Изобретение относится к вакуумнр му Мсцииностроению, в частности к устройствам для нанесения упрочняющего покрытия на неметаллические деггали. Известно устройство, в котором под воздействием магнитндгр поля напряженностью порядка А/м взвесь ферромагнитного порошка (обычно карбонильное железо) в мине ральном или кремнийорганичеёком мас ле становится более вязкой, обеспечивая хорсяиее сцепление частиц наполнителя (4-12 мкм) с поверхностью магнитной системы, образуя рёверсив но-твердеющее прочное монолитное покрытие tH. Однако известное устройство не позволяет предохранять ферромагнитную взвесь от старения и разложения, что не дает стабильные во времени прочностные характеристики в процессе ее эксплуатации, .Известно также устройство для нанесения покрытия на внешнюю поверхность детали, содержащее корпус в котором установлена деталь с расположенным на ее наружной поверхнос ти многослойным покрытием, состоящи из пьезоэлектрической пленки и токо проводящих пленок, подсоединенных к электродам, подключенным к усилителю С23. Однако такое устройство не позво ляет увеличивать число упрочняющих слоев полых деталей за счет вовлече ния в работу материала их средней ;части, который принимает очень слабое участие в работе, так что практ .чески все механические нагрузки во принимаются поверхностным слоем детали . Цель изобретения - повышение про ности и управления толщиной покрыти в процессе работы полой детали. Поставленная цель достигается тем, что в устройстве для нанесения и упрочнения покрытия на внутреннюю поверхность полой детали в условиях упругой деформации, содержащем корпус, в ;котором установлена полая деталь с расположенным на ее наружной поверхности многослойным покрытием, состоящим из пьезоэлектрической пленки и токопроводящих пленок, подсрединенных к электродам,подключенным кусилителю, полость детали герметизирована и заполнена магнитной жидкостью. При этом используется свойство пьезоэлектрической пленки, на которой возникает электрическое напряжение под действием циклических нагрузок. Электрический ток сопровождается магнитным полем, в котором магнитную жидкость (взвесь карбонильного железа в кремнийорганическом масле упрочняют С затвердевают под действием магнитного .поля напряженностью порядка Л/м. При этом магнитная жидкость имеет разовое назначение, а процесс отвердения ее может совершаться неограниченное число раз. На чертеже показана конструктивная схема устройства для нанесения и упрочнения покрытия на вТ1утреннюю поверхность полой детали в условиях упругой деформации., Устройство содержит корпус 1, в котором установлена полая детгаль 2, в полость 3 которой заливают магнитную жидкость 4, Заливку осуществляют через штуцер 5, который герметично закрыт пробкой б. На наружной поверх-ности полой детали 2 расположено многослойное покрытие, состоящее из пьезоэлектрической пленки 7 и токопроводящих пленок 8 и 9, подсоединенных к электродам 10 и 11, которые проходят через электрические изоляторы 12 и подключены к усилителю 13. Устройство работает следующим образом. Перед эксплуатацией упрочнуег ю полую деталь устанавливают на подложке вакуумной камеры. В вакуумную камеру помещают тигли, которые загружают одним из компонентов многослойного покрытия. К каждому тиглю и подложке подводят электронную пушку. Тигли вращают, плавят и испаряют в них электронным лучом соответствующие компоненты покрытия, В вакууме образуют моле кулярНый или атомный пучок и направляют испаряемые компоненты на наружную поверхность упрочняемой детали. По. наружному контуру .упрочняемой детали осаждают многослойное покрытие, состоящее из отдельных в несколько микрон слоев, токопроводяищх, например из серебра. Ag, охватывающих пьезоэлектрическую пленку типа BaTiO«, и хорошо сцепляемых с материалом упрочняемой детали. Пьезоэлектрическую пленку типа BaTiOj поляризуют в электрическом поле. Затем упрочняемую полую деталь извлекают из камеры, подпаивают к ее контактам электроды и подключают к усилителю. В полрсть 3 упрочняемой детали 2 заливаютмагнитную жидкость 4, т,е. взвесь карбонильного железа в кремнийорганическом масле в соотношении до восьми весовых частей железа на одну весовую часть жидкой фазы. Средние размеры частиц карбонильного железа до 8 мкм. Заливку осуществляют через штуцер 5, который герметично закрыт пробкой 6, В процессе работы упрочняемая по лая деталь 2 под действием циклических нагрузок сжимается или растягивается деформируется J. При этом возникает электрическое напряжение
на пьезоэлектрической пленке 7, ко горое снимается токопроводящими пленками 8 и 9 и через соответствующий электрод 10 подается на вход усилителя 13, а с его выхода через соответствующий электрод 11 и токопроводящую пленку 9 на магнитную жидкость 4, т.е. взвесь карбонильного железа в масле, которая под действием магнитного поля напряженностью порядка А/м увеличивает свою вязкость, прочно прилипает к стенкам полой детали 2,упрочняется, а следовательно, упрочняется внутренний поверхностный слой полай детали 2. С увеличением нагрузок.
испытываемых полой деталью 2, увелН чивается напряжение, прикладываемое к пьезоэлектрическому ВаТЮд слою, и увеличивается эффективность упрочнения, т.е. с возрастанием нагрузок увеличивается прочность внутренней поверхности полой детали 2.
Использование предлагаемого устройства для нанесения и упрочнения
0 покрытия на внутреннюю поверхность полой детали в условиях упругой деформации обеспечивает улучшение прочностных характеристик деталей и позволяет продлить срок их служ5бы.,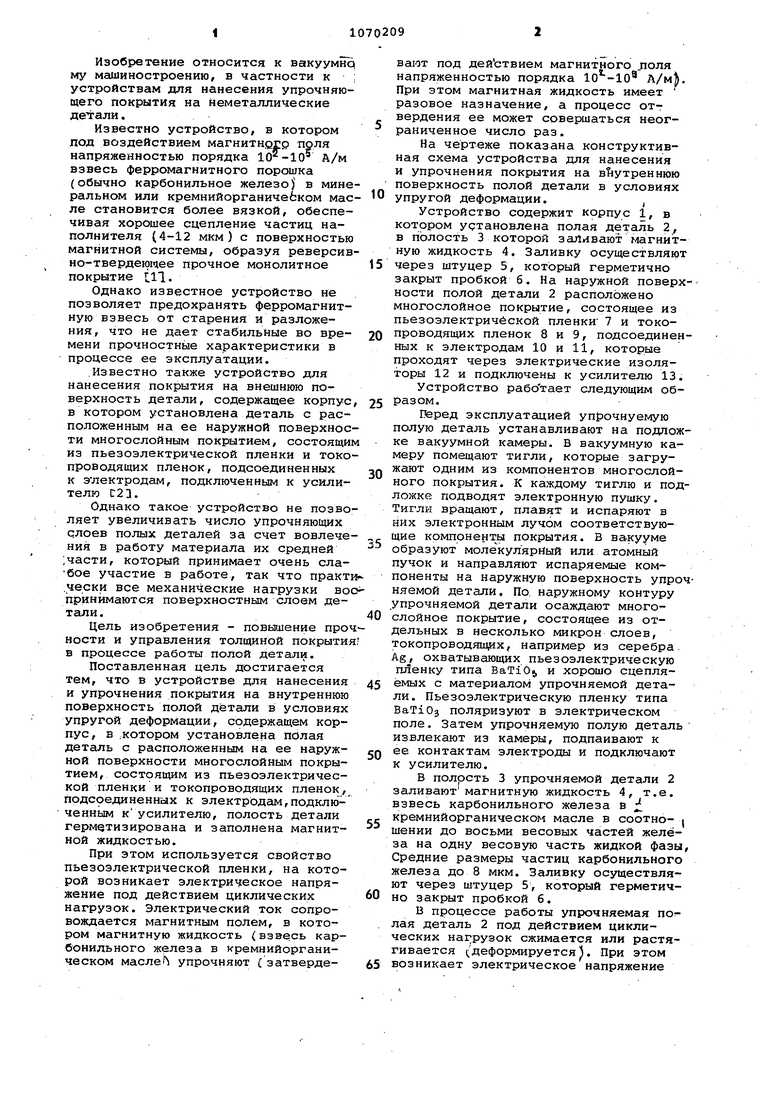
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения деталей | 1978 |
|
SU881901A1 |
| Способ упрочнения деталей | 1990 |
|
SU1750931A1 |
| Способ упрочнения ротора центробежных машин | 1990 |
|
SU1761451A1 |
| СПОСОБ ОБНАРУЖЕНИЯ И УСТРАНЕНИЯ ДЕФЕКТА | 1973 |
|
SU370516A1 |
| Способ упрочнения ферромагнитных деталей | 1988 |
|
SU1623854A1 |
| Способ формирования износостойкого слоя на поверхности детали из титана или титанового сплава | 2015 |
|
RU2621750C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2279337C2 |
| ДИСПЛЕЙ (ВАРИАНТЫ), МАТРИЦА ЭЛЕМЕНТОВ (ВАРИАНТЫ), ДИФРАКЦИОННЫЙ ПРОПУСКАЮЩИЙ ДИСПЛЕЙ, ДИФРАКЦИОННЫЙ ОТРАЖАЮЩИЙ ДИСПЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ДИФРАГИРОВАННОГО ИЗЛУЧЕНИЯ | 1994 |
|
RU2143716C1 |
| Способ упрочнения деталей | 1986 |
|
SU1333860A1 |
| СОСТАВ ДЛЯ ЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ | 2011 |
|
RU2460750C1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ И УПРОЧНЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ЬЙ ЛЙОГЕК ПОВЕРХНОСТЬ ПОЛОП ДЕТАЛИ В УСЛОВИЯХ УПРУГОЙ ДЕФОРМАЦИИ, содержащее корпус, в котором установлена полая деталь с расположенным на ее наружной поверхности многослойным покрытием, состоящим из пьезоэлектрической пленки и токопроводящих пленок, подсоединенных к электродс1М, подключенным к усилителю, отличающееся тем, что, с целью повышения прочности и управления толщиной покрытия в процессе работы :полой детали, полость детали герметизирована и заполнена магнитной жидкостью.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Могилевсд ий В.Г | |||
| Электромагнитные порошковые муфты и тормоза | |||
| Библиотека по автоматике вып | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ упрочнения деталей | 1978 |
|
SU881901A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
