Изобретение относится к обработке металлов резанием, а именно к сверлильно-резьбонарезным станкам, и может быть исЬользовано в судостроении, маиганостроении и других отраслях народного хозяйства. Из вестен переносной станок для нарезания резьбы, содержащий корпус в котором размещены привод вращения гтшинделя и привод его осевого перемещения с шестерней подачи, закрепленной на корпусе, а также предохранительную муфту и расположенный параллельно шпинделю промежуточный вал, на котором установлена предохранительная Л1уфта и который кинематически связан ползуном со шпинделем.. Механизм подачи выполнен в виде размещенной на шпинделе кольцевой рейки, контактирующей с тесте ней подачи, а;на ыпинделе выполнен винтовой паз, угол наклона которого не меньше угла трения (Д Недостатком данного станка являются невысокие технологические возможности вследствие невозможности свепления -отверстий. Наиболее близкой к предлагаемой является сверлильная головка с автоматической подачей, содержащая шпиндель с винтовой нарезкой и шлицами, зубчатое колесо, установленное на винтовой нарезке, и зубчатое колесо, установленное на 1илицах, I соединенныес двигателем, кулачкову муфту в кинематической цепи вращения зубчатого колёса с винтовой нарезкой, коробку скоростей 2 . Недостатком такой сверлильной r ловки является невозможность нарезания резьб, что ограничивает ее технологические возможности и снижает производительность обработки отверстий. Целью изобретения является расширение технологических возможное.тей станка. Поставленная цель достигается тем, что в переносном сверлильнорезьбонарезном станке, в корпусе которого размещены и связаны между собой кинематически реверсивный дви гатель , коробка скоростей, кулачковая муфта и шпиндель с винтовой нарезкой и винтовыми пазами, причём, с винтовой нарезкой и винтовыми пазами взаимодействуют ,зубчатые колеса, винтовые пазы ршинделд выполнены с направлением, совпадающим с направлением винтовой нарезки на шпинделе, которая выполнена несамотормозящейся, причем станок снабжен установленной в кинематической цепи зубчатого колеса, взаимодействующего с винтовой нарезкой шпиндел ускоряющей передачейс подпружиненным стопором, имеющим механизм регулирования усилия стопорения, выполненный в виде пружины и винтовой пары. Такое выполнение станка повышает его производительность при обработке регзьбовых отверстий, так как расширяются его технологические возможности, что позволяет с одной установки станка производить сверление отверстия и нарезание резьбы и исключить непроизводительные затраты времени на переустановку. Кроме того, сокращается номенклатура станков и затраты труда на переноску и устааовку станков. На чертеже показана кинематическая схема станка. Станок содержит шпиндель 1., на наружной поверхности которого выполнены левая винтовая несамотормозящаяся нарезка а и левые винтовые шпоночные пазы Ъ , угол подъема которых меньше прямого угла на вели- чину, превышающую угол трения, зубчатое колесо 2, установленное на винтовой нарезке а и зубчатое колесо 3, установленное на винт-овых пазах- Ь , при этом зубчатые-колеса 2 и 3 установлены на-подшипниках 4 в корпусе 5 станка. Зубчатое колесо 2 входит в зацепление через шестерню 6, установленную на подшипниках 7 в корпусе 5, с шестерней 8, установленной на подшипниках 9. Шестерня 8 жестко соединена с полумуфтой 10 кулачковой муфты (не обозначена) , сцепляемой с кулачковой полумуфтой 11 подвижно, в осевом направлении, соединенной с ведущим промежуточным валом 12. На валу 12 жестко закреплена шестерня 13 с подшипниками 14, которая входит в зацепление через промежуточную шестерню 15, установленную в корпусе 5 на подшипниках 16, с зубчатым колесом 3. Число зубьев шестерен 8 и 13 и зубчатых колес 2 и 3 выбирается таким, чтобы передаточное отношение между зубчатым колесом 2 и зубчатым колесом 3 было. больше единицы. На валу 12 жестко закреплено зубчатое колесо 17, которое /входит в зацепление с шестерней 18, установленной в корпусе 5 на подшипниках 19. На валу шестерни 18 жестко закреплена.шестерня 20, входящая в зацепление с шестерней 21, установленной на шлицах 22, выполненных на валу шестерни 8. Зубчатое колесо 17 и шестерни 18, 20 и 21 образуют ускоряющую передачу, число зубьев колес ускоряющей передачи выбирается таким, чтобы передаточное отношение между зубчатым колесом 17 и шестерней 21 было меньше единицы. Промежуточный вал 12 жестко соединен с водилом 23, являющимся выходным элементом двухскоростной планетарной коробки скоростей (необозначена, содержащей зубчатые венды 24 и 25, поочередно соединяе мые с помощью рукоятки 26 через ку лачковую муфту 27 с корпусом 5. Ве цы 24 и 25 входят в зацепление чер двухвенцовые сателлиты 28, установ ленные на подшипниках- 29,в водиле с центральной вал-шестерней 30, со единенной с реверсивным пневмодвигателем 31. Полумуфта 11 установле на на валу 12 с возможностью перемещения с помощью управляющего рычага 32, установленного в корпусе 5 на шарнире 33 и соединенного с полумуфтой 11через кулису 34, Шес терня 21 имеет возможность перемещения по шлицам 22 с помощью рычага 35, установленного в корпусе 5 на шарнире 36 и соединенного с шестерней 21 через кулису 37. В корпусе 5 установлен на шлица 38 стопор 39, входящий в зацеплени с шесзтерней 8. Стопор 39 имеет мех низм регулирования усилия стопорения, выполненный в виде пружины 40 и соединенный со стопором 39 винта 41. Передаточные числа кинематическ цепей вращения зубчатых колес 2 и подбираются так, чтобы частота вра щения колеса 2 превьиала частоту вращения колеса 3 и при вращении колеса 2 через ускоряющую передачу из шестерен 18, 20 и 21 осущест влялась подача на оборот шпинделя .равная наибольшему шагу из ряда нарезаемых станком резьб. Разница в частотах вращения зуб чатых колес 2 и 3, установленных на левой винтовой нарезке о и пазах b вызывает осевое перемещение и вращение шпинделя 1 относительно зубчатых колес 2 и 3. Частота вращения шпинделя 1 определяется из выражения п. iH-t где tl2 гП - частота-вращения зубчатых колес 2 и 3; t Лз- шаг левой винтовой нарезки и шаг левых винто вых пазов шпинделя 1. Величина осевой подачи итинделя на один его оборот определяется из выражения ЬлЬ7.) Сверлильно-резьбонарезной стано работает следующим образом. Станок закрепляется на обрабатываемом изделии (не показано). Пр высверливании отверстий в высокопрочных материалах, а также резьбонарезании устанавливается максимальное передаточное число планетарной коробкискоростей. Для этого рукояткой 26 через кулачковую муфту 27 зубчатый венец 25 соединяется с корпусом 5, Вращениемвинта 41 стопор 39 выводится из зацепления с шестерней 8, поворотом 32 полумуфты 10 и 11 расцепляются. Для осуществления быстрого подвода шпинделя Iк обрабатываемому изделию поворотом рычага 35 шестерня 21 вводится в зацепление с шестерней 20. При включении реверсивного двигателя 31 правое вращение передается через вал-шестерню 30, сателлиты 28 и зубчатый венец 25 водилу 23 вместе с промежуточным валом 12. От вала 12 правое вращение передается через ускоряющую передачу из шестерен 18, 20 и 21 шестерне 8 и далее через шестерню 6 зубчатому колесу 2, а также Через шестерни 13 и 15 зубчатому колесу 3 вместе с итинделем 1. При этом зубчатое колесо 2 вращает.ся с максимальной частотой, превышающей частоту вращения колеса 3, что обеспечивает ускоренную подачу шпинделя 1. После быстрого подвода: шпинделя 1 пово1Х)том рычага 35 шестерня 21 выводится из зацепления с шестерней 20, при этом зубчатое колесо 2, шпиндель 1 и зубчатое колесо 3 вращаются с одинаковой частотой, что приводит к прекращению подачи шпинделя 1. ,Цля осуществления рабочей подачи шпинделя 1 поворотом рычага 32 сцепляются полумуфты 10 и 11. Правое вращение от вала 12 передается- ч.ерез полумуфты 10 и 11 и шестерни 8 и 6 зубчатому колесу 2, которое вращается с частотой, больше частоты вращения колеса 3, но с меньшей, чем при получении вращения через ускоряющую передачу из шестерен 18, 20 и 21. При меньшей частоте вращения колеса 2 соответственно осуществляется меньшая подача на оборот пшинделя 1. С этой величиной подачи осугчествляется рабочая подача шпинделя 1 и производится сверление отверстий. По окончании сверления полумуфть 10 и IIповоротом рычага расцепляются, что приводит к прекращению подачи шпинделя 1 при продольном его вращении, при этом происходит зачистка отверстия. Отвод шпинделя 1 осуществляется винтом 41 механизма регулирования усилия стопорения,при вращении которого стопор 39 вводится взацепление с шестерней 8. Усилие стопорения по мере сжатия пружины 40 плавно увеличивается и при достижении величины, необходимой для отвода шпинделя 1, происходит остановка шестерен 8. .и б и зубчатого колеса 2, что обеспечивает плавное включение обратной подачи на оборо шпинделя 1 с величиной t , равной шагу винтовой нарезки q . При возмо ном упоре шпинделя 1, например, в обрабатываемую i деталь и прекра щении осевогоJ перемещения шпинделя 1 стопор 39i сжимает пружину 40 и. выходит из зацепления с шестерней 8 при этом шестерни 8 и 6 и зубчатое колесо 2 начинают свободно вращатьс что предохраняет станок от перегруз ки. Подготовка станка к резьбонаре занию производится аналогично подготовке к сверлению. Поворотом рычага 35 шестерня 21 вводится в заг;епление с шестерней 20, полумуЛты 10 и 11 расцеплены.ПРИ включении реверсивного дви.гателя 31 правое вращение передается зубчатому колесу 3 со шпинделем 1 и -ускоренное правое вращение зубчато.му колесу 2 Максимальная разница в частотах вра щения зубчатых колес 2 и 3 вызывает ускоренное перемещение шпинделя 1 с инструментом по направлению к о рабатываемому отверстию с величиной подачи на оборот шпинделя 1, равной наибольшему шагу из ряда нарезаемых станком резьб, что обеспечивает врезание инструмента без подрезани первых витков резьбы при нарезании всех резьб ряда. С ускоренной .подачей шпинделя происходит врезание инструмента, .после врезания инструмента поворотом рычага 35 шестерня 21 выводится из зацепления с шестерней 20. Дальнейшее нарезание резьбы происходит самозатягиванием инструмента. При этом несамотормозящаяся винтовая нарезка О позволяет зубча TOt-iy колесу 2 свободно вращаться под действием осевого перемещения шпинделя 1„ Винтовые шпоночные пазы Ъ создают осевое усилие, компенсирующее осевое усилие от сил трения в винтовых нарезке а и пазах h , препятствующее самозатягиванию шпинделя 1 и являющееся причиной подрезания витков резьбы. Отвод шпинделя 1 и выкручивание инструмента осуществляется при левом вращении двигателя 31. Нарезание резьбы в глухих отверстиях производится аналогично, но прИ использовании предохранительного патрона (не показан). Таким образом, предложенный переносной сверлильно-резьбонарезной станок позволяет с одной установки станка производить высверливание отверстий и нарезание резьбы, что повышает производительность при обработке резьбовых отверстий за счет .исключения вспомогательного времени на установку резьбонарезного станка на место сверлильного, а также повышает удобство пользования станком за счет применения для сверления rf резьбонарезания одного станка и iуменьшения затрат тр.уда На переноску , и установку станков. По сравнению с базовым объектом, которым является машина пневматическая универсальная, УПМ-1,5, изобретение имеет следующие преимущества:упрощается конструкция станка за счет того, что сверление и нарезание резьбы производится без использования сменных головок повышается производительность за счет осуществления автоматической подачи шпинделя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельный узел сверлильного станка | 1982 |
|
SU1093427A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Токарный станок | 1978 |
|
SU994118A2 |
| Металлорежущий станок | 1981 |
|
SU1053989A1 |
| Шпиндельный узел сверлильного станка | 1989 |
|
SU1645074A1 |
| Рельсосверлильный станок | 1989 |
|
SU1712517A1 |
| Переносной сверлильный станок | 1982 |
|
SU1115862A1 |
| Переносной станок для нарезания резьбы | 1978 |
|
SU770691A1 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
| Токарный автомат | 1973 |
|
SU487714A1 |
ПЕРЕНОСНОЙ СВЕРЛИЛЬНО-РЕЗЬБ0НАРЕЗНОЙ СТАНОК, в корпусе которого размещены и связаны между собой кинематически реверсивный двигатель, коробка скоростей, кулачковая муфта и шпиндель с вивв-овой нарезкой и винтовыми пазами, причем с винтовой нарезкой и винтовыми пазами взаимодействуют зубчатые колеса, отличающийся тем, что, с целью расширения технологических возможностей, винтовые пазч шпинделя выполнены с направлением, совпадающим с направлением винтовой, нарезки на шпинделе, которая выполнена несамотормозящейся, причем станок снабжен установленной в кинематической цепи зубчатого колеса, взаимодействующего с винтовой нарезкой шпинделя, ускоряющей переда:чей с подпружиненным стопором.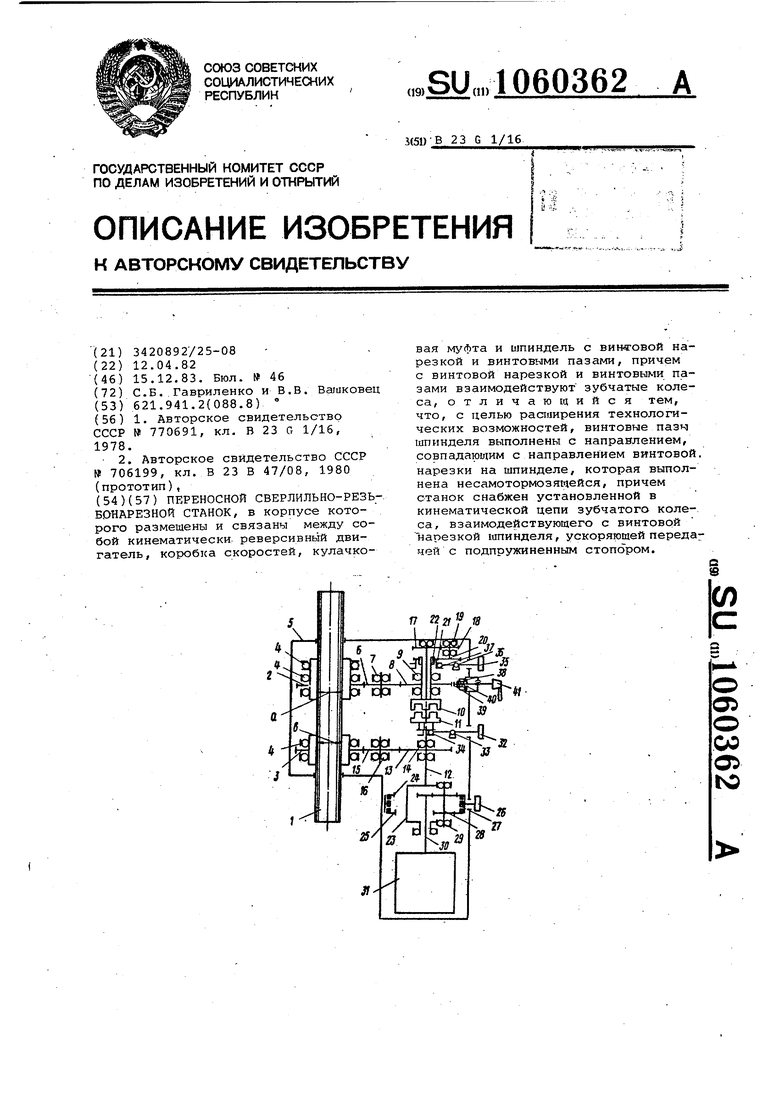
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сверлильная головка с автоматической подачей | 1978 |
|
SU706199A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
