Изобретение относится к области изготовления изделий из гранул вспенивающихся полимеров и композиций на их основе, в частности к устройству, у которого формовка изделий происходит при ограниченной температуре, от тепловой энергии, выделяемой водой за счет воздействия на нее микроволнового излучения, с помощью которого затем производится сушка изделий [В29С 44/02, Н05В 6/64].
Изделия из вспенивающихся полимеров широко используются в промышленности и быту. Самым известным вспенивающимся полимером является пенополистирол, кроме него широко используются вспенивающиеся полиэтилен, полипропилен и другие полимеры. Изделия из пенополистирола чаще всего называют пенопластом плотностью от 10 до 35 кг/м3 - из него производят транспортные приспособления для бытовой техники и другую мягкую упаковку. Кроме того, пенопласт широко применяют в производстве строительных и утеплительных материалов и в других областях промышленности. Также все большее применение находят изделия из стиропора (жесткого пенопласта), представляющего собой пенополистирол плотностью от 35 до 90 кг/м3, из которого производятся различные емкости и ударопрочная упаковка. Вспененный полиэтилен и полипропилен чаще всего используют в качестве гибких утеплителей и уплотнителей.
Вспенивающиеся полимеры и композиции на их основе, как правило, формуются под воздействием тепловой энергии, в ограниченном интервале значений температуры, которая зависит от особенностей пластикации полимеров, а также от температуры активации вспенивающих присадок.
Устройства формования изделий из вспенивающихся полимеров устроены так, чтобы в ограниченном объеме осуществить вспенивание полимера или композиции на его основе за счет различного рода воздействий, временно повышающих его температуру. При этом вспенивающийся полимер занимает весь предоставленный ему объем, после чего изделие охлаждается и полимер переходит в твердую фазу. Для стабилизации процесса вспенивания может производиться пред-вспенивание гранулята, с последующим достижением необходимой насыпной плотности.
Известно устройство производства пористых изделий из пенопластов, включающее реакционную камеру с клапаном для сброса давления, пресс-формы с перфорированными стенками, размещенные в реакционной камере, блок управления процессом формования изделий и систему подачи пара, связанную с реакционной камерой и блоком управления процессом формования изделий. Система подачи пара представляет собой парогенератор, расположенный в реакционной камере и содержащий термоэлемент и узел подачи воды к термоэлементу с дозатором. Выходной патрубок дозатора размещен над термоэлементом. Способ производства включает предварительное вспенивание гранул материала, их вылеживание и сушку, подачу пред-вспененных гранул в пресс-форму с перфорированными стенками и размещение формы с материалом в реакционной камере, подачу в камеру пара под давлением с изобарической выдержкой до получения спекшейся массы материала и резким сбросом давления пара до атмосферного с последующим охлаждением готового изделия. Подачу пара осуществляют в виде импульса путем резкого подъема давления до 1,5 атм и сброса давления до 1,17 атм, необходимого для изобарической выдержки материала. Длительность импульса пара при подаче его в камеру составляет не более 0,2 с - патент РФ №2090365, кл. В29С 44/02, 1996.
Недостатком известного устройства является сложность получения однородной плотности и поверхности изделий, в том числе из стиропора, поскольку направленный прогрев паром формуемого изделия осуществляется через его поверхность, т.е. сквозь поры между пред-вспененными гранулами, которые быстро закупориваются при вспенивании. В результате чего возникает градиент температуры и затрудняется прогрев гранул внутри изделия, где вспенивание оказывается недостаточным, из-за малой теплопроводности гранул. В случае же увеличения давления в реакционной камере происходит перегрев поверхности изделия, что влечет за собой его деформацию, непредсказуемые усадки и повышенную хрупкость поверхности. Кроме того, данный технологический процесс требует выдержки и сушки пред-вспененных гранул перед формовкой, а также относительно большого временного интервала на охлаждение отформованного изделия непосредственно в пресс-форме, часто сопровождающееся его сушкой с помощью вакуума. Все это приводит к снижению производительности, увеличению парка производственного оборудования и существенному ограничению номенклатуры выпускаемых изделий, в том числе неоднородной толщины и сложной формы.
Задачей изобретения является улучшение эксплуатационных качеств и увеличение номенклатуры выпускаемых изделий, с одновременным упрощением технологического процесса и уменьшением парка производственного оборудования. При этом само устройство и получаемые с помощью него изделия обладают улучшенными потребительскими свойствами.
Указанный технический результат достигается за счет того, что формовка изделий из вспенивающихся полимеров и композиций на их основе происходит в устройстве, включающем формовочную камеру из прозрачного для микроволн материала, в которую подается смесь пред-вспененного или гранулированного вспенивающегося полимера, или композиция на его основе, и воды, помещаемую в канал подачи микроволнового излучения, а также узел повышения и выравнивания давления в формовочной камере, при этом формовка изделий происходит от тепловой энергии, выделяемой водой, при воздействии на нее микроволнового излучения, при температуре до 170 градусов по Цельсию, которая достигается, регулируется и ограничивается за счет регулирования давления пара в формовочной камере.
В формовочной камере и ее корпусе, выполненном из непрозрачного для микроволн материала, используются выпоры, которые служат одновременно для связи формовочной камеры с узлом повышения и выравнивания давления. Причем диаметр данных выпоров минимизируется так, что бы не позволить микроволновому излучению проникнуть сквозь них за пределы формовочной камеры.
Узел повышения и выравнивания давления состоит из воздушного компрессора, пневматического ресивера, связанного с выпорами корпуса формовочной камеры, а также регулирующего и аварийного клапанов. Компрессор повышает давление в пневматическом ресивере в период вспенивания. При этом регулирующий клапан поддерживает давление в пневматическом ресивере и формовочной камере на заданном уровне или числовом поле уровней, задавая скорость выхода воздуха и пара из пневматического ресивера. А аварийный клапан служит для быстрого сброса излишнего давления, превышающего рабочее, в случае поломки регулирующего клапана или в других внештатных ситуациях.
Сушка готового изделия после вспенивания происходит непосредственно в формовочной камере с помощью микроволнового излучения, с одновременным понижением его температуры за счет контура охлаждения, расположенного в корпусе формовочной камеры.
Пред-вспененный бисер, направляется на вспенивание в формовочной камере, исключая временной процесс сушки и выдержки бисера. При этом вода подается в формовочную камеру дозированно, в виде воздушно-капельной смеси или пара.
Дозировка бисера, подаваемого в камеру вспенивания, производится до проведения пред-вспенивания, по объему или соответствующей массе исходного гранулята вспенивающегося полимера.
Краткое описание чертежей
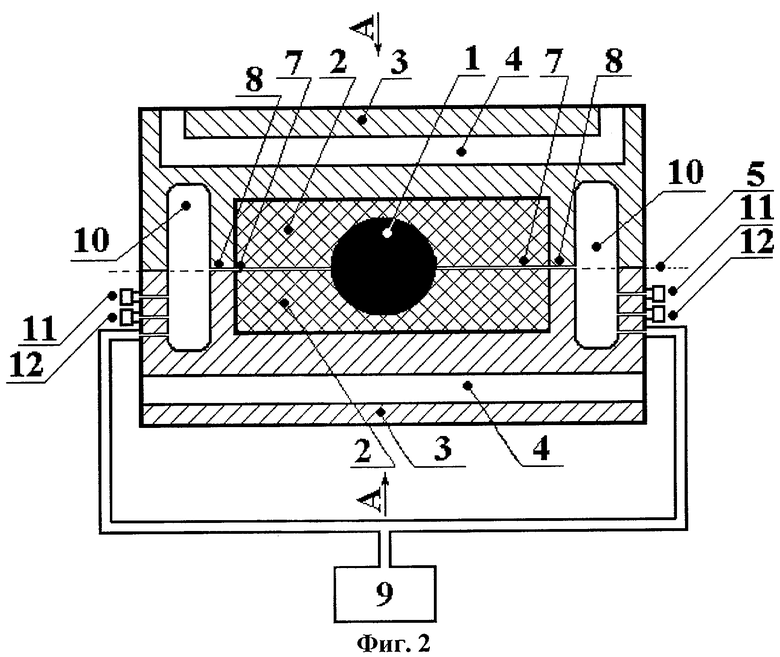
На фиг.1 представлен фрагмент камеры вспенивания, на котором показан канал подачи микроволнового излучения, вид сбоку в разрезе по формуемому изделию, на фиг.2 - фрагмент камеры вспенивания, на котором показан узел повышения и выравнивания давления, вид в перпендикулярном сечении по формуемому изделию.
Сущность изобретения
На фиг.1 формуемое изделие 1 образуется при вспенивании полимера, в соответствующем ограниченном заполняемом объеме формовочной камеры 2, состоящей из двух ответных частей, которая помещается в канал подачи микроволнового излучения 6. Формуемое изделие 1 изображено в виде шара - для примера.
Ограниченный объем ответных частей формовочной камеры перед каждым производственным циклом наполняется смесью пред-вспененного или гранулированного вспенивающегося полимера, или композиции на его основе, и воды с помощью подводящего перекрывающегося канала (не показан).
Формовочная камера 2, выполненная из прозрачного для микроволн материала, помещена в корпус формовочной камеры 3, выполненный из непрозрачного для микроволн материала, имеющий контур охлаждения 4. Ответные заполняемые части формовочной камеры 2 размыкаются вместе с ответными частями корпуса формовочной камеры 3 по линии размыкания 5. Канал подачи микроволнового излучения 6 имеет непрозрачные для микроволн стенки, за счет чего образуется комбинированный волновод из стенок канала подачи микроволнового излучения 6 и внутренней части корпуса формовочной камеры 3. Что позволяет встраивать данную композицию в микроволновый резонатор или другую систему направленной подачи микроволнового излучения.
Контур охлаждения 4 предназначен для постоянного охлаждения корпуса формовочной камеры 3 и самой формовочной камеры 2, как правило, с помощью холодной воды. Это необходимо для ускорения процесса охлаждения и полимеризации формуемого изделия, а также для минимизации влияния неравномерного расширения материала формовочной камеры при периодическом нагреве от пара, образующегося при взаимодействии микроволнового излучения и воды.
На фиг.2 показан узел повышения и выравнивания давления в формовочной камере 2, которая связана с пневматическим ресивером 10 через выпоры формовочной камеры 7 и выпоры корпуса формовочной камеры 8, выполненные в виде углублений, канавок или рисок на размыкаемых ответных частях формовочной камеры 2, а также корпуса формовочной камеры 3, расположенные по линии размыкания формовочной камеры и ее корпуса 5. Диаметр данных выпоров минимизируется так, чтобы не позволить микроволновому излучению проникнуть сквозь них за пределы формовочной камеры.
Узел повышения и выравнивания давления в формовочной камере 2 состоит из воздушного компрессора 9, пневматического ресивера 10, связанного с выпорами корпуса формовочной камеры 7, а также регулирующего клапана 11 и аварийного клапана 12.
Пневматический ресивер 10 является внутренней полостью ответных частей корпуса формовочной камеры 3 и предназначен для сглаживания скачков давления воздуха или пара, а также для пневматической связи между всеми элементами узла повышения и выравнивания давления в формовочной камере, при этом его связь с атмосферой осуществляется через воздушный компрессор 9, регулирующий клапан 11 и аварийный клапан 12. Для равномерного распределения давления в формовочной камере пневматический ресивер 10 может быть выполнен в виде нескольких полостей, распределенных по краям формуемого изделия 1. В этом случае пропорционально увеличивается количество регулирующих клапанов 11, аварийных клапанов 12, а также штуцеров, подводящих воздух от воздушного компрессора 9. На фиг.2 для примера показаны две камеры пневматического ресивера 10.
Воздушный компрессор 9 повышает давление в пневматическом ресивере 10 в период вспенивания. При этом регулирующий клапан 11 поддерживает давление в пневматическом ресивере 10 и формовочной камере 2 на заданном уровне или числовом поле уровней, задавая скорость выхода воздуха и пара из пневматического ресивера 10. А аварийный клапан 12 служит для быстрого сброса излишнего давления, превышающего рабочее, в случае поломки регулирующего клапана 11 или в других внештатных ситуациях.
Вспенивающийся полимер в виде исходного гранулята или пред-вспененного бисера подается в камеру вспенивания 2 одновременно с дозированной подачей в нее воды или пара, после чего с помощью воздушного компрессора 9 и регулирующего клапана 11 устанавливается заданное давление воздуха в пневматическом ресивере 10 и формовочной камере 2, что позволяет повысить температуру кипения воды и соответствующую температуру насыщенного водяного пара.
В процессе обработки формовочной камеры 2 микроволновым излучением находящаяся в ней вода вскипает и повышает температуру до заданной величины. Причем регулирующий клапан 11 позволяет контролировать данную температуру в стабильном технологическом режиме.
Исходный гранулят можно использовать в технологическом процессе без пред-вспенивания, если плотность готовых формованных изделий будет превышать 200 кг/м3. Для достижения меньшей плотности изделий требуется однократное или многократное пред-вспенивание гранулята.
Давление в камере вспенивания, выставляемое регулирующим клапаном 11, определяется исходя из таблицы соответствия давления насыщенных водяных паров и температуры, достаточной для формовки изделий из конкретного вспенивающегося полимера. Температура свыше 170°С достигается при давлении насыщенного водяного пара более 8 бар, и учитывая тот факт, что в формовочной камере пар будет насыщенным лишь очень короткий период времени, и что практически все вспенивающиеся полимеры имеют меньшую температуру формования - температура 170°С является максимально допустимой при данном технологическом процессе. При превышении данной температуры и соответствующих показателей давления насыщенного водяного пара процесс вспенивания может быть нестабильным и взрывоопасным, поскольку достижение заданных параметров должно будет происходить в критическом режиме мгновенного микроволнового разогрева, при котором скорость вытеснения воды и водяного пара из камеры вспенивания 2 окажется существенно ниже скорости увеличения объема бисера в процессе вспенивания.
Сушка готового формованного изделия 1 после вспенивания происходит непосредственно в формовочной камере 2 с помощью того же микроволнового излучения, с одновременным понижением температуры изделия 1 за счет контура охлаждения 4, расположенного в корпусе формовочной камеры 3.
Готовое формованное изделие 1 после полимеризации вынимается из формовочной камеры 2 путем разъединения ответных заполняемых частей формовочной камеры 2 и корпуса формовочной камеры 3 по линии размыкания 5 с помощью механического или пневматического толкателя (не показан).
Пред-вспененный бисер перед формовкой может иметь насыпную плотность существенно большую плотности формуемого изделия 1, причем дополнительная сушка и выдержка бисера не требуется, поскольку его нагрев в камере вспенивания 2 производится с помощью пара, постоянно покидающего камеру вспенивания, за счет чего происходит удаление излишней влаги и последующая сушка формуемого изделия 2.
Для проведения вспенивания требуется дополнительная дозированная подача воды в формовочную камеру 2 в виде воздушно-капельной смеси или пара, в зависимости от плотности формуемого изделия 1, в том числе холодного пара при температуре менее 100°С. Это позволяет существенно ускорить процесс формовки изделий из пенопластов, поскольку экономится время на превращение воды в пар, а также предварительный прогрев бисера в процессе вспенивания. Подачу воды или пара в камеру вспенивания оптимально проводить с помощью малоинерционных химически стойких клапанов, управляемых реле времени в общем цикле технологического процесса.
Поскольку пред-вспененный бисер перед формовкой может иметь насыпную плотность существенно большую плотности формуемого изделия 1 - будет происходить частичное наполнение бисером камеры вспенивания, что требует дозировки бисера, имеющего переменную в разных производственных циклах плотность, что существенно осложняет данный процесс. С целью упрощения устройства и данного технологического процесса дозировка бисера, подаваемого в камеру вспенивания, производится до проведения пред-вспенивания, по объему или соответствующей массе исходного гранулята вспенивающегося полимера, поскольку плотность гранулята является достаточно стабильной величиной, и такой способ дозировки бисера позволяет гарантированно избежать перерасхода сырья или, наоборот, недостаточной жесткости конструкций, достигая не более чем 3-процентной величины отклонений от заданной плотности формуемых изделий. Дозировку гранулята, подаваемого на пред-вспенивание, оптимально производить с помощью периодически наполняемого автоматического объемного дозатора, пневматически связанного с последующими элементами технологического процесса.
Изобретение относится к области изготовления изделий из гранул вспенивающихся полимеров и композиций на их основе. Формовка изделий из вспенивающихся полимеров и композиций на их основе происходит в устройстве, включающем формовочную камеру из прозрачного для микроволн материала, в которую подается смесь пред-вспененного или гранулированного вспенивающегося полимера, или композиция на его основе, и воды, помещаемую в канал подачи микроволнового излучения. Устройство также имеет узел повышения и выравнивания давления в формовочной камере. При этом формовка изделий происходит от тепловой энергии, выделяемой водой, при воздействии на нее микроволнового излучения, при температуре до 170 градусов по Цельсию, которая достигается, регулируется и ограничивается за счет регулирования давления пара в формовочной камере. Технический результат: достигается упрощение регулировки режимных параметров, улучшение эксплуатационных качеств и увеличение номенклатуры выпускаемых изделий, с одновременным упрощением технологического процесса, возможность минимизировать и предотвращать утечки опасного микроволнового излучения из внутренней части корпуса формовочной камеры. При этом получаемые изделия обладают улучшенными потребительскими свойствами. 2 з.п. ф-лы, 2 ил.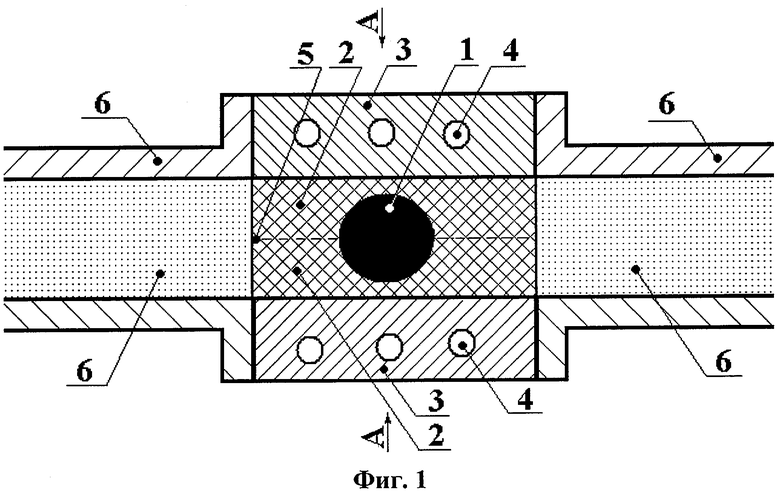
| DE 102004049060 А1, 23.06.2005 | |||
| ЕР 1508420 А2, 23.02.2005 | |||
| WO 9008642 А1, 09.08.1990 | |||
| US 6228478 А, 08.05.2001 | |||
| DE 19648093 A1, 28.05.1998 | |||
| DE 10157427 А1, 05.06.2003 | |||
| СПОСОБ ПЛАВЛЕНИЯ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2203180C2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US 4298324 А, 03 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| БИОРЕАКТОР С НЕПОДВИЖНЫМ СЛОЕМ, ЭЛЕМЕНТЫ-НОСИТЕЛИ ДЛЯ ТАКОГО РЕАКТОРА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2144004C1 |

