6
(Л
4 4i
:л
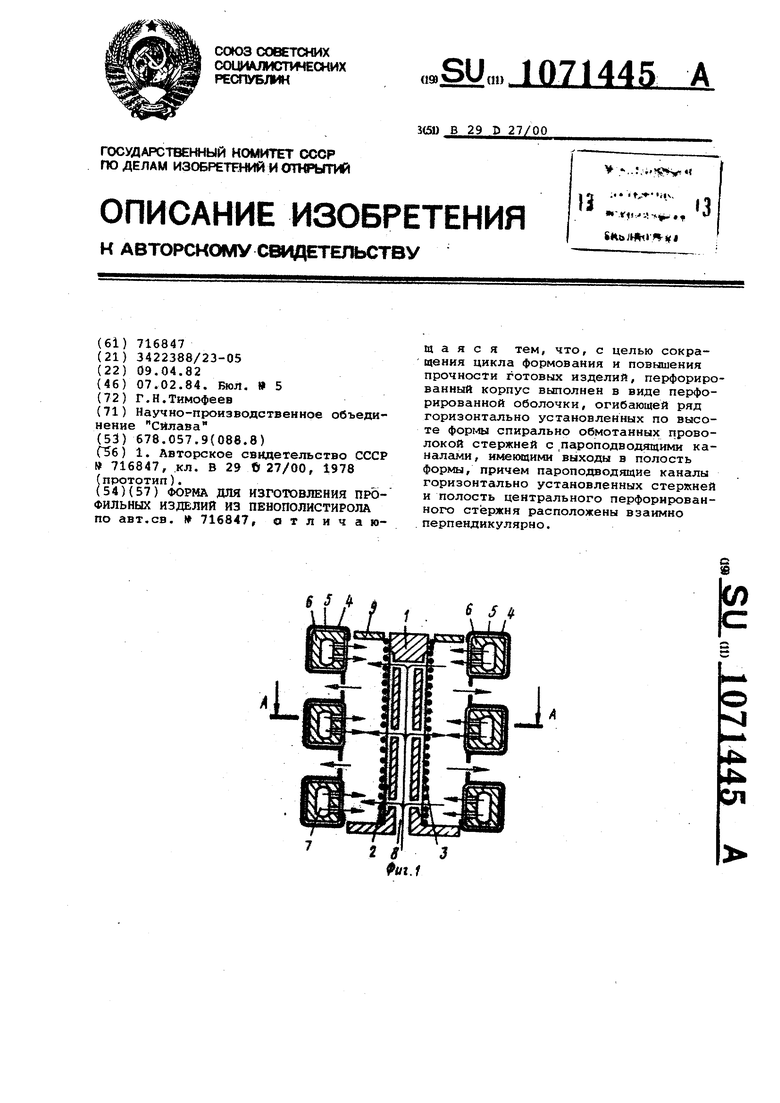
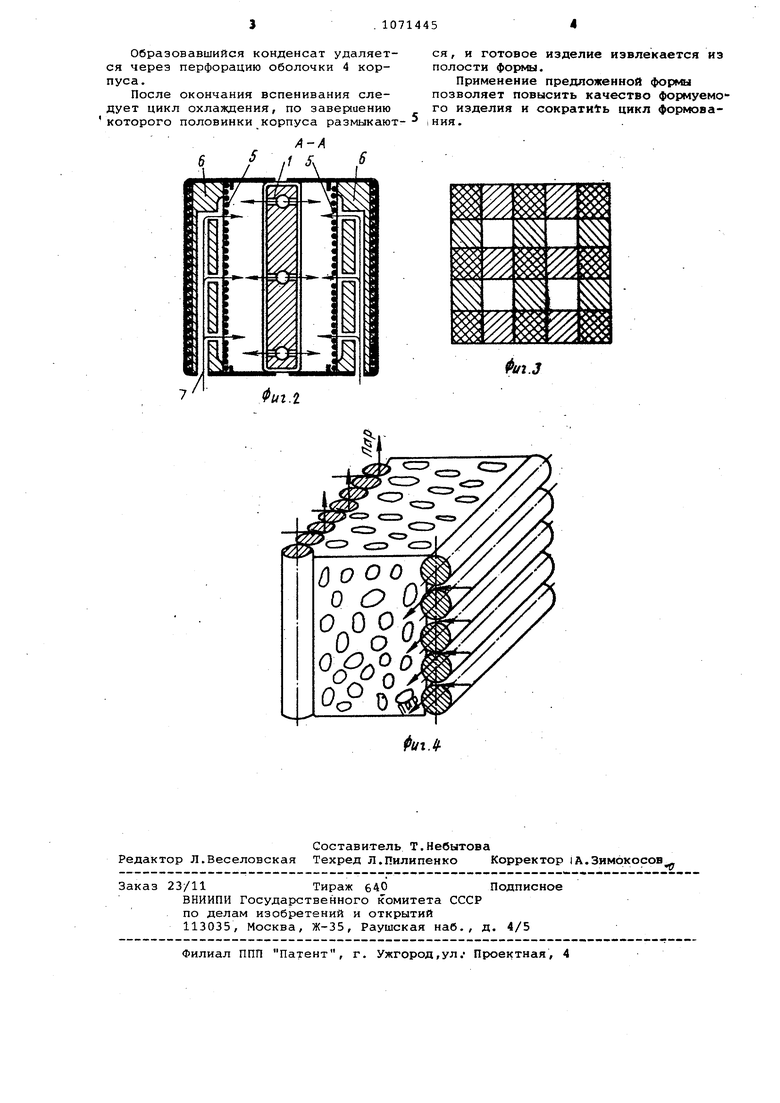
Изобретение относится к получению строительных материалов и может быть использовано для производства теплоизоляционных плит, сегментовf брусьев,и других изделий с преимущественно прямолинейными очертаниями используемых в холодильной технике при изоляционных работах. По основному авт.ев, № 716847 известна форма для изготовления профильных изделий из пенополистирола содержащая перфорированный t корпус, подвижно установленную крьнику и центральный перфорированный стержень выполненный с продольными прорезями и снабженный спирально намотанным поверх них ленточным элементом tH, Недостатками известной формы являются длительность цикла формования из-за ограниченной поверхности теплоообмена при вспенивании :и охлаждении и невысокое качество изготавливаемых изделий. Цель изобретения - сокращение цикла формования и повышение прочнос ти готовых изделий. Указанная цель достигается тем, что в форме для изготовления профиль ных изделий из пенрполистирола,1перфорированныЯ корпусвыполнен в виде перфорированной оболочки, огибакнцей ряд г ориэонтально установленных по высоте формы спирально обмотанных проволокой стержней с пароподводящим каналами, имеющими выходы в полость форкш, причем пароподводящие каналы горизонтально установленных стержней и полость центрального перфорирован ного стержня расположены взаимно пе пендикулярно. Вследствие перекрестного располо жения горизонтальных стержней, огибаемьах перфорированной оболочкой, и центрального стержня в фоЕ 4уемом изделии создаются перекрещиваюищеся зоны температурного поля в виде сетк с ячейками, как бы разнесенной по о стороны изделия, в местах пересечения которой происходит наиболее проч ное сквозное спекание гранул, обуславливакицее упрочнение структуры изделия. Поскольку формуемое иэделие подвергается термообработке с двух сторон одновременно существенн сокращается цикл формования. На фиг. 1 изображена форма, продоль ный разрез j на фиг. 2 - тоже,попереч,Ный разрез; на фиг. 3 - структурная схема изделия, вспененного в форме, продольный разрез} на фиг. 4 - схем направленности потоков пара, возникающих в теле изделия. Форма для изготовления профильны изделий из пеыополистйрола содержит центральный стержень 1, выполненный с продольными прорезями 2 и сна женный спирально намотанньм поверх них ленточным элементом (проволокой). 3, разъемный перфорированный корпус, выполненный в виде перфорированной оболочки 4, огибающей ряд горизонтально установленных по высоте формы спирально обмотанных проволокой 5 стержней б с пароподводящими каналами 7, имеющими выходы в полость формы. Пароподводящие каналы 7 стержней 6 и полость 8 центрального перфорированного стержня 1расположены взаимно перпендикулярно. Пароподводящие каналы 7 и полость 8 подключгштся к общей паровой магистра и. Форма имеет крьзлку 9. Форма работает следующим, образом. Через окно, перекрываемое крышкой 9, заполняют гранулами полистирола полость формы, после чего в каналы центрального стержня 1 и горизонтальных стержней б подается острый пар, который через зазоры между витками проволоки 5 и 3 попадает в межгранульные пространства, где отдает тепловую энергию гранулам, вследствие чего происходит их вспенивание и спекание. В начальной стадии формования потока пара из каналов стержней б и полостей 8 имеют встречное направление. Вдоль каналов образуется вспененный пенопласт с упрочненной структурой. Но благодаря сводчатой поверхности, Q6разованной проволочной намоткой, и силам поверхностного натяжения вспененного пенопласта входное отверстие (ли щель) в зоне каналов не закупоривается и пар устремляется в пр эстранство между виткам:и намотки и сводом. При этом направление потока пара изменяется на перпендикулярное. Поток пара движется по касательной к поверхности изделия, вдоль витков намотки по всей ее длине. Таким образом процессе формования потоки пара с наружной и внутренней стороны изделия имеют перекрестное направление, т.е. .совпадают по направлению с расположением ряда гЬризонтально установленных стержней и центрального стержня. I Упрочненная структура пенопласта при перекрестном расположении горизонтальных стержней с,паропроводящими каналами и центрального стержня получается вследствие взаимодействия фронтов распространения тепла в массе вспениваемого материала. Фронты распространения тепла в ви,а1е чередующихся полос продольного и поперечного направлений с противоположных стоЕЮН изделия проникают вглубь изделия, что приводит к их пересечению и образованию структурной решетки, или каркаса изделия.
Образовавшийся конденсат удаляется через перфорацию оболочки 4 корпуса.
После окончания вспенивания следует цикл охлаждения, по завершению которого половинки корпуса размыкаются, и готовое изделие извлекается из полости формы.
Применение предложенной формы позволяет повысить качество формуемого изделия и сократись цикл формова|НИЯ.
Фиг.З
00 00
о о
О QO
О. б
o°/S 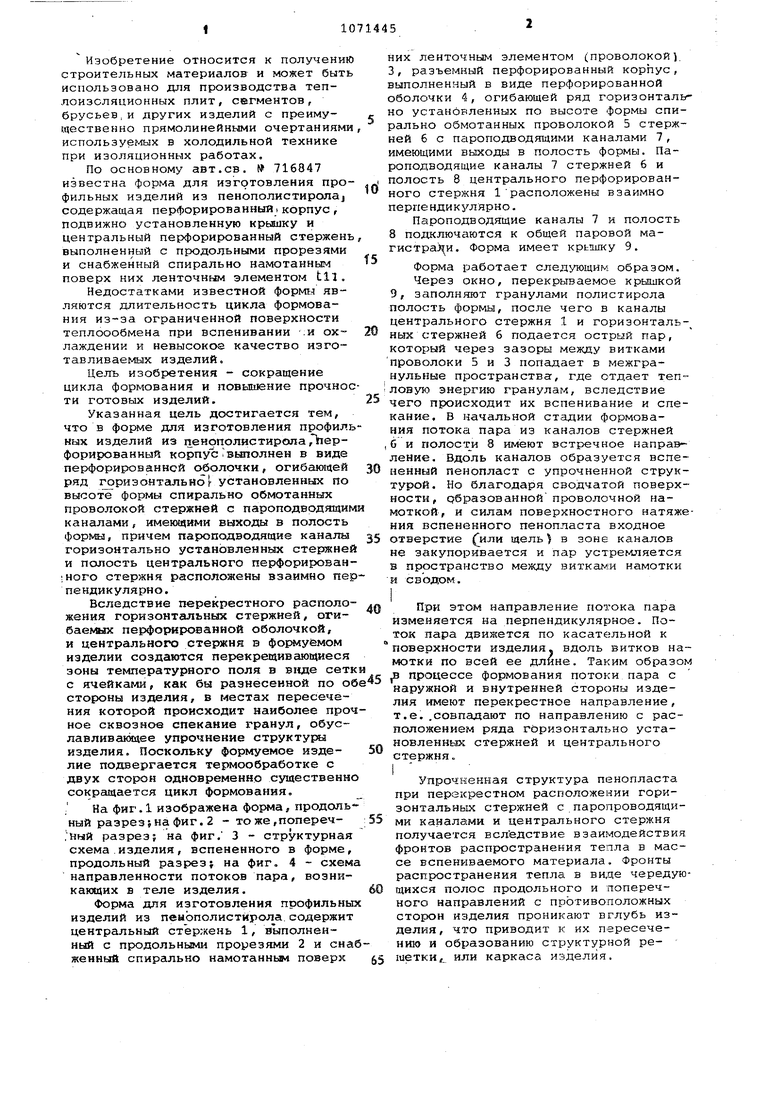
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления профильных изделий из пенополистирола | 1978 |
|
SU716847A1 |
| Форма для изготовления профильныхиздЕлий из пЕНОпОлиСТиРОлА | 1978 |
|
SU802059A2 |
| Устройство для изготовления изделий из полимерных материалов | 1981 |
|
SU1006255A1 |
| ВСПЕНЕННЫЙ ЛИСТ ПОЛИСТИРОЛА, СПОСОБ ТЕРМОФОРМОВАНИЯ ГЛУБОКО ВЫТЯНУТЫХ ИЗДЕЛИЙ ИЗ ВСПЕНЕННОГО ТЕРМОПЛАСТА И ГЛУБОКО ВЫТЯНУТОЕ ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ВСПЕНЕННОГО ЛИСТА ТЕРМОПЛАСТА | 1994 |
|
RU2133671C1 |
| ПЭИ-ПЕНОПЛАСТЫ ИЗ ВСПЕНЕННЫХ ЧАСТИЦ ДЛЯ ПРИМЕНЕНИЯ ВНУТРИ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2018 |
|
RU2777619C2 |
| Способ изготовления изделий из пенопласта и устройство для его осуществления | 1977 |
|
SU680628A3 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ВСПЕНИВАЮЩИХСЯ ПОЛИМЕРОВ С ИСПОЛЬЗОВАНИЕМ МИКРОВОЛНОВОГО ИЗЛУЧЕНИЯ | 2005 |
|
RU2328375C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВСПЕНЕННОГО МАТЕРИАЛА | 1993 |
|
RU2045405C1 |
| Форма для изготовления изделий из пенопластов | 1984 |
|
SU1191299A1 |
| Лопасть ветрового колеса из композиционных материалов и способ ее изготовления | 1991 |
|
SU1807960A3 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПБНОПОЛИСТИРОЛА ПО авт.св. 716847, отличающаяся тем, что, с целью сокращения цикла формования и повышения прочности готовых изделий, перфорированный корпус выполнен в виде перфорированной оболочки, огибающей ряд горизонтально установленных по высоте форгиы спирально обмотанных проволокой стержней с ,пароподводящими каналси ш, имекмцими выходы в полость формы, причем пароподводящие каналы горизонтально установленных стержней и полость центрального перфорированного стержня расположены взаимно перпендикулярно.