Устройства к универсальным токарным станкам, даюш,ие возможность при помощи электроконтактных барабанов автоматизировать рабочий цикл станка, уже известньь Эти устройства, однако, не могут быть применены в тех случаях, когда обрабатываемая деталь требует многократного повторения рабочего цикла, как, например, проточка канавок на длинной цилиндрической протяжке, особенно когда глубина протачиваемой канавки требует обработки в несколько проходов. Для автоматизации многократно повторяющихся циклов известные устройства значительно увеличились бы по своим размерам и усложнились бы по конструкции.
Согласно настоящему изобретению, с целью обеспечения возможности обработки длин}1ых изделий с кольцевыми канавками сложной формы, например, круглых протяжек, в условиях многократно повторяющихся по их длине циклов продольных и поперечных движений суппорта, барабап управления продольным движением суппорта снабжен дополнительной муфтой, предназначенной для его автоматического отключения от механизма подачи, и пpyжинны i устройством для его обратного поворота в исходное положение после осуществления каждого очередного рабочего цикла.
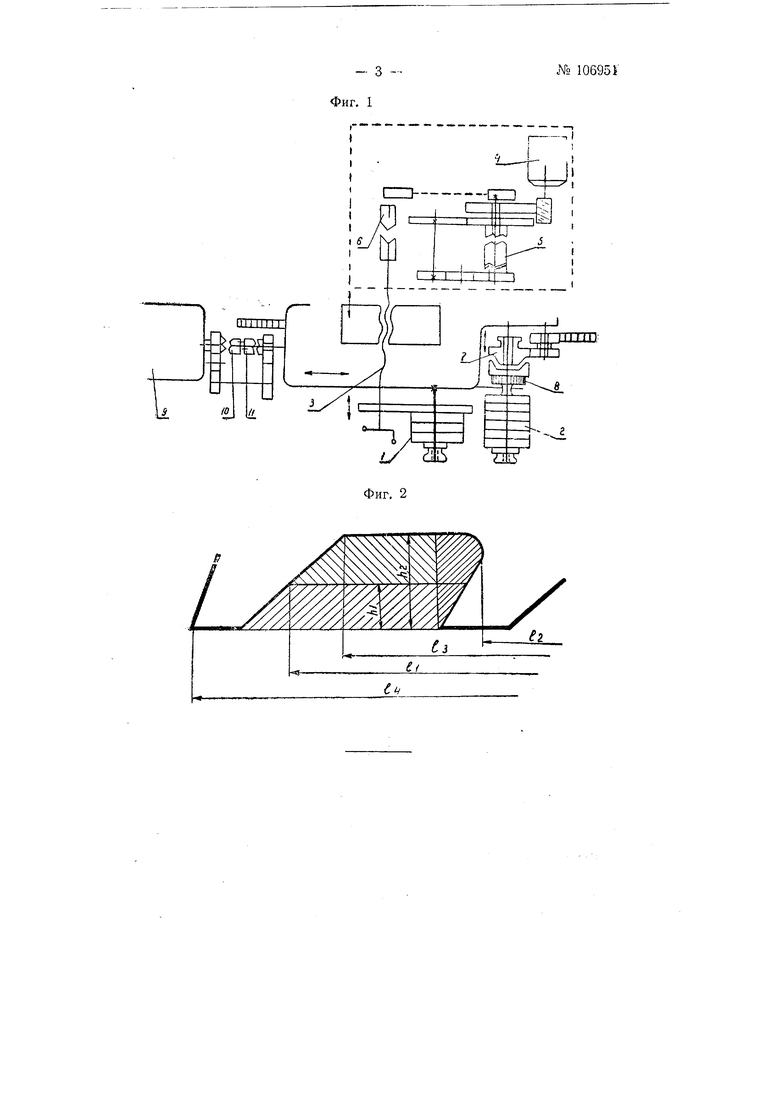
На прилагаемых чертежах представлена примерная схема для проточки на цилиндрической протяжке канавок, глубина которых требует обработки в два прохода.
На фиг. 1 представлена кинематическая схема станка с приспособлением -для автоматизации повторяющегося цик.та; на фиг. 2-схема рабочих циклов.
Барабан управления / задает значения поперечных размеров обработки зуба, а барабан управления 2-значения продольных размеров обработки, причем последний размер .может быть переменным.
Барабан / связан с винтом 3 поперечного суппорта, приводимого во вращение э.тектродвигателем 4 через муфты 5 или 6, отключаемые при достижении суппортом заданного барабаном / размера глубины обработки.
Барабан 2 периодически соединяется с рейкой станка посредством муфты 7 и возвращается в исходнос положение после прохода резцом заданного пути под действием пружипы 8. Продольная подача каретки в обоих направлениях осуществляется от коробки скоростей 9 путем включения муфты W или //.
Автоматический процесс происходит согласно схеме рабочих циклов (фиг. 2).
Включение муфты 6 ;зызывает подачу поперечного суппорта в направлении врезания. По достижении резцом глубины hj, барабан / подает импульс в схему управ.чения, в результате чего отключается муфта 6 и включается муфта 10, что вызывает продольиое перемен1.ение каретки, например, влево. При прохождепии кареткой пути /, барабан 2 подает импульс в схему управления, в реззльтате чего отключается муфта 10 и включается муфта 11, и KapeiKa начинает передвигаться в обратном направлении (вираво). По достижению кареткой исходного положения барабан подает новый импульс, вызывающий отключение муфты 11 и включеиие муфты б, в результате чего начинается второе врезание резца для второго прохода. По достижению резцом установленной глубины Ь.2 датчик отключает муфту 6 и включает муфту 11, вызывающую движение каретки внраво для поднутрения. По достижении карет-кой отрезка 1- барабан 2 вызывает отключение муфты // и включеиие муфты 10, вследствие чего направление движения каретки изменяется. По достижению резцом длины пути /3 барабан 2 отключает продольную подачу муфтой W и включает поперечную подачу муфтами 5 v( 6, вследствие чего резец выходит из обработанной канавки.
Одновременно происходит отключение муфты 7, и под действием прзжины 8 барабан 2 возвращается в исходное положение. По доетижению поперечным суппортом исходного положения (положения перед началом врезания) автоматически включаются муфты /О и 7 и каретка перемещается влево до значения /4 после чего отключается муфта 10 и включается муфта 6 и начинается следующий, соответствующий первому, новый цикл обработки второй канавки и т. д.
Для периодического изменения одного размерного элемента обрабатываемого изделия при сохранении неизменггым всего цикла обработки может быть ири.менен дополнительный переключатель в электрической цепи управления обработкой этого элемента, сблокированный с муфтой 5 и 6, включающей барабан /, и взаимодействуьощий с передвижными упорами на этом барабаие.
Предмет изобретения
1.Устройство к универсальному токарному станку для автоматизации его рабочего цикла с электроконтактными барабанами, кинематически связанными по отдельности с механизмами поперечной и продольной подачи станка, работой которых они управляют с помощью электромагнитных муфт, отличающееся тем, что, с целью обеепечеиия возможности обработки длинных изделий с кольцевыми канавками сложной формы, например, круглых протяжек, в условиях повторяющихся по их длине циклов продольных и поперечных движений суппорта, барабан уиравлеиия продольными движениями суппорта снабжен дополнительной муфтой, иредиазначениой для его периодического автоматического отключения от механизма подачи и пружинным устройством для обратного поворота барабана в исходное положение после осуществления очередного повторяющегося цикла рабочих движений.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что, с целью периодического изменения одного размерного элемента обрабатываемого изделия при сохранении неизменным всего цикла обработки, применен дополнительный переключатель в электрической цепи управления обработкой этого элемента, сблокированный с муфтой 5 или 6, включающей барабан управления /, и взаимодействующий с передвижными упорами на барабане управления.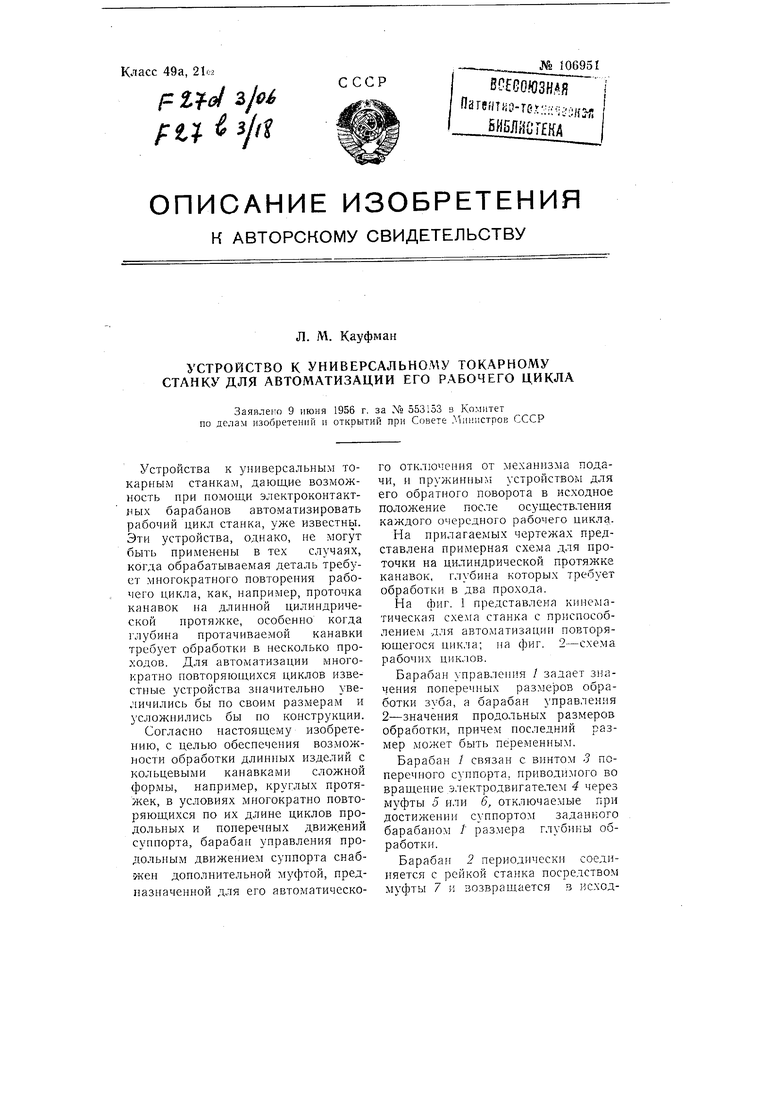
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления работой суппортов токарных станков и других исполнительных органов машин-орудий | 1950 |
|
SU101203A2 |
| Устройство для автоматического управления работой суппортов токарных станков | 1941 |
|
SU70102A1 |
| Устройство для корректирования ошибок линейных перемещений суппорта | 1956 |
|
SU109094A1 |
| Станок для наружной обточки орудийных стволов | 1940 |
|
SU62918A1 |
| Устройство для автоматического управления работой суппортов токарных станков | 1947 |
|
SU90410A1 |
| Устройство для автоматизации исполнительного орган станка | 1948 |
|
SU86477A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Резьботокарный станок | 1979 |
|
SU931336A1 |
| Способ автоматизации работы исполнительных органов машин-орудий | 1947 |
|
SU74955A1 |