают силу тока 22 А и напряжение 18 В, образуемая . головка имеет диаметр 1 мм). Увеличение напряжения свыше 24 В вызывает необходимость дополнительных мер
по технике безопасности и ведет к увеличенному расходу драгоценных метгшлов за счет их сгорания во время формирования головки. Уменьшение напряжения ниже 16 В не обеспечивает достаточной мощности искрового разряда для расплавления конца стержня и формирования головки.
Стержень 2 перемещают вниз до контакта его с пластиной 6. Токи короткого замыкания вызывают расплавление конца стержня, при этом электрическая цепь мгновенно разрывается. Капля расплавленного металла в момент застывания подвергается воздействию сил поверхностного натяжения и гравитации, формируется при этом в шарообразную головку с плавным галтельным переходом и монолитной структурой, обеспечивающей повышенную: прочность иглы в месте перехода от максимального диаметра головки к минимальному диаметру стержня, что уменьшает возможность изгиба микроиглы при введении, ее в кожные покровы. Формирование такой головки с правильной шарообразной формой возможно только при вертикальном положении стержня.
Предлагаемый способ изготовления микроигл для микроакупунктуры и устройство для его осуществления обеспечивают решение важной экономи|ческой задачи - децентрализованного изготовления микроигл малыми серия0 ми на материально-технической базе
городских стоматологических полик- , . линик по индивидуальным рецептам врачей-рефлексотерапевтов. Это обеспечивает быстрое внедрение в широкую
5 лечебную практику микроиглотерапии.
Для изготовления микроигл предложенным способом экономия драгоцен. ных металлов по сравнению с известным способе достигает 60%. УчитыQ вая, что при получается .более прочная надежная микроИгла,; допускакядая многократное использхэвание, фактический экономический эффект повышается.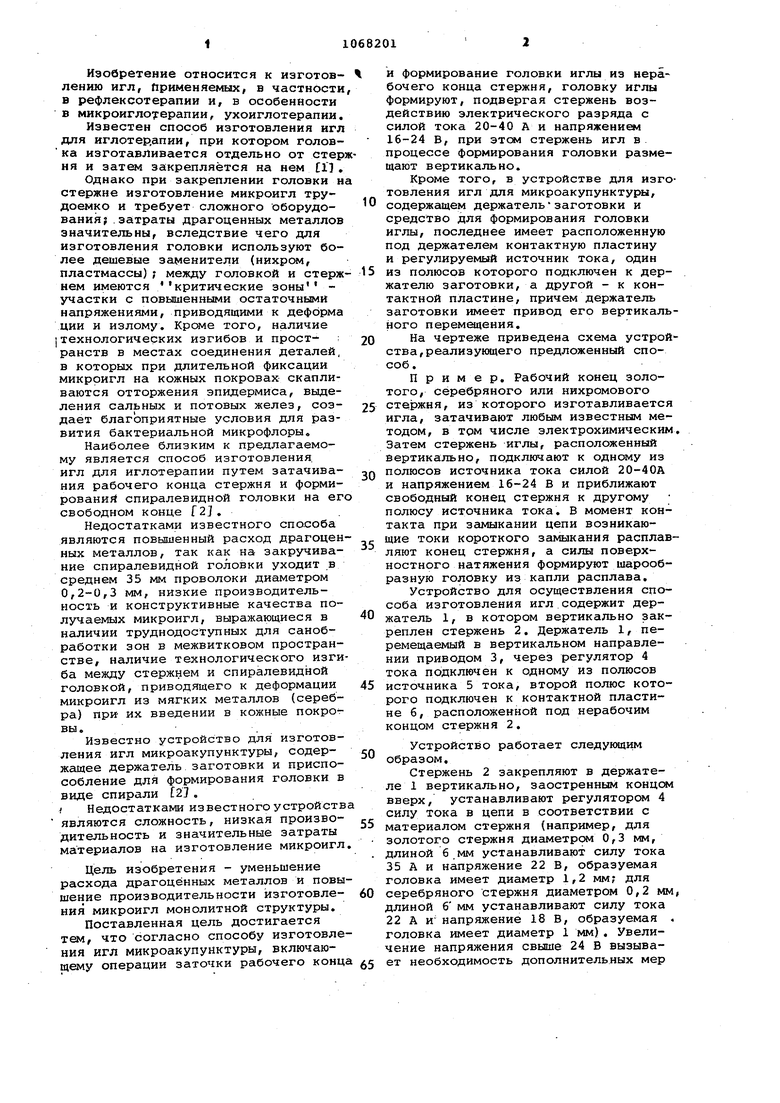

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ МИКРОИГЛ | 2003 |
|
RU2238077C1 |
| СПОСОБ СНИЖЕНИЯ ИЗБЫТОЧНОЙ МАССЫ ТЕЛА И КОРРЕКЦИИ ФИГУРЫ | 2008 |
|
RU2388454C1 |
| СПОСОБ СНИЖЕНИЯ ИЗБЫТОЧНОЙ МАССЫ ТЕЛА И КОРРЕКЦИИ ФИГУРЫ "ОРИГИТЕЯ" И ИГЛА ДЛЯ НЕГО | 2005 |
|
RU2336071C2 |
| СПОСОБ ПРОЛОНГИРОВАННОГО ВОЗДЕЙСТВИЯ НА АКУПУНКТУРНУЮ ИЛИ АКУПУНКТУРНЫЕ ТОЧКИ | 2008 |
|
RU2388453C1 |
| Устройство для иглотерапии | 1988 |
|
SU1672624A1 |
| ОБРАБОТКА ЩЕТИНОК | 2008 |
|
RU2476133C2 |
| СПОСОБ НОРМАЛИЗАЦИИ ОБМЕНА ВЕЩЕСТВ И КОРРЕКЦИИ ФИГУРЫ | 2008 |
|
RU2366402C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОВОЛЬТНОГО ЭЛЕКТРОДА | 2010 |
|
RU2452055C2 |
| ИНЪЕКЦИОННАЯ ИГЛА ОДНОКРАТНОГО ПРИМЕНЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2116804C1 |
| МИКРОИГЛА В ИНТЕГРАЛЬНОМ ИСПОЛНЕНИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2179458C2 |
1, Способ изготовления игл для микроакупунктуры, включающий операции заточки рабочего конца и формирование головки иглы из нерабочего конца стержня, отличающийс я тем, что, с целью уменьшения расхода драгоценных металлов и повышения производительности процесса, головку иглы формируют, подвергая стержень воздействию электрического разряда с силой тока 20-40 А и напряжением 16-24 В, гри этом стержень игл в процессе формирования головки размещают вертикально. 2. Устройство для изготовления игл для микроакупунктуры, содержащее держатель заготовки и средство для формирования головки иглы, о т Л ич ающе е с я тем, что, с целью экономии драгоценных металлов и повышения производительности, средство для формирования головки иглы имеет расположенную под держателем контакт-Щ ную пластину и регулируемый источник (Л тока, один из полюсов которого подключен к держателю заготовки, а другой - к контактной пластине, причем держатель заготовки имеет привод его вертикального перемещения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3856019, кл | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для изготовления изделий из проволоки | 1977 |
|
SU735362A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
