LO
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения ротора центробежных машин | 1989 |
|
SU1694369A1 |
| Способ упрочнения ферромагнитных деталей | 1988 |
|
SU1623854A1 |
| Способ упрочнения ротора центробежных машин | 1990 |
|
SU1761451A1 |
| Устройство для нанесения и упрочнения покрытия на внутреннюю поверхность полой детали в условиях упругой деформации | 1982 |
|
SU1070209A1 |
| Способ снятия напряжений в изделиях | 1990 |
|
SU1786121A1 |
| Способ упрочнения деталей | 1986 |
|
SU1333860A1 |
| Способ упрочнения деталей | 1978 |
|
SU881901A1 |
| Способ соединения деталей | 1980 |
|
SU935222A2 |
| Гидридный нагнетательно-тепловой насос | 1979 |
|
SU1097871A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) ДЕТАЛЕЙ ИЛИ ПОЛУФАБРИКАТОВ, КОТОРЫЕ СОДЕРЖАТ ИНТЕРМЕТАЛЛИЧЕСКИЕ ТИТАНАЛЮМИНИДНЫЕ СПЛАВЫ, А ТАКЖЕ ИЗГОТОВЛЯЕМАЯ ЭТИМ СПОСОБОМ ДЕТАЛЬ | 2005 |
|
RU2306227C2 |
Использование: в центрифугах, турбокомпрессорах, турбонасосах, сепараторах, двигателях, работающих безотказно, при условии возрастания площади поперечного сечения упрочняемой детали типа вала при увеличении на нее нагрузки. Сущность изобретения: на наружной поверхности вала 1 размещают элемент 2 из гидридообразую- щего материала, а во внутренней полости 3 - нагреватель 4. Машина снабжена источником 5 газообразного водорода. Осуществляют увеличение первоначального объема вала путем нагрева до температуры его гидрирования, а затем воздействуют газообразным водородом на этот элемент. 1 ил,, 1 табл.
Изобретение относится к машиностроению, в частности к способу упрочнения деталей типа вала, и может быть использовано в центрифугах, турбокомпрессорах, турбонасосах, сепараторах, двигателях, применяемых в таких отраслях промышленности, как биологическая, химическая, нефтяная и т.д.
Известен способ упрочнения деталей типа вала путем увеличения площади поперечного сечения ротора, которое может производится в случае необходимости путем нанесения на поверхность этой упрочняемой детали покрытия.
Известен способ упрочнения деталей типа вала, включающий нанесение покрытия на деталь при увеличении на нее нагрузки, нанесение покрытия осуществляют путем рассеивания над деталью ферромагнитного порошка и воздействия на нее магнитным полем, а при снижении нагрузки до
номинальной поле отключают и удаляют порошок.
Известен способ упрочнения деталей типа вала, при котором при увеличении нагрузки осуществляют создание вокруг ферромагнитных деталей под воздействием магнитного поля упрочняющих оболочек и их последующее удаление при снижении нагрузки до номинальной с отключенным магнитным полем, в качестве упрочняющих оболочек используют ферромагнитные ленты, а создание оболочек и их последующее удаление осуществляют перемоткой.
Недостатком известного прототипа является то. что этот способ требует специального оборудования и не везде может быть осуществлен, так как упрочняемые детали подвергаются эрозийному износу.
Цель изобретения - повышение долговечности вала и упрощения процесса.
ся о ю со
Положительный эффект ожидаемый от использования изобретения характеризуется тем, что при подходе к пределу текучести материала вала площадь поперечного сечения его возрастает. Предлагаемый способ иллюстрирует чертеж.
Сущность изобретения состоит в том, что на наружной поверхности вала 1 размещают элемент 2 из гидридообразующего материала и источник 3 газообразного водо- рода, а в его внутренней полости 4 устанав- ливают нагреватель 5. При этом отличительные (от прототипа) признаки, связаны с увеличением площади опасного сечения деталей типа вала в процессе рабо: ты этих тел вращения.
Способ упрочнения деталей типа вала реализуется следующим образом.
В процессе упрочнения деталей типа вала 1 путем увеличения сечения деталей при увеличении на нее нагрузки осуществляют увеличение его первоначального объема путем нагрева до температуры его гидрования, а затем воздействуя газообразным водородом на этот элемент, увеличива- ют его объем. Процесс образования гидрата
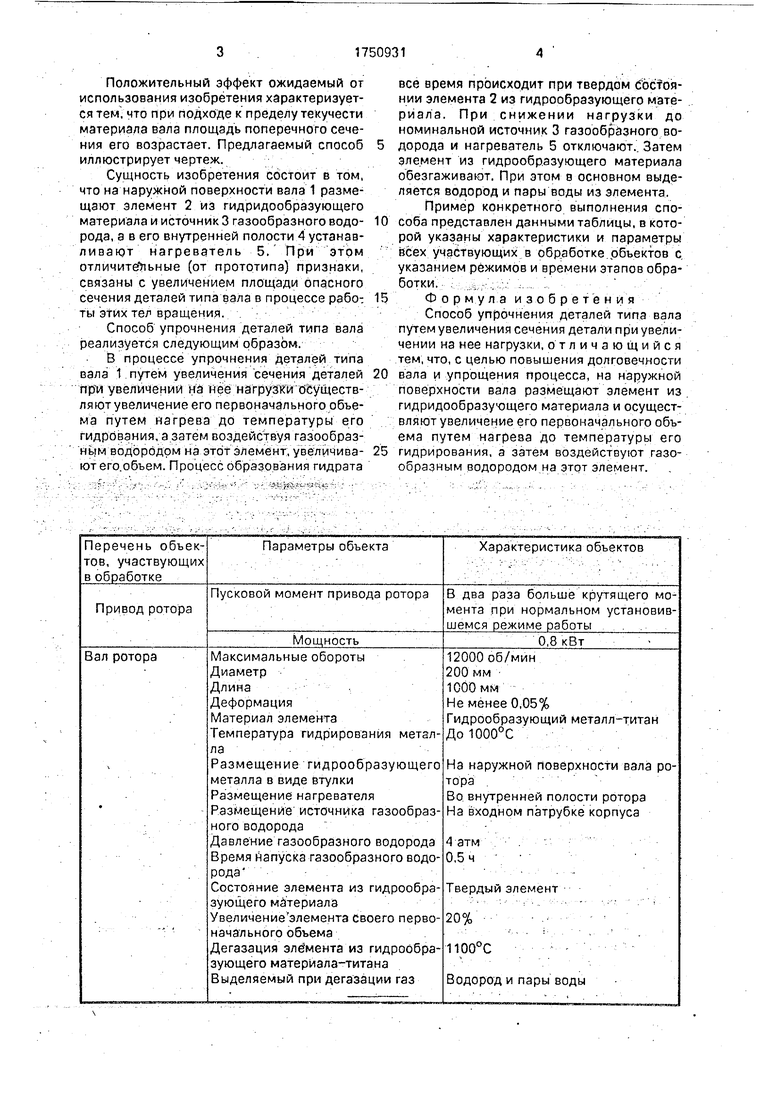
Перечень объектов, участвующих в обработке
Параметры объекта
Привод ротора
Пусковой момент привода ротора
Мощность
ал ротора
Максимальные обороты Диаметр Длина
Деформация Материал элемента Температура гидрирования металла
Размещение гидрообразующего металла в виде втулки Размещение нагревателя Размещение источника газообразного водорода
Давление газообразного водорода Время напуска газообразного водорода
Состояние элемента из гидрообразующего материала Увеличение элемента своего первоначального объема Дегазация элемента из гидрообразующего материала-титана Выделяемый при дегазации газ
все время происходит при твердом Состоянии элемента 2 из гидрообразующего материала. При снижении нагрузки до номинальной источник 3 газообразного водорода и нагреватель 5 отключают. Затем элемент из гидрообразующего материала обезгаживают. При этом в основном выделяется водород и пары воды из элемента.
Пример конкретного выполнения способа представлен данными таблицы, в которой указаны характеристики и параметры всех участвующих в обработке объектов с указанием режимов и времени этапов обработки.
Формула изобретения Способ упрочнения деталей типа вала путем увеличения сечения детали при увеличении на нее нагрузки, отличающийся тем, что, с целью повышения долговечности вала и упрощения процесса, на наружной поверхности вала размещают элемент из гидридообразующего материала и осуществляют увеличение его первоначального объема путем нагреаа до температуры его гидрирования, а затем воздействуют газообразным водородом на этот элемент.
Характеристика объектов
В два раза больше крутящего момента при нормальном установив- шемся режиме работы
0,8 кВт
12000 об/мин
200мм
1000мм
Не менее 0,05%
Гидрообразующий металл-тит
До 1000°С
На наружной поверхности валтора
Во внутренней полости ротора На входном патрубке корпуса
А атм 0,5ч
Твердый элемент
20%
1100°С
Водород и пары воды
Продолжение табл
| Пауэр Б.Д | |||
| Высоковакуумные откачные устройства | |||
| Пер | |||
| с англ | |||
| М.: Энергия, 1969, с | |||
| Электромагнитный счетчик электрических замыканий | 1921 |
|
SU372A1 |
| Способ упрочнения деталей | 1986 |
|
SU1333860A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ упрочнения ферромагнитных деталей | 1988 |
|
SU1623854A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
