Изобретение относится к электротехнике, в частности к создайию коллекторов электрических машин, и может быть использовано в машинах постоянного тока средней и большой мощности,. Известен коллектор электрической машины, содержащий коллекторные пластины, закрепленные в несущем пластмассовом корпусе путем прессования в него опорной части пластин в виде многократного ласточкина хвоста 1J. Недостатком устройства является трудоемкость сборки коллектора. Наиболее близким по технической сущности к предлагаемому является коллектор, содержащий коллекторные пластины, положение которых относительно изоляционного вала, снабженного трапецеидальными или треугольными аксиальными шлицами, зафиксировано с помощью двух нажимных изоляционных конусных шайб, напрессованных на хвостовике коллекторных пластин, при этом коллекторные пластины прижаты к боковым поверхностям шлицов 2. Недостатком данного устройства является трудоемкость сборки и большой расход металл а пластин, в качестве которого используют дорогостоящую электротехническую 1у1едь. Цель изобретения - упрощение сборки и снижение расхода металла пластин. Поставленная цель достигается тем, что в коллекторе электрической машины, содержащем коллекторные пластины, положение которых относительно вала, снабженного аксиальными шлицами, зафиксировано с помощью двух нажимных изоляционных шайб, расположенных с концов коллекторных пластин, коллекторные пластины выполнены из трубок треугольного сечения, изоляционные шайбы насажены на вал на шлицы, и на обращенных друг к другу поверхностях изоляционных шайб выполнены углубления по профилю сечения коллекторных пластин, при этом в углубления одной из шайб вложены эластичные прокладки. На фиг. 1 показан коллектор, продольный разрез; на фиг. 2 - одна коллекторная пластина с соединительным элементом; на фиг. 3 - изоляционная шайба, вид со стороны коллекторных пластин. Коллектор содержит коллекторные пластины 1 с соединительными элементами 2. Положение пластин 1 относительно вала 3, снабженного аксиальными шлицами 4, зафиксировано с помощью двух нажимных изоляционных шайб 5 и 6 гайкой 7. Шайбы 5 и 6 насажены на шлицы 4 вала 3 и расположены с концов коллекторных пластин 1. Пластины 1 выполнены из трубок треугольного сечения (фиг. 2). На обращенных друг к другу поверхностях изоляционных шайб 5 и 6 выполнены углубления 8 (фиг. 3) по профилю сечения коллекторных пластин. В углубления одной из шайб например 6 (фиг. 1), вложены эластичные прокладки 9. Сборку коллектора осуществляют следующим образом. На шлицы 4 вала 3 насаживают изоляционную шайбу 5, при этом углубления 8 на поверхности шайбы 5 должны быть обращены к вставляемым в них концам коллекторных пластин 1, последние вставляют в углубления 8 изоляционной шайбы 5, при этом соединительные элементы 2 выводят в специальные прорези в шайбе 5. Наружная шайба 6 насаживается на вал 3 углублениями 8 внутрь с предварительной закладкой в них эластичных прокладок 9 так, чтобы свободные концы пластин 1 попали в эти углубления. Затем гайкой 7 сжимают шайбы 5 и 6. Треугольное сечение полых коллектор пластин 1 дает необходимую прочность их на изгиб при сжатии и при действии на них центробежных сил при вращении. Выполнение их.полыми облегчает конструкцию и экономит электротехническую медь. Выполнение шайб 5 и 7 с углублениями и посадка их на шлицы вала обеспечивает выполнение коллектора в форме беличьего колеса, при этом отсутствие сплошной изоляционной втулки между валом 3 и пластинами 1, в отличие от прототипа, а также между пластинами 1 усиливает интенсивность охлаждения коллекторных пластин при вращении коллектора и предотвращает замыкание пластин угольно-графитовой пылью щеток. Наличие эластичных прокладок упрощает сборку. Положительный эффект изобретения достигается благодаря снижению трудоемкости на стадии сборки коллектора на 50% и сокращению расхода электротехнической меди до 99%. . Толщина стенок коллекторных пластин обусловлена только механической прочностью. Процесс изготовления изоляционных шайб из пластмассы, методом безотходного прессования значительно менее трудоемок, чем дополнительная обработка сплошной втулки фрезерованием.
/ГЛ.
г
2
Фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Коллектор электрической машины | 1979 |
|
SU792389A1 |
| Устройство для сборки и опрессовки комплекта коллекторных пластин | 1989 |
|
SU1734156A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ СТАТОРА | 2018 |
|
RU2687560C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2319267C1 |
| ОБЪЕКТИВНЫЙ СПОСОБ ТОЧНОГО ОБНАРУЖЕНИЯ МЕСТА КОРОТКОГО ЗАМЫКАНИЯ МЕЖДУ КОЛЛЕКТОРНЫМИ ПЛАСТИНАМИ ЛАСТОЧКИНА ХВОСТА КОЛЛЕКТОРОВ МАШИН ПОСТОЯННОГО ТОКА | 2015 |
|
RU2593408C1 |
| Коллектор электрической машины | 1977 |
|
SU731504A1 |
| Электрическая машина постоянного тока | 1984 |
|
SU1239795A1 |
| Способ сборки якоря электрической машины | 1985 |
|
SU1257759A1 |
| Способ изготовления коллекторов электрических машин | 1932 |
|
SU32035A1 |
| Коллектор электрической машины | 1982 |
|
SU1083269A1 |

КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, содержащий коллекторные пластины, положение которых относительно вала, снабженного аксиальными шлицами, зафиксировано с помощью двух нажимных изоляционных щайб, расположенных с концов коллекторных пластин, отличающийся тем, что, с целью упрощения сборки и снижения расхода металла пласти, коллекторные пластины выполнены из трубок треугольного сечения, изоляционные щайбы насажены на вал на щлицы и на обращенных друг к другу, поверхностях изоляционных шайб выполнены углубление по профилю сечения коллекторных пластин, при этом в углубления одной из щайб вложены эластичные прокладки. (Л ю О5 tsD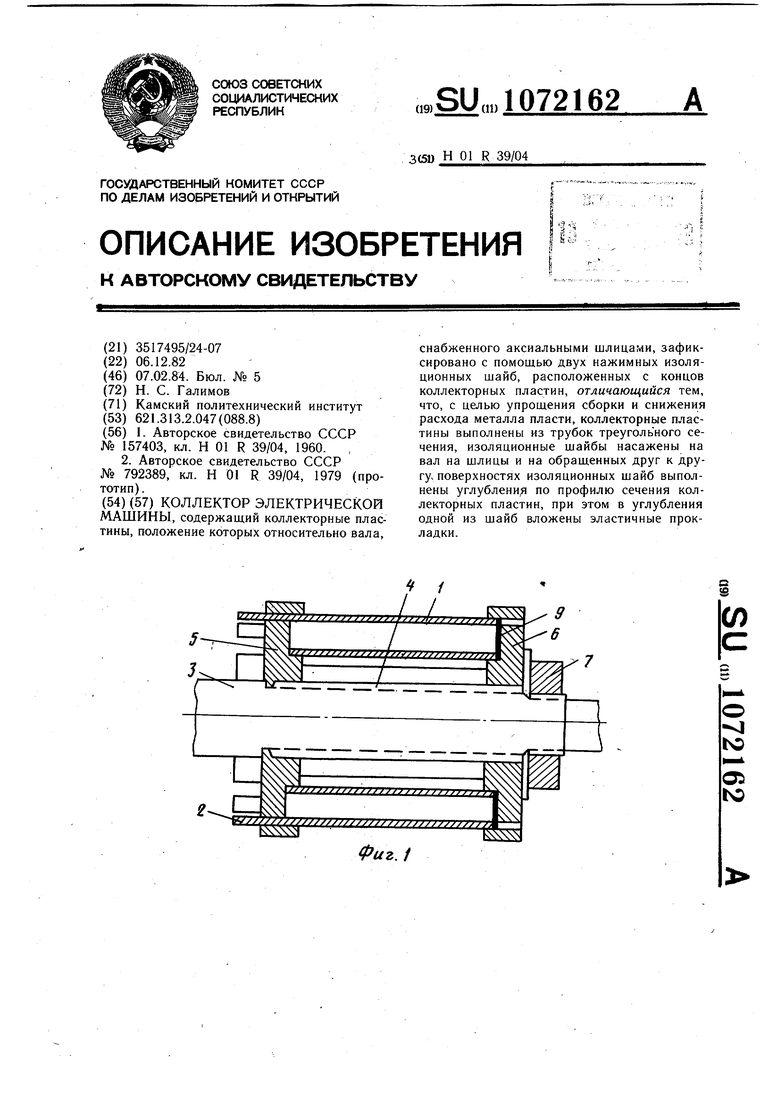
о
АРъЧг
8
г.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU157403A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Коллектор электрической машины | 1979 |
|
SU792389A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
