Изобретение относится к производству полимерных изделий с заполнителем из пенопласта и может быть использовано в водном транспорте для изготовления поплавков из автомобильных покрышек, используемых для буев, вех со шпиртсбакеном, швартовых бочек и др. плавучих сооружений.
Известно устройство для изготовления полимерных изделий - поплавков из использованной автомобильной покрышки с заполнителем из пенопласта, содержаш,ее формообразуюш,ий элемент, систему пода чи пара через установленный в нем перфорированный зонд, отверстие для загрузки предварительно вспененных гранул 1.
К недостаткам этого устройства относятся неудобство загрузки гранул из-за наличия одного загрузочного отверстия в панели, наличие одного парового зонда, что исключает возможность направленной подачи пара в периферийные зоны межгранульного пространства, необходимость демонтажа зонда после вспенивания заполнителя и заделка отверстия в панели, а также отсутствие отверстий в панели для выхода газа и конденсата из межгранульного пространства в процессе вспенивания заполнителя.
Наиболее близким к изобретению по технической сушности и достигаемому результату является устройство для изготовления изделий из полимерных материалов, содержаш,ее формообразу1бш.ий элемент, соосно установленный в нем полый перфорированный стакан, связанный через днише формообразуюш,его элемента с системой подвода пара, систему отвода конденсата и перфорированную крышку 2.
Недостатком известного устройства является невозможность качественного вспенивания на нем крупногабаритных изделий сложной конфигурации.
Целью изобретения является обеспечение изготовления изделий сложной конфигурации типа поплавков на основе использованной автомобильной покрышки с заполнителем из пенопласта.
Поставленная цель достигается тем, что устройство для изготовления изделий из полимерных материалов, содержащее формообразуюший элемент, соосно установленный в нем полый перфорированный стакан, связанный через днище формообразующего элемента с системой подвода пара, систему отвода конденсата и перфорированную крышку, снабжено связанными с системой подвода пара дополнительными полыми перфорированными стаканами, установленными равномерно по окружности на днище формообразующего элемента на заданном расстоянии от соосно установленного в формообразующем элементе полого перфорированного стакана, перфорация которого
выполнена на высоте, не превышающей 1/2 высоты формообразующего элемента, а высота дополнительных полых перфорированных стаканов также не превыщает 1/2 высоты формообразующего элемента, причем перфорация в них выполнена со стороны, прилежащей к периферии формообразующего элемента. Именно такое расположение пароподводящих станков и отверстий в них позволяет получить качественное
вспенивание всего объема пенополистирольного заполнителя автомобильной покрышки, имеющей специфическую форму.
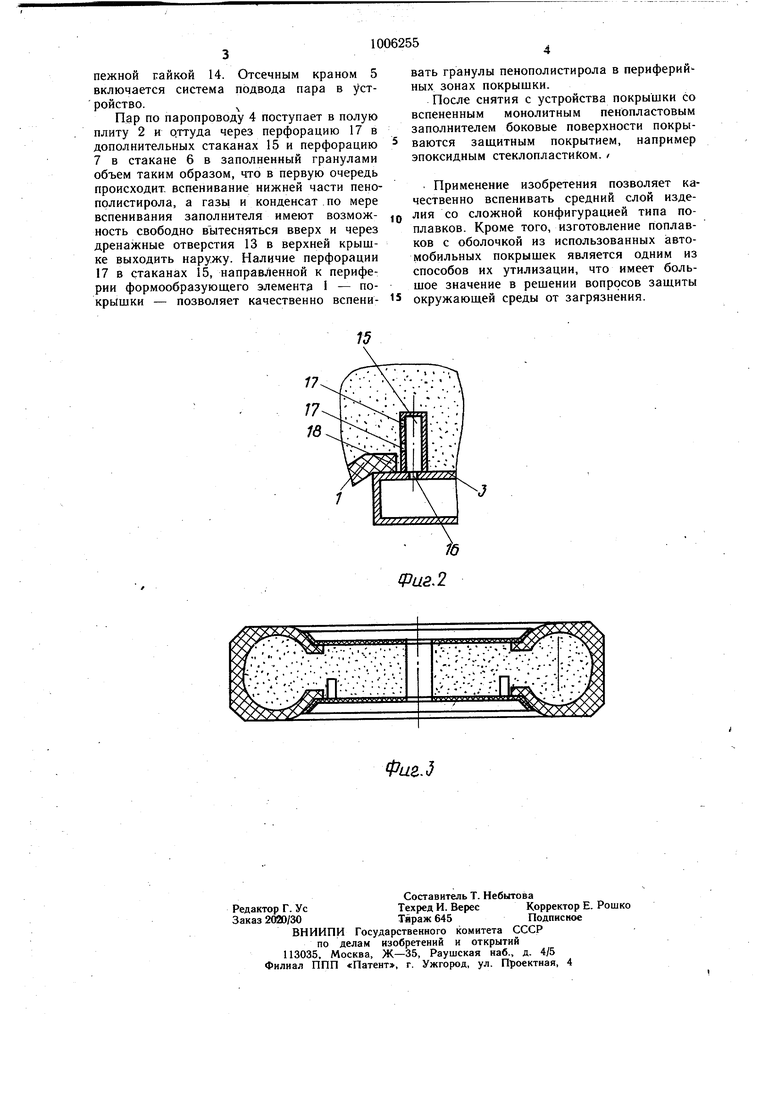
На фиг. 1 показано устройство, общий вид; на фиг. 2 - дополнительный перфорированный стакан, в увеличенном масштабе; на фиг. 3 - поплавок из автомобильной покрышки с пенополистирольным заполнителем (изделие).
Устр1ойство для изготовления изделий из полимерных материалов содержит формообразующий элемент 1 (автомобильную покрышку), к которому подведена система подвода пара в виде полой плиты 2, образующей днище 3 формообразующего элемента, и паропровода 4 с отсечным краном 5. Собсно формообразующему элементу 1, внутри которого установлен полый перфорированный стакан 6, перфорация 7 его выполнена на высоте, не превышающей 1/2 высоты формообразующего элемента (покрышки). Перфорированный стакан 6 свяQ зан с системой подвода пара через отверстие 8.
В верхней части стакана 6 установлен хвостовик 9 с резьбой и упор 10, на который устанавливается верхняя крыщка 11 с ребрами жесткости 12 и дренажными отверстиями 13. Крышка закреплена на стакане 6 крепежной гайкой 14. На днище 3 формообразующего элемента на заданном расстоянии от полого перфорированного стакана 6 равномерно по окружности установлены дополнительные полые перфорированные стаканы 15, связанные с системой подвода пара через отверстия 16 Перфорация 17 стаканов 15 выполнена со стороны, прилежащей к периферии формообразующего элемента. Высота допелнитель5 ных полых перфорированных стаканов 15 не превыщает 1/2 высоты формообразующего элемента. Нижние отверстия перфорации 17 стаканов 15 расположены выше уровня внутренней поверхности борта 18 покрыщки.
Устройство работает следующим образом.
На полую плиту 2 устанавливается формообразующий элемент 1 - покрышка - и ее внутренний объем заполняется требуе5 мым количеством предварительно - вспененных гранул пенополистирола. Верхняя крыщка 11 устанавливается на упор 10 перфорированного стакана 6 и закрепляется крепежной сайкой 14. Отсечным краном 5 включается система подвода пара в устройство. Пар по паропроводу 4 поступает в полую плиту 2 и рттуда через перфорацию 17 в дополнительных стаканах 15 и перфорацию 7 в стакане 6 в заполненный гранулами объем таким образом, что в первую очередь происходит, вспенивание нижней части пенополистирола, а газы и конденсат.по мере вспенивания заполнителя имеют возмож- j0 ность свободно вь1тесняться вверх и через дренажные отверстия 13 в верхней крышке выходить наружу. Наличие перфорации 17 в стаканах 15, направленной к периферии формообразующего элемента 1 - покрышки - позволяет качественно вспени- 5 вать гранулы пенополистирола в периферий ных зонах покрышки. После снятия с устройства покрышки со вспененным монолитным пенопластовым заполнителем боковые поверхности покрываются защитным покрытием, например эпоксидным стеклопластиком. Применение изобретения позволяет качественно вспенивать средний слой изделия со сложной конфигурацией типа поплавков. Кроме того, изготовление поплавков с оболочкой из использованных автомобильных покрышек является одним из способов их утилизации, что имеет большое значение в решении вопросов защиты окружающей среды от загрязнения.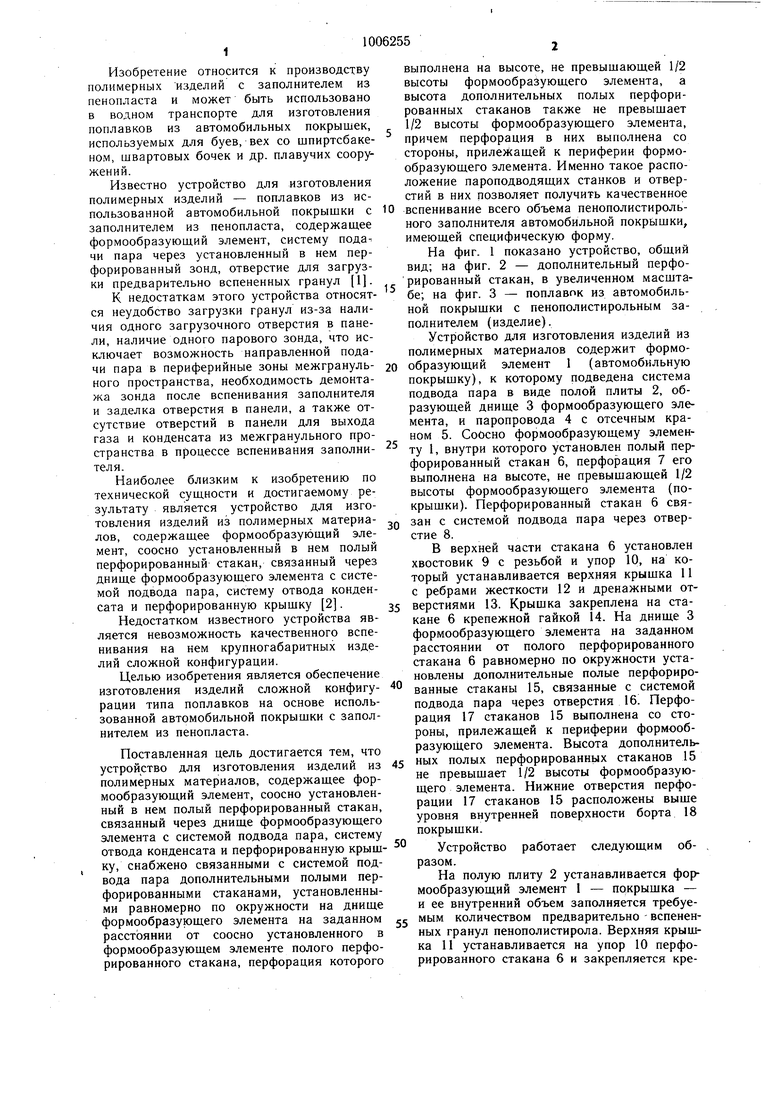
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления вспененных изделий | 1979 |
|
SU895695A1 |
| Форма для изготовления профильных изделий из пенополистирола | 1978 |
|
SU716847A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2424865C1 |
| Форма для изготовления профильныхиздЕлий из пЕНОпОлиСТиРОлА | 1978 |
|
SU802059A2 |
| Способ изготовления слоистых крупногабаритных изделий | 1979 |
|
SU895696A1 |
| Форма для изготовления изделий из пенополистирола с защитной оболочкой | 1987 |
|
SU1512715A1 |
| ПАРОГРАНУЛЯТОР С ВНУТРЕННЕЙ КЛАССИФИКАЦИЕЙ ПОРИЗОВАННЫХ ЗАПОЛНИТЕЛЕЙ | 2005 |
|
RU2302340C2 |
| Крышная установка для очистки и утилизации дымовых газов | 2023 |
|
RU2806418C1 |
| Устройство для изготовления изделий из пенопласта | 1989 |
|
SU1713830A1 |
| У ТЕХНИЧЕСКАЯ i | 1968 |
|
SU208254A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащее формообразующий элемент, соосно установленный в нем полый перфорированный стакан, связанный через днище формообразующего элемента иг. 1 с системой подвода пара, систему отвода конденсата и перфорированную крыщку, отличающееся тем, что, с целью обеспечения изготовления изделий сложной конфигурации типа поплавков на основе использованной автомобильной покрышки с заполнителем из пенопласта, устройство снабжено связанными с системой подвода пара дополнительными полыми перфорированными стаканами, установленными равномерно по окружности а днище формообразующего элемента на заданном расстоянии от соосно установленного в формообразующем элементе полого перфорированного стакана, перфорация которого выполнена на высоте, не превышающей 1/2 высоты формообразующего элемента, а высота дополнительных полых перфорированных стаканов также не превышает 1/2 высоты формообразующего элемента, причем перфорация в них выполнена со стороны, прилежащей к периферии формообразующего элемента. з 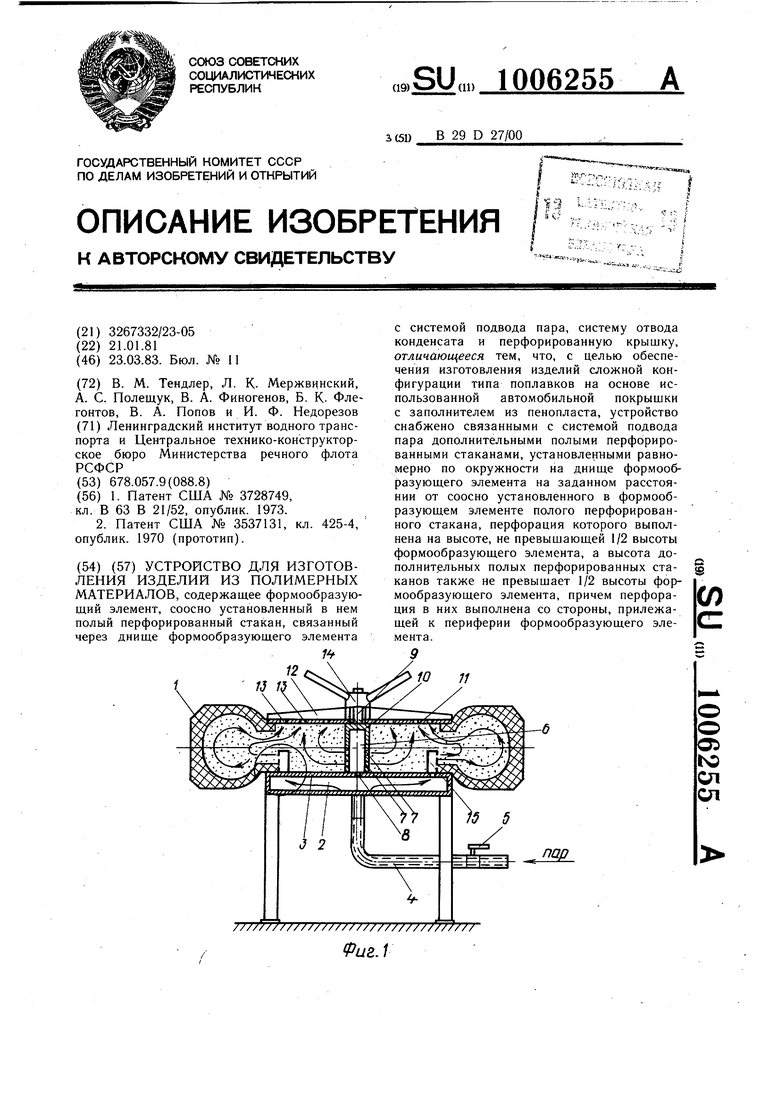
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3728749, кл | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3537131, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
