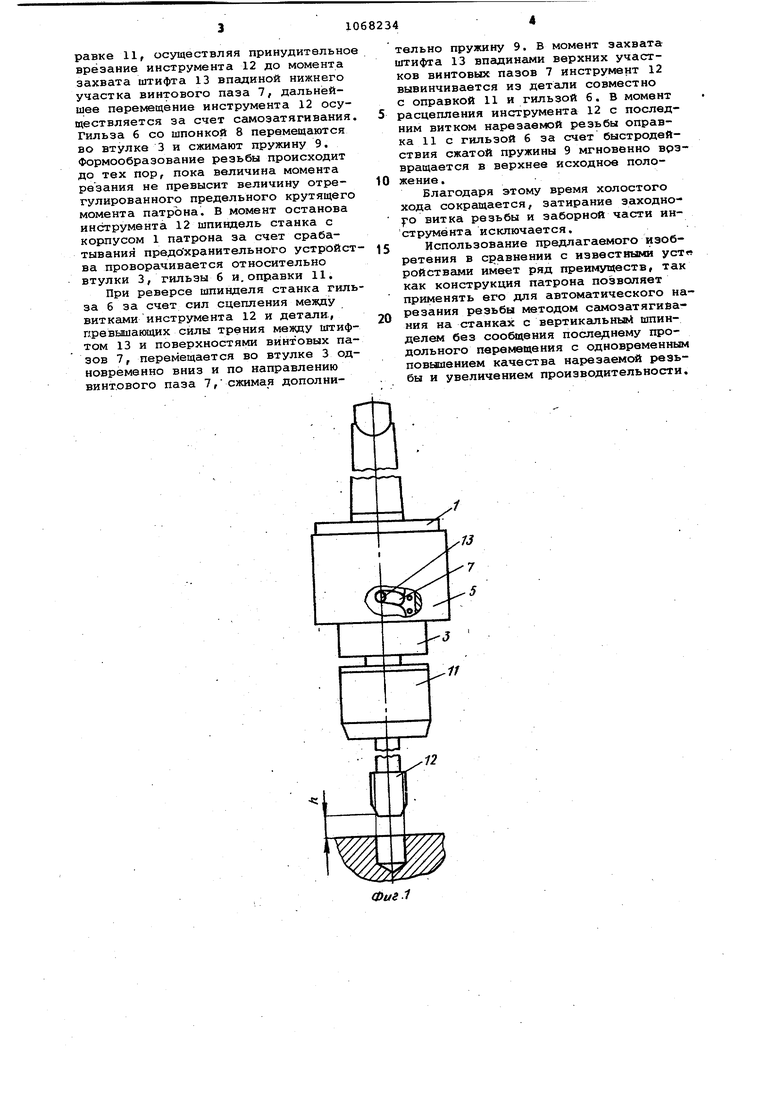
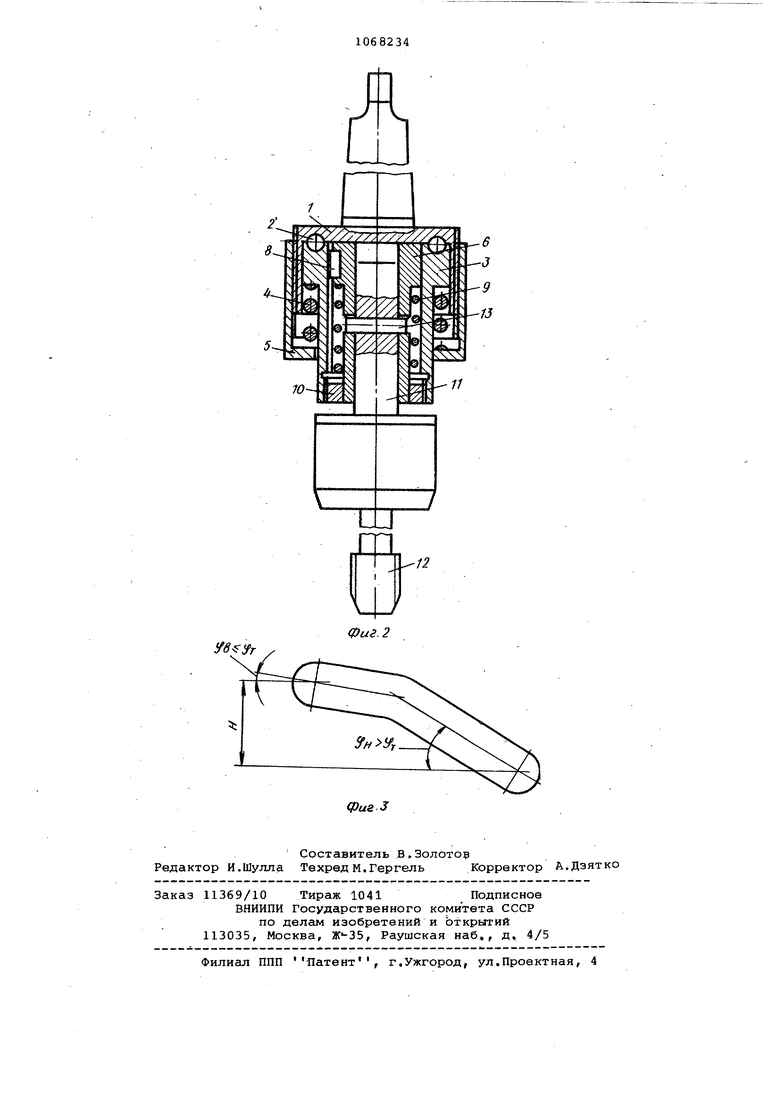
Изобретение относится к машиностроению, в частности к механической обработке, и может быть использовано . для автоматического нарезания резьб методом самозатягивания на станках с вертикальным итинделем. Известно устройство для нарезани резьбы методом самоэатягивания, содержащее корпус с винтовым пазом и подвижную втулку со штифтом, взаимодействунидим с этим пазом tl . Недостатком данного устройства является низкая производительность. Наиболее близким к изобретению по технической сущности является патрон для нарезания резьбы на станках с вертикальным шпинделем, содержащий корпус с подпружиненной гильзой, снабженной винтовыми пазами, с верхним и нижним участками, при этом угол подъема спирали верхнего участка винтового паза не больше угла трения, и установленной в ней с возможностью осевого перемещения оправ кой с цилиндрическим штифтом для вза имодействия с указанными винтовыми пазами 231. Недостатком известного устройств является низкая производительность из-за увеличения времени холостых хо дов при нарезании резьбы с подачей меньше шага резьбы. Целью изобретения является увели чение производительности резьбонарезания за счет сокращения времени, холостых ходов без сообщения шпинделю станка продольного перемещения. Указанная цель достигается тем, что в патроне для нарезания резьбы на станках с вертикальным шпинделем, содержащим корпус с подпружиненной гильзой, снабженной винтовыми пазами, с верхним и нижним участками, при этом угол подъема спирали верхнего участка винтового паза не больше угла тре.ния, и установленной ней с возможностью осевого перемещения оправкой с цилиндрическим штифтом для взаимодействия с указанными винтовьми пазами, угол подъема спира ли винтовых пазов образован касатель ной к поверхности винтового паза и плоскостью перпендикулярной к оси па рона, причем угол подъема спирали . нижнего участка винтового паза больше угла трения. На фиг. 1 изображен патрон, общи вид; на фиг. 2 - то же, разрез; на фиг. 3 - винтовой паз в развернутом виде. Патрон для нарезания резьбы содер жит. корпус 1, связанный шариками 2 предохранительного устройства с втул кой 3, поджатой пружиной 4. Усилие сжатой пружины 4 определяет передаваемый крутящий- момент и регулируется гайкой 5, Во втулке 3 установлена с возможностью осевого перемещения гильза б, снабженная винтовыми пазами 7, имеющими направление противоположное направлению нарезаемой резьбы. Рильза 6 удерживается от проворота шпонкой 8 и фиксируется в верхнем исходном положении пружиной 9, усилие поджатия которой регулируется гайкой 10. В гильзе б свободно установлена оправка 11 с инструментом 12, удерживаемая -в верхнем исходном положении силами трения между жестко связанным с ней цилиндрическим штифтом 13 и поверхностями винтовых пазов 7, угол vp подъема спирали которых образован касательной к поверхности винтового паза 7 и плоскостью, перпендикулярной к оси патрона и равен или меньше угла прения () между штифтом 13 и поверхностью винтового паза 7- Для ускоренного подвода оправки 11 с инструментом 12 к детали ниж:ний участок виНтового паза 7 выполнен с углом Ч подъема спирали больше угла if трения меж- ду штифтом 13 и поверхностью винтового паза 7. Для обеспечения надежной фиксации оправки 11 в исходном положении и быстродействия патрона длина рерхнего участка винтового паза 7 берется равной 1,5-2 диаметра штифта 13, Высота Н винтового паза 7 выбирается в зависимости от длины за- . еюрной части инструмента 12. Длина гильзы 6 и высота пружины 9 зависят от длины нарезаемой резьбы с учетом дополнительного,перемещения гильзы 6 при реверсе шпинделя станка. Патрон работает следующим образом. Корпусом 1 патрон устанавливается в шпиндель станка и сжатием пружины 4 путем вращения гайки 5 настраивается на требуемый предельный крутящий момент. Шпиндель с патроном подводится к детали с таким расчетом, чтобы зазор между деталью и рабочей частью инструмента 12 был меньше высоты Н винтового паза 7 на 1-1,5 шага нарезаемой резьбы. Шпинделю станка сообщается только вращательное движение. С началом вращения шпинделя оправка 11, преодолевая за счет инерционности силы трения меходу штифтом 13 и поверхностями винтовых пазов 7, соскальзывает вниз и инструмент 12 касается нарезаемой детали. Благодаря незначительной длине верхнего участка винтового паза 7 и действию гравитацио.нных сил время падения оправки 11 с инструментом 12 до нарезаемой детали значительно меньше времени, механического подвода инструмента к детали с подачей, равной шагу резьбы. В результате воздействия нижнего участка винтового паза 7 на штифт 13 последний передает крутящий момент оправке 11, осуществляя принудительно врезание инструмента 12 до момента захвата штифта 13 впадиной нижнего участка винтового паза 7, дальнейшее перемещение инструмента 12 осуществляется за счет самозатягивания Гильза 6 со шпонкой 8 перемещаются во втулке 3 и сжимают пружину 9. Формообразование резьбы происходит до тех пор, пока величина момента резания не превысит величину отрегулированного предельного крутящего момента патрона. В момент останова инструмента 12 шпиндель станка с корпусом 1 патрона за счет срабатывания предохранительного устройства проворачивается относительно втулки 3, гильзы 6 и.оправки 11.
При реверсе шпинделя станка гильза б за счет сил сцепления между витками инструмента 12 и детгши., превьЕиающих силы трения между штифтом 13 и поверхностями винтовых пазов 7, перемещается во втулке 3 одновременно вниз и по направлению винтового паза 7,сжимая дополнительно пружину 9. В момент захваташтифта 13 впадинами верхних участков винтовых пазов 7 инструмент 12 вывинчивается из детали совместно с оправкой 11 и гильзой б. В момент расцепления инструмента 12 с последним витком нарезаемой резьбы оправка 11 с гильзой 6 за счет быстродействия сжатой пружины 9 мгновенно врзвращается в верхнее исходное поло0жение .
Благодаря этому время холостого хода сокращается, затирание заходноfo витка резьбы и заборной части инструмента исключается.
Использование предлагаемого изоб5ретения в сравнении с известными уст« ройствами имеет ряд преимуществ, так как конструкция патрона позволяет применять его для автоматического нарезания резьбы методом сс мозатягиЁания на станках с вертикальный шпинделем без сообщения последнему продольного перемещения с одновременным повышением качества нарезаемой резьбы и увеличением производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТРОН ДЛЯ МЕТЧИКОВ | 1969 |
|
SU241942A1 |
| ПАТРОН ДЛЯ МЕТЧИКОВ | 1966 |
|
SU183571A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Головка для нарезания внутренней резьбы резцом | 1976 |
|
SU614910A2 |
| Способ нарезания внутренних резьб и устройство для его осуществления | 1985 |
|
SU1311877A1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Реверсивный резьбонарезной патрон | 1979 |
|
SU854603A1 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
| Самоустанавливающийся патрон | 1978 |
|
SU848165A1 |
| Предохранительный резьбонарезной патрон | 1985 |
|
SU1268303A1 |
ПАТРОН ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ на станках с вертикальным шпинделем, содержащий корпус с подпружиненной гильзой, снабженной винтовьоми паза-, ми, с верхним и нижним участками, при этом угол подъема спирали верхнего участка винтового паза не больше угла трения, и установленной в ней с возможностью осевого перемещения оправкой с цилиндрическим штифтом лля взаимодействия с указанными винтовыми пазами, отличающий ся тем, что, с целью повышения производительности резьбонарезания за счет сокращения времени холостых ходов, угол подъема спирали винтовых пазов образован касательной к поверхности винтового паза и плоскостью перпендикулярной к оси патрона, причем угол подъема спирали нижнего участка винтового паза больше угла трения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ДЕРЖАТЕЛЬ ДЛЯ РЕЗЬБОНАРЕЗНОГО ИНСТРУМЕНТА | 0 |
|
SU164771A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПАТРОН ДЛЯ МЕТЧИКОВ | 0 |
|
SU241942A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
