:о :о
Oi
ел
со Изобретение относится к машиностр ению, а именно к переносному металло режущему оборудованию для нарезания резьбы в отверстиях под :крепежные. детали в металлических фундаментах в монтажных условиях, и может быть использовано в судостроении и судоремонте, химической и др. отраслях про г шленности. Известен переносной станок для . нарезания резьб, в корпусе которого размещены привод вращения шпинделя и механизм его осевого перемещения с шестерней подачи, закрепленной на корпусе, а также предохранительная муфта и расположенный параллельно шпинделю промежуточный вал, на котором установлена предохранительная муфта и который кинематически связан ползуном со шпинделем,Механизм подачи вьшолнен в виде размещенной на шпинделе кольцевой рейки, контактирующей с шестерней подачи, а на шпинделе выполнен винтовой паз, угол наклона которого не меньше угла трения LlJ . Указанный станок неудобен в обслу живании, так как процесс врезания метчика в обрабатываемое отверстие и создание необходимого усилия врезани осуществляются вручную, что требует навыков у обслуживающего персонала. Наиболее близким к изобретению является станок, снабженный установленной на приводном валу подающего элемента механизма подачи, выполненного в виде шестерни подачи, муфтой с обоймой и закрепленным на корпусе стопором для взаимодействия с обоймой, а установленная на шпинделе шес терня снабжена тормозом. Такое выпол нение станка повышает удобство его эксплуатации, так как механизируется процесс врезания .метчика 2j . Известньай станок имеет большие осевые размеры шпиндельного узла и требует регулировки муфты при проход вторым и третьим метчиками ксадплекта так как, если не уменьшить момент, они начинают нарезать свои нитки, не попадая в нитку первого метчика, что ведет к браку. Большие осевые размер шпиндельного узла не позволяют испол зовать станок для нарезания резьбы в нишах и зазорах при малой высоте меж ду ограничивающими поверхностями, на пример, между основанием установленного, на амортизаторах механизма и опорной плоскостью фундамента, Целью изобретения является уменьшение габаритов станка путем уменьше ния высоты шпиндельного узла. Цель достигается тем, что в переносном станке для нарезания резьбы, в корпусе которого размещены шпин-. дель, имеющий ВИНТОЕ ЭЙ паз, угол наклона которого .не меньше угла трения привод, вращения,шпинделя и механизм его осевой подачи, . выполненный в виц винтовой пары, взаимодействующей с подающим элементом механизма подачи, в корпусе выполнены винтовые пазы, а подающий элемент механизма подачи выполнен, в виде установленной в корпусе подпружиненной обоймы с н.аружными винтовыми шлицами для взаимодействия с винтовыми пазами корпуса. Кроме того, для повышения качества нарезания резьбы в труднообрабатываемых материалах наружные.винтовые шлицы на обойме выполнены с углом, наклойа и направлением винтовой линии, одинаковыми с углом наклона и напрарлением винтового паза шпинделя. Для обеспечения вазможкости зания резьбы комплектом метчиков на горизонтальных ; поверхностях ойрйма имеет свободный ход до упора в пружину, причем величина свободного хсща больше шага резьбы шпинделя. Для обеспечения поджима шпинделя пр1И нарезании резьбы комплектом метчиков на вертикальных и потолочных поверхностях, с целью попадания последующими метчиками комплекта в резьбовую нитку, нарезанную первым метчиком, между пружиной и обоймой установлена пружины малойжесткости, величина осевой деформации которых превышает свободный ход обоймы. На фит, 1 представлен переносной станок со шпиндельным узлом,, имеющим одну пружину врезания, общий вид; на фиг, 2 - то же, со шпиндельным узлом, имеющим пружины врезания и поджима. Станок состоит из корпуса 1, в котором размещены привод вращения (не показан) и шпиндельный узел с механизмом подачи 2, С привода вращения Движение передается на зубчатое колесо 3, взаимодействующее со шпинделем 4 посредством шпонки 5 входящей а винтовой паз б шпинделя 4, причём величина угла наклона паза .6 шпинде-ь ля 4 не меньше величины угла трения,) В верхней части шпиндельного узла 2 размещена обойма 7, соединенная с втулкой 8t неподвижно закрепленной в корпусе 1, шлицевым соединением 9. В обойме 7 закреплена гайка подачи 10, фиксируемая контргайкой 11, Гайка подачи 10 взаимодействует с винтовой нарезкой на наружном диаметре шпинделя 4. Щаг резьбы гайки подачи 10 и шпинделя 4 равны шагу нарезаемой резьбы. Между обоймой 7 и корпусом 1 расположена пружина врезания 12, В нижней части шпинделя закрепляется самоустанавливающийся патрон 13 с метчиком 14. В верхней части корпуса 1 соосно шпинделю 4 выполнен направляющий квадрат 15, которым корпус соединяется со станиной 16, имеющий крепежные винты 17, Для обеспечения попадания в нитку резьбы, нарезанную, первым метчиком последукмцих метчиков комплекта, обойма 7 имеет свободный ход Ь по шлицевому соединению 9 во втулке 8 корпуса 1, величина которог прев.ышает наибольший шаг нарезаемой резьбы. Для предварительного поджига метчиков к обрабатываемой конструкци при работе на вертикальных и потолоч ных поверхностях,что обеспечивает попадание последующих метчиков комплекта в резьбовую нитку первого метчика, между пружиной врезания 12 и обоймой 7 помещены пружины малой жесткости 18. Шлицевое соединение 9 обоймы 7 со втулкой В корпуса 1 мбжет выполняться винтовым, причем для компенсации влияния сил трения на качество нарезаемой резьбы направление и угол наклона винтового соединения 9 выпол няются одинаковыми с углом наклона , и. направлением винтового паза 6 шпин деля 4. Предлагаемый переносной станок ра ботает следующим образом. Станина 16 закрепляется за имеющи еся отверстия в установленнснл механизме 19 винтами 17. В обойму 7 уста кавливаются гайка 10 и шпиндель 4 с шагом,соответствующим шагу нарезаемой, резьбы, и фиксируются контргайко 11.Станок заводится направляющим квадратом 15 корпуса 1 в направлшощие станины 16 и фиксируется в нужном положении. Включается привод и приводится во вращение зубчатое колесо 3/ а через шпонку 5 - шпиндель 4. Ввертываюсь в гайку 10, шпиндель 4 перемещает метчик 14 к обрабатываемому отверстию. При упоре заборного конуса метчика 14 в край нарезаемого отверстия 20 прекращается осевое перемещение шпинделя и перемещается вверх обойма 7 с гайкой 10, сжимая пружину 12. При достижении усилия сжатия пружины 12 усилия врезания метчик 14 начинает вкручиваться в нарезаемое.отверстие 20 и перемещает за собой шпиндель 4, который вкручивается в гайку 16. Разница шагов нарезаемой метчиком резьбы и пары гайка 10 - шпиндель 4 компенсируется осевым перемещением обоймы 7 относительно неподвижной втулки 8 корпуса 1 по шлицевому соединению 9 и дополнительной деформацией пружины 12,что обеспечивает необходимую то ность шага нарезаемой резьбы. Реверсированием привода метчик 14выключается из отверстия 20. При нарезании резьбы комплектом метчиков последующие метчики комплекта также упираются в край нарезаемого отверстия под деЯствием сил веса шпинделя 4, патрона 13 и метчика 14, которых недостаточно для самопроизвольного врезания метчика. Поэтому при вращении перемещаются вверх обойма 7 с гайкой 10. Так как для попадания второго последующего метчика комплекта в резьбовую нитку, нарезанную перВЕлм метчиком, достаточно одного оборота,. то перемещение обоймы вверх не превысит шага нарезаемой резьбы Поскольку величина свободного хода h обоймы 7 больше шага нарезаемой резьбы, то второй и последующие метчики попадут в резьбовую нитку первого метчика раньше, чем обойма 7 упретсяс в пружину 12 и начинается врезание метчика в новой точке. За счет этого обеспечивается надежное попадание ниток метчиков комплекта в резьбу, нарезанную первым метчиком. Как и при нарезании резьбы первым метчиком, разница в шагах метчика и резьбовой шпиндельной пары механизма подачи ксяютенсируется осевым перемещением обоймы 7 по шлицам втулг ки 8. При установленных прижимных пружинах 18 малой жесткости в процессе врезания первого метчика комплекта обойма 7 перемещается вверх на величину хода h . Так каК величина осевой деформации пружин 18 больше кода h г то врезание мётчика начнется не раньше, чем обойма 7 переместится На всяо величину свободного ходаh . Шлицы обоймы 7. упрутся в пружину 12 и сдеформируют ее до достижения усилия врезания. В дальнейшем процесс нарезания резьбы первьм метчиком осуществляется как и в предыдущем случае. При проходе вторым и последующими метчиками комплекта силовое замыкание заборного конуса инструмента 14. в край нарезаемого отверстия осуществляется пружинами малой жесткости 18 вместо сил веса шпинделя, патрона и инструмента, что позволяет-осуществлять обработку комплектом метчиков отверстий, расположенных на вертикаль-ных и потолочных плоскостях. При нарезании резьбы в высокопрочных и вязких сталях и сплавах возрастает величина прикладываемого крутящего момента при обработке и врбза- НИИ, что вызывает появление повышенных сил трения, в том числе и на прямых шлицах шлицевого соединения 9, величина которых возрастает до такой величины, что препятствует осевому. перемещению обоймы 7 с гайкой 10 и вызывает подрезание ниток нарезаемой резьбы. Выполнение шлицевого соединения 9 обоймы 7 с втулкой 8 корпуса 1 винтовым с направлением и углом наклона, одинаковыми направлению и углу наклона винтового паза шпинделя, устраняет относительный разворот шпинделя 4 относительно гайки 10 при осевом перемещении обоймы 7, и позволяет уменьшить величину сил трения и их влияние на осевое колебание обоймы7, Компенсирующее разность шагов инструменту и винтовой пары механизма пода1и 2 Ч;шпинделя 4 с гайкой 10) .
Это позволяет получить качественную резьбу во всех марках материалов, в том числе и труднообрабатываемых.
Выполнение механизма подачи в виде обоймы, соединенной со втулкой корпуса и несущей гайку, взаимодействующую с винтовой нарезке шпинделя, и пружин, размещенных между корпусом и обоймой, позволяет уменьшить высоту шпиндельного узла и всего станка, что
обеспечивает механизированную обработку резьбовых отверстий в фундаментах при установленном на нем на амортизаторах оборудовании, поместив станок в зазор под амортизатор между фунда-. ментом и монтируемым механизмом. Это исключает демонтаж и повторную погрузку, установку, выверку и монтаж узлов, оборудования, агрегатов, закрепленных на фундаментах.
Г9
б
fff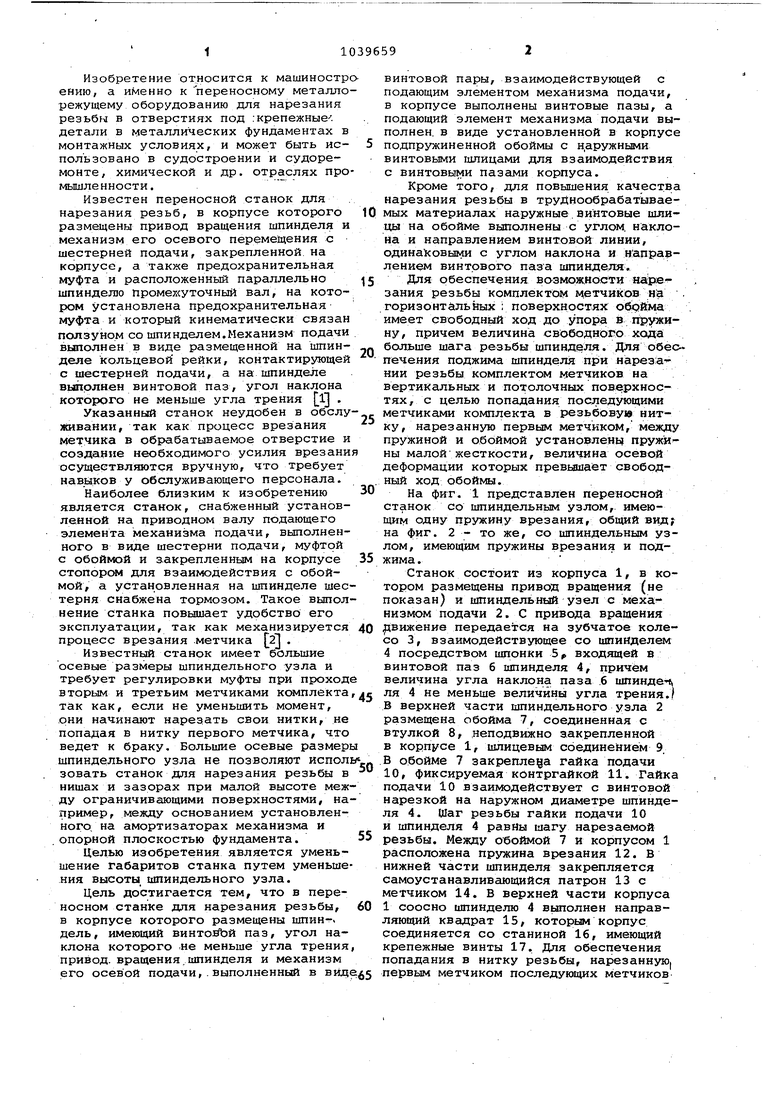

| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной станок для нарезания резьбы | 1979 |
|
SU874286A2 |
| Переносной станок для нарезания резьбы | 1978 |
|
SU770691A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1967 |
|
SU205507A1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Шпиндельный узел сверлильного станка | 1982 |
|
SU1093427A1 |
| Переносной сверлильный станок | 1982 |
|
SU1115862A1 |
| Шпиндельный узел сверлильного станка | 1989 |
|
SU1645074A1 |
| ПРЕДОХРАНИТЕЛЬНЫЙ РЕЗЬБОНАРЕЗНОЙ ПАТРОН | 1991 |
|
RU2032503C1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |

1 ЦЕРЕНОСНОЙ СТАНОК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ,в корпусе которого размещены шпиндель с винтовым пазом, угол наклона которого не меньше угла трения, привод вращения шпинделя и механизм его осевой подачи, выполнен,ный в виде винтовой пары, взаимодей- ствующей с подающим элементом механиз ма подачи, отличающийся тем, что, с целью уменьшения габаритов станка путем уменьшения высоты шпиндельного узла, в корпусе выполне-, ны винтовые пазы, а подающий элемент механизма подачи выполнен в виде ус,тановленной в корпусе подпружиненной обоймы с наружными винтовыми шлицами для взаимодействия с винтовыми пазами корпуса, 2, Станок по п,1, о т л и ч а ющ и и с я тем, что, с целью повышения качества нарезания резьбы в труднообрабатываемых материалах , наружные винтовые шлицы на обойме выполнены с углом наклона и направлением винтовой линии одинаковыми с углом наклона и направлением винтового паза шпинделя.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
