1
Изобретение относится к станкостроению.
Известна головка для нарезания .внутренней резьбы резцом по авт.св. Mb 3194221 У которсй механизм вращения шпинцеля выполнен в вице водила, соединенного со шпинаелем станка, а механизм подачи инструмента представляет собой храповую передачу.
Недостатком головки является то, что отсутствует возможность выбора величины рабочего эксцентриситета оправки, несушей резец, для получения оптимальных значений радиальных подач резца.кроме того, холостое перемещение шпинделя вы полняется при помощи .резьбовой копирной пары, что снижает производительност головки и ускоряет износ копирной пары.
Цель изобретения - увеличение производительности обработки и увеличение 1шапазона нарезаемых резьб.
Эго достигается тем, что предлагаемая головка снабжена полым валом и пальцем, эксцентрично размещенным в установленной с возможностью регулирования оправке, эксцентрично расположенной в полом валу, связанном с водилом, Копирная гайка выполнена разъемной в виде двух сегментов, а храповое колесо выполнено с внутренним зацеплением.
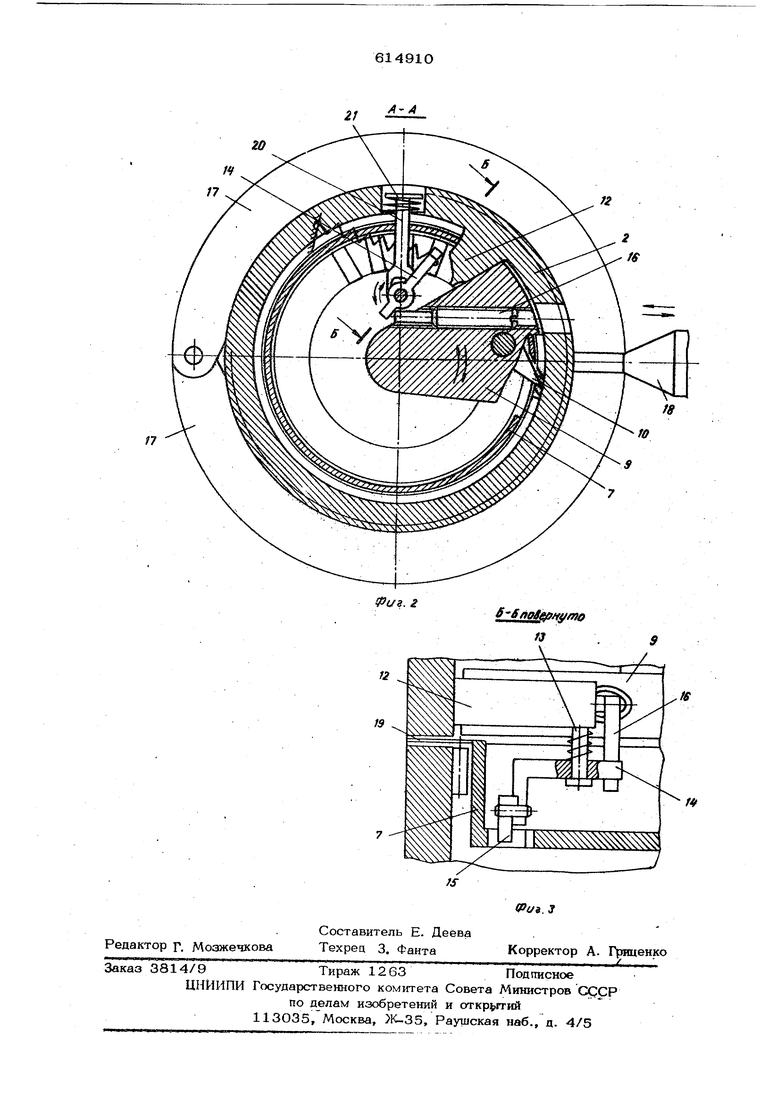
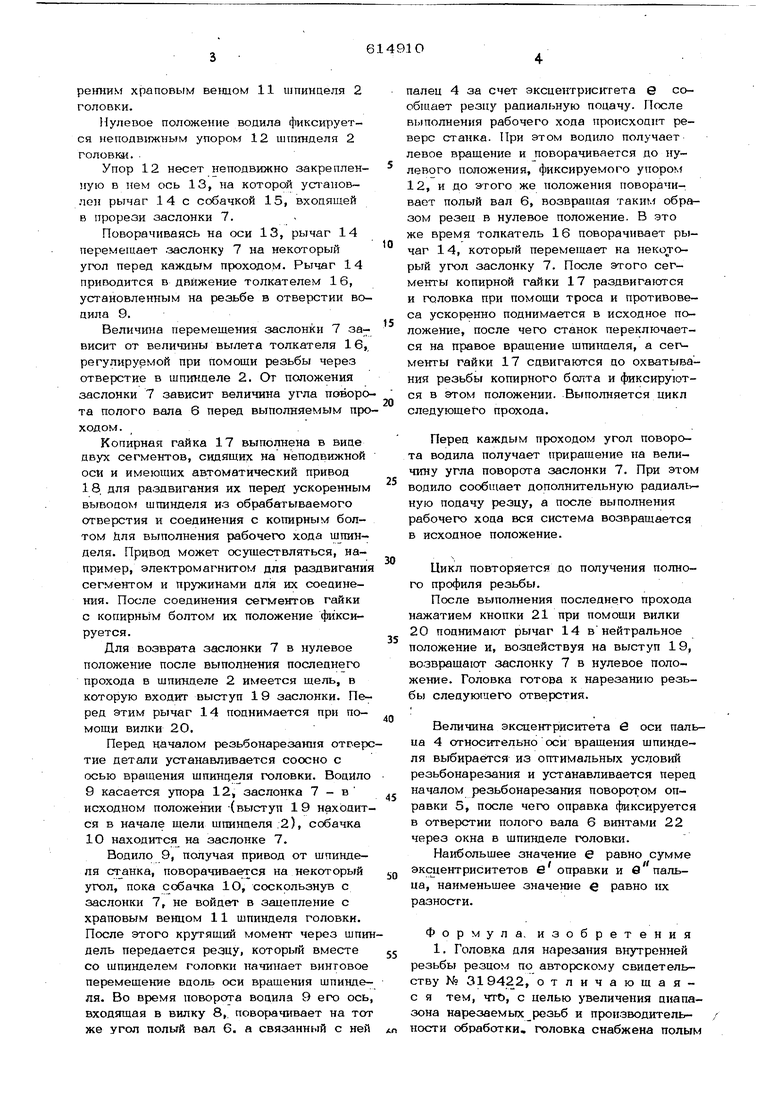
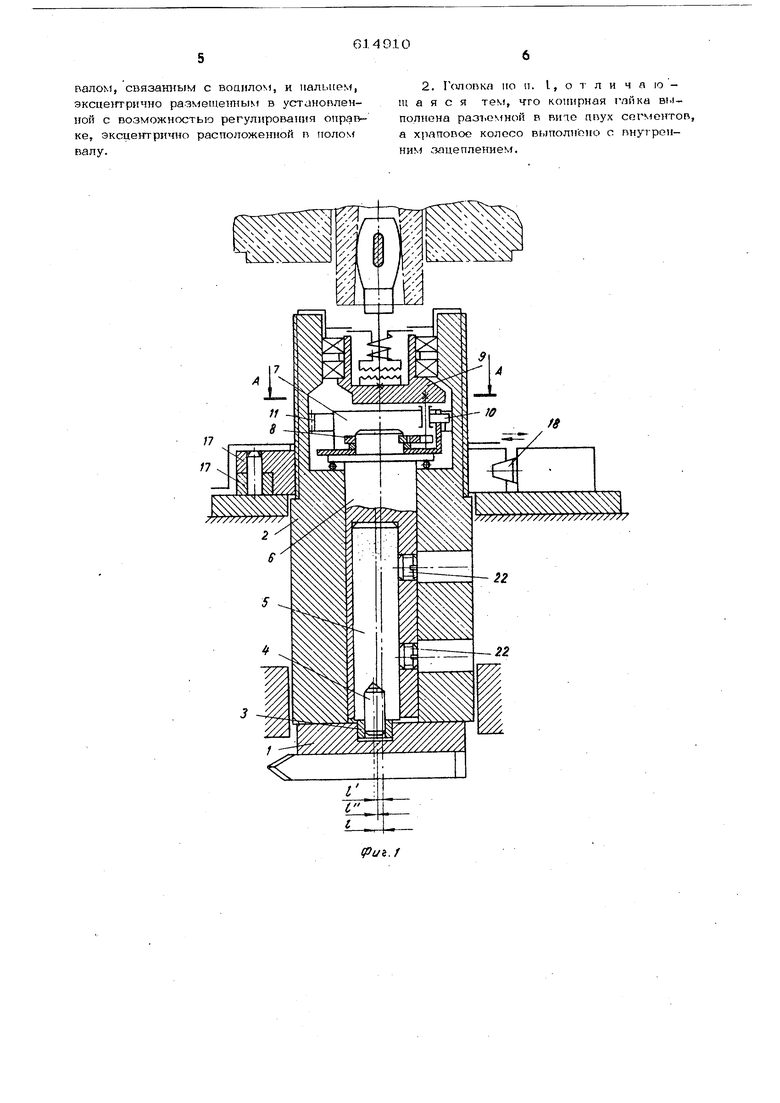
На фиг. 1 изображена кинематическая схема головки; на фиг. 2 - разрез А-А на фиг. li на фаг. 3 - разрез Б-Б на фиг. 2.
Обойма 1, несущая резец, установлена в направляющих щпинаеля 2 головки, направленных перпендикулярно оси вращения шпинделя в плоскости эксцентриситета. Обойма имеет поперечный паз, в котором перемещается сухарь 3, сидящий подвижно на пальце 4. Палец установлен неподвижно в оправке 5 с эксцентриситетом &.
Оправка установлена в полом валу 6 с эксцентриситетом в . Положение оправки в полом валу регулируется и фиксируется. Верхний конец полого вала имеет ось, 1Ю которой свободно поворачивается заслонка 7 и неподвижно закреплена вилка 8, в которой постоянно находится ось водила 9. НалОси водила установлена собачка 10, входящая в зацепление с внутренним храповым BGIOIOM 11 шпинцеля 2 головки. liyneaoe положение водила фиксируется неподв1гжным упором 12 штгаделя 2 головки.. Упор 12 несет неподвижно закрепленную в нем ось 13, на которой усп анов- лен рычаг 14с собачкой 15, входящей в прорези заслонки 7. Поворачиваясь на оси 13, рычаг 14 перемешает .заслонку 7 на некоторый угол перед каждым проходом. Рычаг 14 приЕх дится в движение толкателем 16, установленным на резьбе в отверстии водила 9. Величина перемещения заслонки 7 зависит от величины вылета толкателя 16, регулируемой при помощи резьбы через отверстие в шпинделе 2. От положения заслонки 7 зависит величина угла поворо та полого вала 6 перед выполняемым про ходом. Копирная гайка 17 выполнена в вице двух сегментов, сидящих на неподвижной оси и имеющих автоматический привод 18, для раздвигания их перед ускоренным вь водок щпинделя из обрабатываемого отверстия и соединения с копирным болтом йля выполнения рабочего хода шпинделя. Привод может осуществляться, например, электромагнитом для раздвигания сегментом и пружинами для их соединения. После соединения сегментов гайки с копирным болтом их положение фиксируется. Для возврата заслонки 7 в нулевое положение после выполнения последнего прохода в шпинделе 2 имеется щель, в которую входит выступ 19 заслонки. Перед этим рычаг 14 поднимается при помощи вилки 2О. Перед началом резьбонарезания отверс тие детали устанавливается соосно с осью вращения шпинцеля головки. Водило 9касается упора 12, заслонка 7 - в исходном положении -(выступ 19 находит ся в начале щели шпинделя.2), собачка 10находится на заслонке 7. Водило 9, получая привод от шпинделя станка, поворачивается на некоторый угол, пока собачка 1О, соскользнув с заслонки 7, не войдет в зацепление с храповым венцом 11 шпинделя головки. После этого крутящий момент через шпи дель передается резцу, который вместе со шпинделем головки начинает винтовое перемещение вдоль оси вращения шпинделя. Во время поворота водила 9 его ось входящая в вилку 8, поворачивает на тот же угол полый вал 6. а связанный с ней палец 4 за счет эксцентрис1ггета в сообщает резцу радиальную поцачу. После выполнения рабочего хода происходит реверс станка. При этом водило получает левое вращение и поворачивается до нулевого положения, фиксируемого упором 12, и до этого же положения поворачивает полый вал 6, возвращая таким образом резец в нулевое положение. В это же время толкатель 16 поворачивает рычаг 14, который перемещает на некоторый угол заслонку 7. После этого сегменты копирной гайки 17 раздвигаются и головка при помощи троса и противовеса ускоренно поднимается в исходное положение, после чего станок переключается на правое вращение шпинделя, а сепменты гайки 17 сдвигаются до охватывания резьбы копирного болта и фиксируются в этом положении. Выполняется цикл следующего прохода. Перед каждым проходом угол поворота водила получает приращение на величину угла поворота заслонки 7. При этом водило сообщает дополнительную радиал1 ную подачу резцу, а после выполнения рабочего хода вся система возвращается в исходное положение. Цикл повторяется до получения полного профиля резьбы. После выполнения последнего прохода нажатием кнопки 21 при помощи вилки 20 поднимают рычаг 14 внейтральное положение и, воздействуя на выступ 19, возвращают заслонку 7 в нулевое положение. Головка готова к нарезанию резьбы следующего отверстия. Величина эксцентриситета б оси пальца 4 относительно оси вращения шпинделя выбира€ тся из оптимальных условий резьбонарезания и устанавливается перед началом резьбонарезания поворотом оправки 5, после чего оправка фиксируется в отверстии полого вала 6 винтами 22 через окна в шпинделе головки. Наибольшее значение е равно сумме экс центриситетов в оправки и в пальца, наименьшее значение е равно их разносги. Формул а изобретения 1. Головка для нарезания внутренней резьбы резцом по авторскому свидетельству NO 319422, отличающаяся тем, что, с целью увеличения диапазона нарезаемых резьб и производительности обработки., головка снабжена полым
валом, связаттым с воанлом, и пальнем, эксце}гтрично размеще1шым в установленной с возможностью регулирования оправке, эксцентрично расположенной в валу.
2, FcvioBKa но п, I, о т л и ч а ю IU а я с я тем, чго коиирная гайка выполнена раз1. в внте цвух сегментов, а храповое колесо В(.шолноно с внугронним зацеплением.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ РЕЗЦОМ | 1971 |
|
SU319422A1 |
| Устройство для автоматического нарезания внутренней резьбы | 1972 |
|
SU477795A1 |
| Резьбонарезная насадка | 1983 |
|
SU1133050A1 |
| ПОЛУАВТОМАТИЧЕСКОЕ РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1972 |
|
SU339351A1 |
| Устройство для нарезания внутренних резьб | 1985 |
|
SU1340944A1 |
| Полуавтоматическая круглоделительная машина | 1983 |
|
SU1146176A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Автомат для нарезания резьбы метчиком | 1977 |
|
SU689796A1 |