ных диаметров с одинаковым шагом, повышение качества нарезания резьбы а счет уменьшения трения метчика и обрабатываемой поверхности и улучшения условий стружкоотвода. Метчик 1 устанавливают под углом ( к оси обрабатываемого отверстия 2 детали 3, со- собщают ему вращение V и осевое перемещение S, По мере ввинчивания метчика 1 нижняя резьбовая часть первого пера и верхняя резьбовая часть третьего пера выполняют черновое резьбо- нарезание, затем метчик 1 поворачивают так, чтобы его ось совпала с осью обрабатываемого отверстия 2, затем метчик устанавливают в плоскости, перпендикулярной плоскости первоначального положения, на угол (f . Затем осуществляют вывинчивание метчика 1 (VQ, Sp), при этом верхняя резьбовая часть второго пера и нижняя резьбовая часть четвертого пера выпол
. 1
Изобретение относится к металлообработке и может быть использовано в станках для нарезания внутренних резьб метчиками,
Цель изобретения - повьш1еиие сро- ка службы метчика за счет обеспечени возможности смены рабочих зон инструмента, расширение технологических возможностей за счет обработки резьбы, различных номинальных диаметров с одинаковым шагом, повьш1ение качества нарезания резьбы за счет уменьшения трения метчика и обрабатываемой поверхности и улучшения условий стружкоотвода.
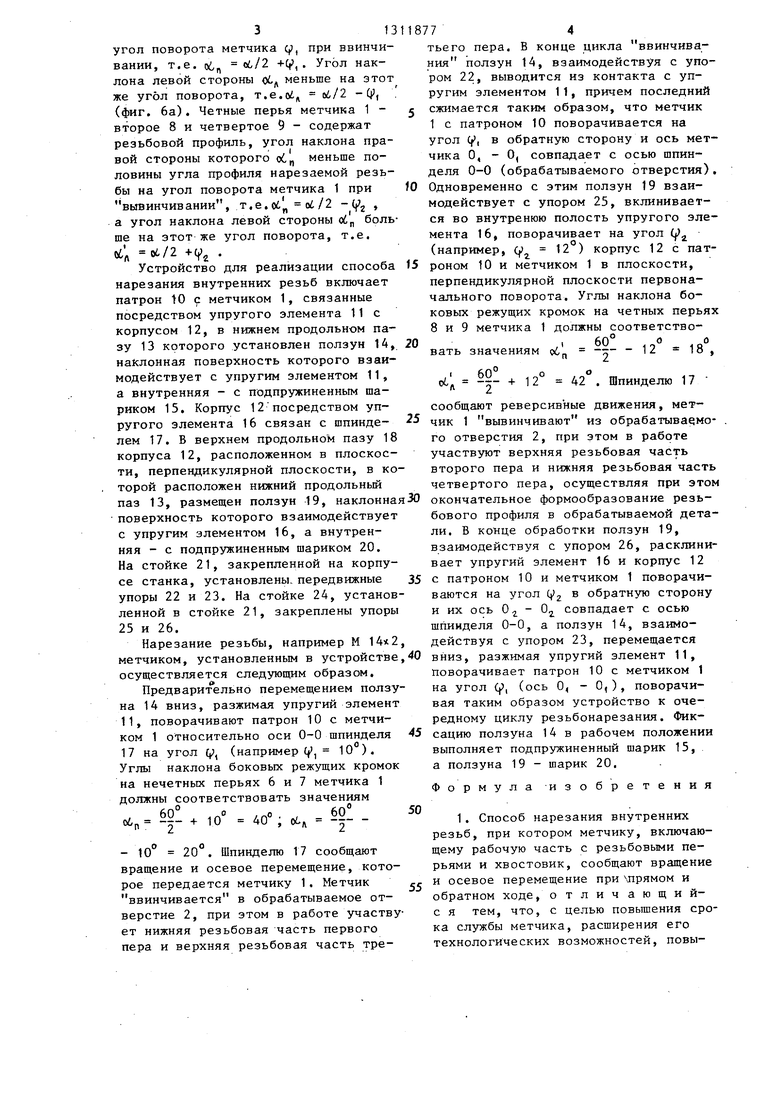
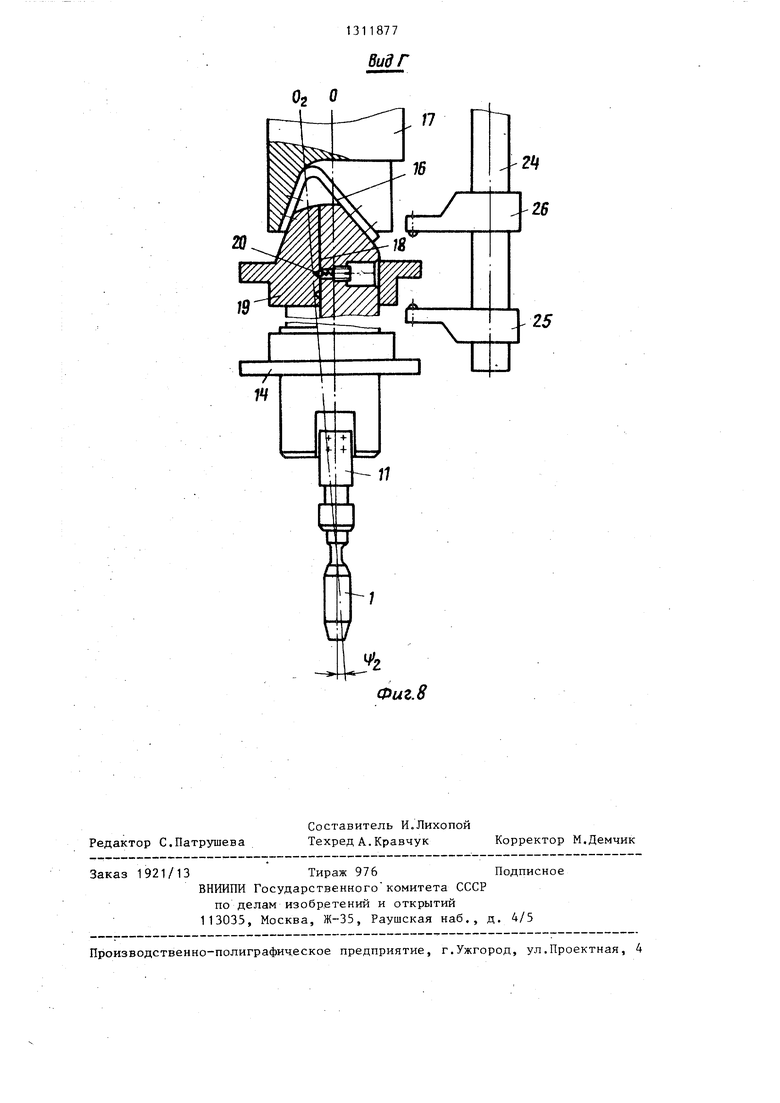
На фиг. 1 показана схема осуществления способа нарезания резьбы; на фиг, 2 - сечение А-А на фиг. 1 б; на фиг, 3 - сечение Б-Б на фиг. 1е; на фиг, 4 - метчик для осуществления способа, общий вид; на фиг. 5 - разрез В-В на фиг. 3; на фиг, 6 (а,б) - профиль резьбы метчика соответственно на четных и нечетных перьях мет- чика; на фиг, 7 - конструкция устройства для реализации способа на фиг, 8.- вид Г на фиг. 7.
Метчик 1 устанавливают под углом 9, к оси обрабатываемого отверстия 2
няют чистовое резьбонарезание. Метчик 1 для осуществления способа выполнен следующим образом. Нечетные перья содержат резьбовой профиль, угол наклона правой стороны которого больше половины угла профиля нарезаемой резьбы на угол поворота метчика (5 . Угол наклона левой стороны меньше на этот же угол поворота. Четные перья содержат профиль, угол наклона правой стороны которого меньше половины угла профиля нарезаемой резьбы на угол if , а угол наклона левой стороны больше на этот же угол поворота. Устройство для реализации способа включает патрон с метчиком, связанные посредством упругого элемента с корпусом, в продольном пазу которого установлен ползун, наклонная поверхность которого взаимодействует с упругим элементом, а внутренняя с шариком, 2 с,п. ф-лы, 8 ил.
детали 3, со общают ему вращение V и осевое перемещение S (фиг, 1а), По мере ввинчивания метчика 1 в обрабатываемое отверстие 2 детали 3 нижняя резьбовая часть первого пера и верхняя резьбовая часть третьего пера выполняют черновое резьбонареза- ние, затем метчик 1 поворачивают на угол С, (вектор S,) так, чтобы его ось совпадала с осью обрабатываемого отверстия 2„ после чего метчик 1 устанавливают в плоскости (фиг. 1 г), перпендикулярной плоскости первоначального положения, на угол ( (вектор 8„, фиг. 1д) , превьшзающий угол Lpi, Затем осуществляют вьшинчива- ние метчика 1 (вектор V, 8д,фиг.1е, 3) из обрабатываемого отверстия 2 детали 3, при этом верхняя резьбовая часть второго пера и нижняя резьбовая часть четвертого пера выполняет окончательное (чистовое) резьбонарезание. Метчик 1 для осуществления способа содержит хвостовик А и рабочую часть 5 (фиг, 4). Нечетные перья метчика 1- первое 6 и третье 7 - содержат резьбовой профиль, угол наклона правой стороны которого (/р больше половины угла профиля нарезаемой резьбы об на
угол поворота метчика с, при ввинчивании, т.е. о,„ «6/2 +0,. Угол наклона левой стороны Х,д меньше на этот же угол поворота, т.е.Ы. oi/2 - ф, (фиг. 6а). Четные перья метчика 1 - второе 8 и четвертое 9 - содержат резьбовой профиль, угол наклона правой стороны которого ot меньше половины угла профиля нарезаемой резьбы на угол поворота метчика 1 при вывинчивании, т.е. об „ 06/2 - (jJj , а угол наклона левой стороны ой„ больше на этот же угол поворота, т.е.
Устройство для реализации способа
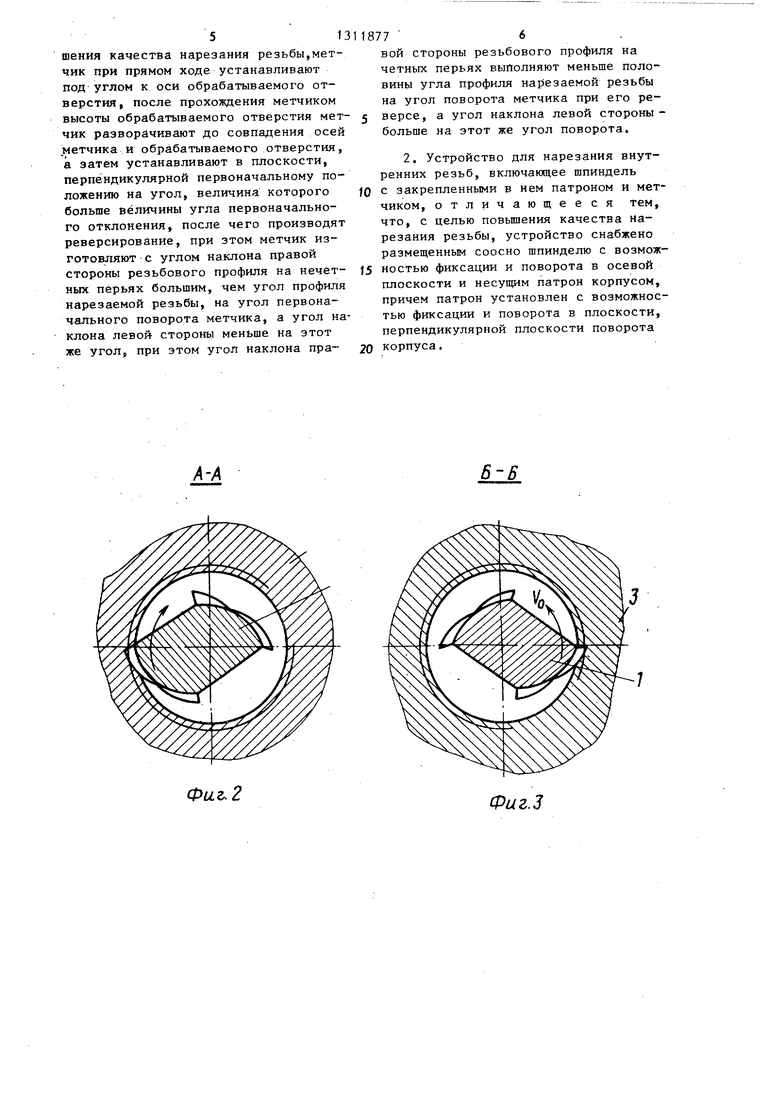
нарезания внутренних резьб включает патрон to с метчиком 1, связанные посредством упругого элемента 11с корпусом 12, в нижнем продольном пазу 13 которого установлен ползун 14, наклонная поверхность которого взаимодействует с упругим элементом 11, а внутренняя - с подпружиненным шариком 15, Корпус 12 посредством упругого элемента 16 связан с шпинде- лем 17. В верхнем продольном пазу 1В корпуса 12, расположенном в плоскости, перпендикулярной плоскости, в которой расположен нижний продольный паз 13, размещен ползун 19, наклонна поверхность которого взаимодействует с упругим элементом 16, а внутренняя - с подпружиненным шариком 20. На стойке 21, закрепленной на корпусе станка, установлены, передвижные упоры 22 и 23. На стойке 24, установленной в стойке 21, закреплены упоры 25 и 26.
Нарезание резьбы, например М метчиком, установленным в устройстве осуществляется следуюш 1м образом.
ff
Предварительно перемещением ползуна 14 вниз, разжимая упругий элемент 11, поворачивают патрон 10 с метчиком 1 относительно оси 0-0 шпинделя 17 на угол у, (например (f, 10°). Углы наклона боковых режущих кромок на нечетных перьях 6 и 7 метчика 1 должны соответствовать значениям
60° о о . 60° -J- + 10 0 , oL --- - 10 20 . Шпинделю 17 сообщают вращение и осевое перемещение, которое передается метчику 1. Метчик ввинчивается в обрабатываемое отверстие 2, при этом в работе участвует нижняя резьбовая часть первого пера и верхняя резьбовая часть третьего пера. В конце цикла ввинчивания ползун 14, взаимодействуя с упором 22, выводится из контакта с упругим элементом 11, причем последний сжимается таким образом, что метчик 1 с патроном 10 поворачивается на угол (f, в обратную сторону и ось метчика О, - О, совпадает с осью шпинделя 0-0 (обрабатываемого отверстия). Одновременно с этим ползун 19 взаимодействует с упором 25, вклинивается во внутренюю полость упругого элемента 16, поворачивает на угол ( (например, (f 2 ) корпус 12 с патроном 10 и метчиком 1 в плоскости, перпендикулярной плоскости первоначального поворота. Углы наклона боковых режущих кромок на четных перьях 8 и 9 метчика 1 должны соответствоI 60° о о вать значениям - 12 18 ,
I 60° о о
оСд --- +12 42 . Шпинделю 17
сообщают реверсивные движения, метчик 1 вывинчивают из обрабатыва мо- го отверстия 2, при этом в работе участвуют верхняя резьбовая часть второго пера и нижняя резьбовая часть четвертого пера, осуществляя при этом окончательное формообразование резьбового профиля в обрабатываемой детали. В конце обработки ползун 19, взаимодействуя с упором 26, расклинивает упругий элемент 16 и корпус 12 с патроном 10 и метчиком 1 поворачиваются на угол (2. в обратную сторону и их ось совпадает с осью шпинделя 0-0, а ползун 14, взаимодействуя с упором 23, перемещается вниз, разжимая упругий элемент 11, Поворачивает патрон 10 с метчиком 1 на угол (j, (ось О, - О,), поворачивая таким образом устройство к очередному циклу резьбонарезания. Фиксацию ползуна 14 в рабочем положении выполняет подпружиненный шарик 15, а ползуна 19 - шарик 20.
Формула изобретения
1. Способ нарезания внутренних резьб, при котором метчику, включающему рабочую часть с резьбовыми перьями и хвостовик, сообщают вращение и осевое перемещение при лрямом и обратном ходе, отличающий- с я тем, что, с целью повышения срока службы метчика, расширения его технологических возможностей, повышения качества нарезания резьбы,метчик при прямом ходе устанавливают под углом к оси обрабатываемого отверстия, после прохождения метчиком высоты обрабатываемого отверстия метчик разворачивают до совпадения осей метчика и обрабатываемого отверстия, а затем устанавливают в плоскости, перпендикулярной первоначальному положению на угол, величина которого больше величины угла первоначального отклонения, после чего производят реверсирование, при этом метчик изготовляют с углом наклона правой стороны резьбового профиля на нечетных перьях большим, чем угол профиля нарезаемой резьбы, на угол первоначального поворота метчика, а угол наклона левой стороны меньше на этот же угол, при этом угол наклона правой стороны резьбового профиля на четных перьях выполняют меньше половины угла профиля нарезаемой резьбы на угол поворота метчика при его ре- верее, а угол наклона левой стороны - больше на этот же угол поворота.
2. Устройство для нарезания внутренних резьб, включающее шпиндель
с закрепленными в нем патроном и метчиком, отличающееся тем, что, с целью повышения качества нарезания резьбы, устройство снабжено размещенным соосно шпинделю с возможностью фиксации и поворота в осевой плоскости и несущим патрон корпусом, причем патрон установлен с возможностью фиксации и поворота в плоскости, перпендикулярной плоскости поворота
корпуса.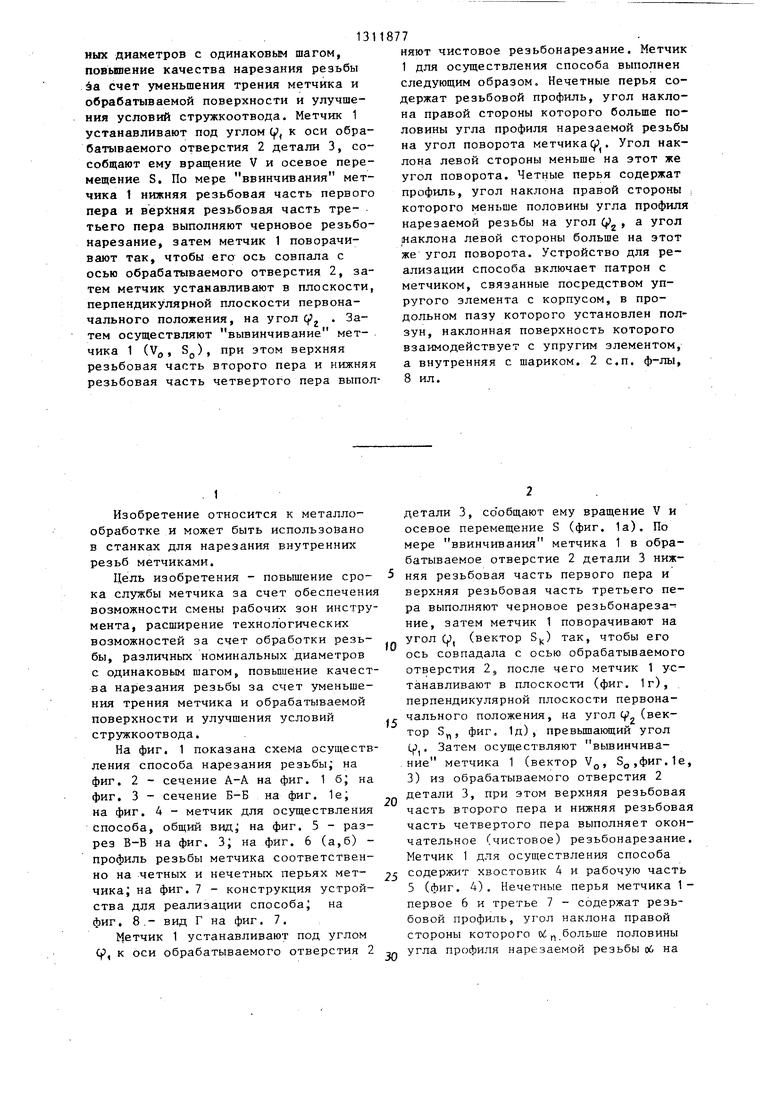
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1980 |
|
SU1038126A1 |
| Резьбонарезной патрон | 1982 |
|
SU1144791A1 |
| Многошпиндельная резьбонарезная головка | 1984 |
|
SU1168364A1 |
| Способ нарезания внутренних резьб и метчик для осуществления способа | 1980 |
|
SU942914A1 |
| Бесстружечный метчик | 1982 |
|
SU1013063A2 |
| Бесстружечный метчик | 1980 |
|
SU946756A1 |
| Станок для нарезания резьбы | 1982 |
|
SU1061947A1 |
| Многошпиндельная головка | 1983 |
|
SU1126396A1 |
| Сборный метчик | 1984 |
|
SU1284746A1 |
| Метчик | 1980 |
|
SU975269A1 |
Изобретение относится к металлообработке и может быть использовано в стенках для нарезания внутренних резьб метчиками. Цель изобретения - повьшение срока службы метчика за счет обеспечения возможности смены рабочих зон инструмента, расширение технологических возможностей за счет обработки резьбы различных номиналь(Л :о эо Фиг.1
Фиг. 2
Фиг.З
Фиг.
В- В
Фиг. 5
а
,
-Л
2
Фиг. 6
Вид Г
Редактор С.Патрушева
Составитель И.Лихопой Техред А.Кравчук
Заказ 1921/13Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг.8
Корректор М.Демчик
| Метчик для нарезания точных резьб | 1975 |
|
SU522009A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Матвеев В.В | |||
| Нарезание точных резьб | |||
| М.: Машиностроение, 1978, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
