1
Изобретение относится к получений строительных материалов, в частности, для производства пористых изделий из пенополистирола (сегментов), используемых при теплоизоляции; холо дильных трубопроводов.
Известна форма для изготовления изделий из пенополистирола, перфорированные стенки которой соединены с системой поДвода пара внутрь формы й- снабжейы отверстиями для выхода вездуха из форки наружу.
К недостаткам форю относится невозможность изготовления парных, профильных изделий и невысокое качество получаемых изделий 11.
Известна также форма для изготовления профильных изделий из вспененны}4 материалов, содержащая перфорированный корпус, подвижно установленную крышку и центральный полый перфорированный стержень. К надостатKeuuj устройства следует отнести заби.вание перфораций стержня вспененным пенополистиролом, недостаточно большую поверхность теплообмена, что ухудиает условия вспенивания, а также.большую трудоемкость изготовления перфораций на стержне 2.
Целью изобретения является упрощение технологии изготовления элементов формы и повьшение качества изделий .
Это достигается тем, что в форме для изготовления профильных изделий из пенополистирола, содержащей перфорированный корпус, подвижно установленную крышку и центральный пер0форированный стержень, стержень выполнен с продольными прорезями, снабжен спирально намотанным поверх них ленточньпи элементом, а также перегородками, разделявшими полость
5 фор№Л на конгруэнтные части.
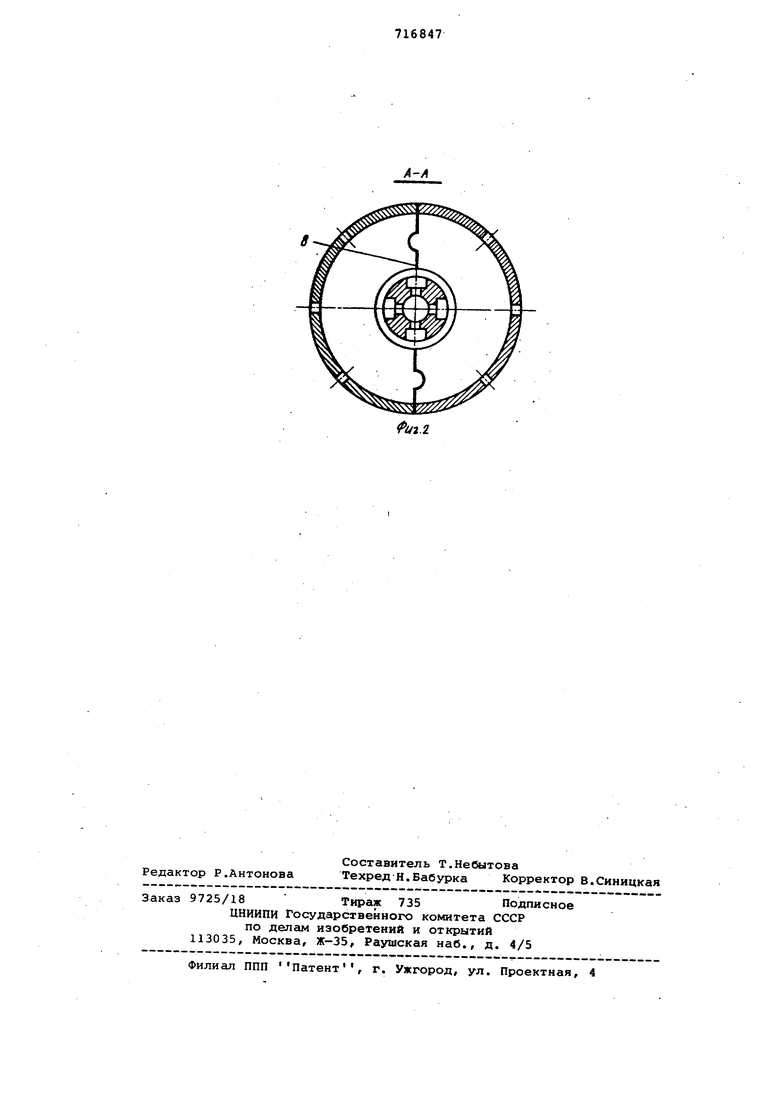
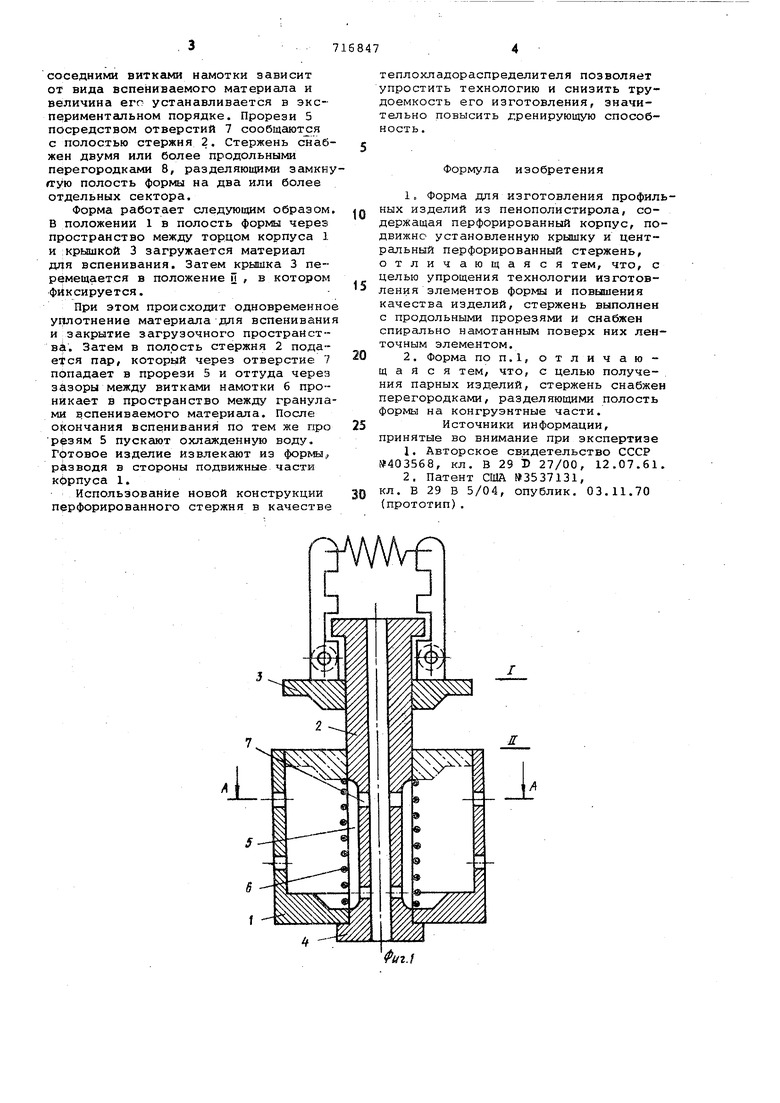
На фиг, 1 изображена форма, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1.
Форма состоит из разъемного ста0канообразного корпуса 1 с круглым или любым другим внутренним сечением и центрального стержня 2, снабженного подвижной фиксируемой крыш-, кой 3, и имеющего упор 4 для фикса5ции положения корпуса 1.
На формообразующей поверхности стержня 2 имеются продольные прорези 5, перекрытые неплотной спиральной намоткой из ленточного элемента 6,
0 например, из проволоки. Зазор между
соседними витками намотки зависит от вида вспениваемого материала и величина его устанавливается в экспериментальном порядке. Прорези 5 посредством отверстий 7 сообщают ся с полостью стержня 2. Стержень снабжен двумя или более продольными перегородками 8, разделяющими замкнутую полость формы на два или более отдельных сектора.
Форма работает следующим образом. В положении 1 в полость формы через пространство между торцом корпуса 1 и крышкой 3 загружается материал для вспенивания. Затем крышка 3 перемещается в положение и , в котором фиксируется.
При этом происходит одновременное уплотнение материгша для вспенивания и закрытие загрузочного прострамства. Затем в полость стержня 2 подаетрся пар, который через отверстие 7 попадает в прорези 5 и оттуда через зазоры между витками намотки б прюникает в пространство между гранулами вспениваемого материала. После окончания вспенивания по тем же про резям 5 пускают охлажденную воду, Гртовое изделие извлекают из фор&и,, разводя в стороны подвижные части кфрпуса 1.
Использование новой конструкции перфорированного стержня в качестве
теплохладораспределителя позволяет упростить технологию и снизить трудоемкость его изготовления, значительно повысить дренирующую способность .
Формула изобретения
1,Форма для изготовления профилных изделий из пенополистирола, содержащая перфорированный корпус, подвижно установленную крышку и центральный перфорированный стержень, отличающаяся тем, что, с целью упрощения технологии изготовления элементов формы и повышения качества изделий, стержень выполнен
с продольными прорезями и снабжен спирально намотанным поверх них ленточным элементом.
2.Форма ПОП.1, отличающаяся тем, что, с целью получения парных изделий, стержень снабже перегородками, разделяющими полость формы на конгруэнтные части.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №403568, кл. В 29 1) 27/00, 12.07.61
2.Патент США №3537131,
кл. В 29 В 5/04, опублик. 03.11.70 (прототип),
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления профильныхиздЕлий из пЕНОпОлиСТиРОлА | 1978 |
|
SU802059A2 |
| Форма для изготовления профильных изделий из пенополистирола | 1982 |
|
SU1071445A2 |
| Форма для изготовления вспененных изделий | 1979 |
|
SU895695A1 |
| Устройство для изготовления блоков вспененных полимерных материалов (варианты) и способ изготовления этих блоков | 2020 |
|
RU2744369C1 |
| Способ получения изделий из пенополистирола | 1987 |
|
SU1557580A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ВСПЕНИВАЮЩИХСЯ ПОЛИМЕРОВ С ИСПОЛЬЗОВАНИЕМ МИКРОВОЛНОВОГО ИЗЛУЧЕНИЯ | 2005 |
|
RU2328375C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТОВЫХ ПЛИТ | 2006 |
|
RU2417238C2 |
| Способ изготовления изделий из вспенивающейся термопластичной композиции | 1978 |
|
SU770825A1 |
| ЧАСТИЦЫ ВСПЕНИВАЕМОГО ПОЛИСТИРОЛА, ПРЕДВАРИТЕЛЬНО ВСПЕНЕННЫЕ ЧАСТИЦЫ ПОЛИСТИРОЛА, ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПЕНОПОЛИСТИРОЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ЧАСТИЦ ВСПЕНИВАЕМОЙ СМОЛЫ | 2016 |
|
RU2725578C2 |
| СПОСОБ ВСПЕНИВАНИЯ В ФОРМЕ С ИСПОЛЬЗОВАНИЕМ ВСПЕНИВАЕМОЙ СРЕДЫ И ПОКРЫВАЮЩИХ СЛОЕВ И ПОЛУЧАЕМОЕ В РЕЗУЛЬТАТЕ ЭТОГО ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПЛАСТИКА | 2011 |
|
RU2575032C2 |