Изобретение относится к технологии обработки стекла, в частности к способам изготовления плоских многоканальных капилляров, и может быть использовано в различных отраслях промышленности, например в производстве изделий электронной техники, в медицине и т.д.
Известен способ изготовления плоских капилляров из листового стекла, включающий резку его на полосы, формирование пакета и вытягивание в капилляр при температуре размягчения.
Недостатком способа является высокая трудоемкость процесса вследствие многократной шлифовки и полировки используемых пластин, а также необходимость иметь стекла различной толщины.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ изготовления плоских многоканальных капилляров, включающий резку листового стекла на полосы одной толщины, формирование пакета с образованием каналов и перетягивание его при температуре размягчения.
В этом способе используют листовое стекло одной толщины и за счет того, что предварительно сформированные промежуточные элементы получают перетяжкой нескольких (в зависимости от того, какой толщины должен быть элемент) уложенных в пакет полос стекла одинаковой толщины, проблема шлифовки и полировки отпадает.
Недостатком этого способа является то, что вследствие наличия вкладышей-направляющих по торцам пакета в капилляры перетягивается только его средняя (рабочая) часть, примерно 40-46% его длины, а нижняя часть, котоpая служит для формирования каналов, уходит в отходы, поэтому низок процент выхода годной продукции, хотя он и выше, чем в предыдущем случае.
Целью изобретения является увеличение выхода годных капилляров.
Поставленная цель достигается тем, что по способу изготовления плоских многоканальных капилляров, включающему резку листового стекла на полосы одной толщины, формирование пакета с образованием каналов и перетягивание его при температуре размягчения, при формировании пакета в каналы вводят запаянные с одного торца трубки.
В данном способе используют листовое стекло одной толщины и трубки соответствующего диаметра.
Использование трубок в качестве направляющих по всей длине заготовки приводят к стабилизации геометрических размеров капилляров в процессе вытяжки, позволяет изготавливать капилляры, каналы которых выполнены из любой марки стекла.
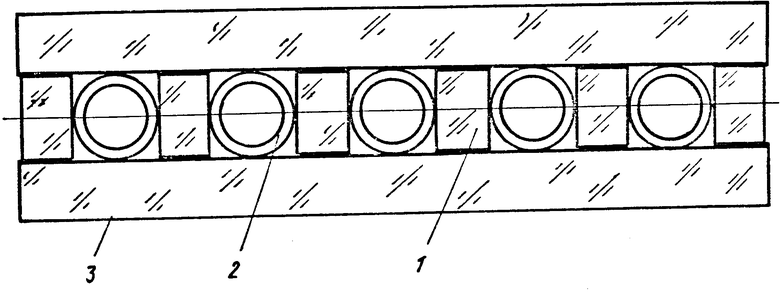
Сущность изобретения поясняется чертежом, где показан сформированный пакет-заготовка плоского многоканального капилляра, в плане.
Пример осуществления способа.
Сначала формируют направляющие стеклянные трубки перетяжкой труб с наружным диаметром 30 мм и толщиной стенки 1,5-1,8 мм до диаметра 3 мм, режут их на отрезки длиной 800 мм и запаивают один торец.
Режим вытяжки: скорость подачи 0,5 м/ч, скорость вытяжки 15 м/ч, температура 600оС.
Перегородки получают перетяжкой пакета из 18 пластин размером 35 х 1000 мм, нарезанных из листового стекла толщиной 2,3 мм.
Режим перетяжки: скорость подачи 150 мм/ч, скорость вытяжки 30 м/ч, температура 600оС.
Далее из перегородок 1 (пластин), трубок 2 и полос 3 стекла формируют пакет-заготовку плоского многоканального капилляра размерами 7,4х30х800 мм.
Пакет торцом с запаянными трубками закрепляют в пневмозажим, снабженный эжекционным устройством, обеспечивающим возможность создания внутри пакета разрежения порядка 300-400 мм рт.ст. для обеспечения раздувания трубки до прямоугольной формы за счет атмосферного давления внутри нее. Пакет подают в печь со скоростью 0,3 м/ч, нагревают до температуры 600оС и перетягивают со скоростью 15 м/ч в плоские капилляры размером 0,75 х 3,1 х 250 мм с 5 каналами размером 0,26х0,26 мм. При этом в перетяжке участвует и нижняя часть пакета, которая также содержит уже сформированные каналы, за счет чего увеличивается длина перетягиваемой части (до 70-75% длины заготовки) и, в конечном счете, процент выхода годных капилляров. Например, если пакет имеет длину общую 1 м, то по известной технологии перетяжке в годные капилляры может быть подвергнута часть его длиной 0,4-0,45 м, что позволяет получить 20 м плоских капилляров, а по данному способу длина перетягиваемой части возрастает до 0,7-0,8 м и количество годных капилляров до 35-40 м.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плоских капилляров | 1980 |
|
SU967970A1 |
| Способ изготовления зонных пластин | 2022 |
|
RU2793078C1 |
| Чирпированный микроструктурный волновод и способ его изготовления | 2015 |
|
RU2606796C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКАПИЛЛЯРНОЙ ЖЕСТКОЙ ВОЛОКОННО-ОПТИЧЕСКОЙ СТРУКТУРЫ ИЛИ ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕНТГЕНОВСКИМ И ДРУГИМИ ВИДАМИ ИЗЛУЧЕНИЯ | 1994 |
|
RU2096353C1 |
| МНОГОКАНАЛЬНЫЙ НАКОНЕЧНИК ДЛЯ ЭКСТРАКЦИИ НУКЛЕИНОВЫХ КИСЛОТ, БЕЛКОВ И ПЕПТИДОВ | 2013 |
|
RU2547597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУЛУЧЕПРЕЛОМЛЯЮЩЕГО МИКРОСТРУКТУРНОГО ОПТИЧЕСКОГО ВОЛОКНА | 2010 |
|
RU2437129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |
| ФОТОННО-КРИСТАЛЛИЧЕСКОЕ ХАЛЬКОГЕНИДНОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2552590C1 |
| Способ изготовления стеклянныхКАпилляРОВ | 1979 |
|
SU827428A1 |
| МЕТАЛЛОДИЭЛЕКТРИЧЕСКАЯ СТРУКТУРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2558156C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ МНОГОКАНАЛЬНЫХ КАПИЛЛЯРОВ, включающий резку листового стекла на полосы одной толщины, формирование пакета с образованием каналов и перетягивание его при температуре размягчения, отличающийся тем, что, с целью увеличения выхода годных капилляров, при формировании пакета в каналы вводят запаянные с одного торца трубки.
| Перфильев Б.В., Габе Д.Р | |||
| Капиллярные методы изучения микроорганизмов, М.: Академия наук СССР, 1961, с.92. |
