О
ч1
о
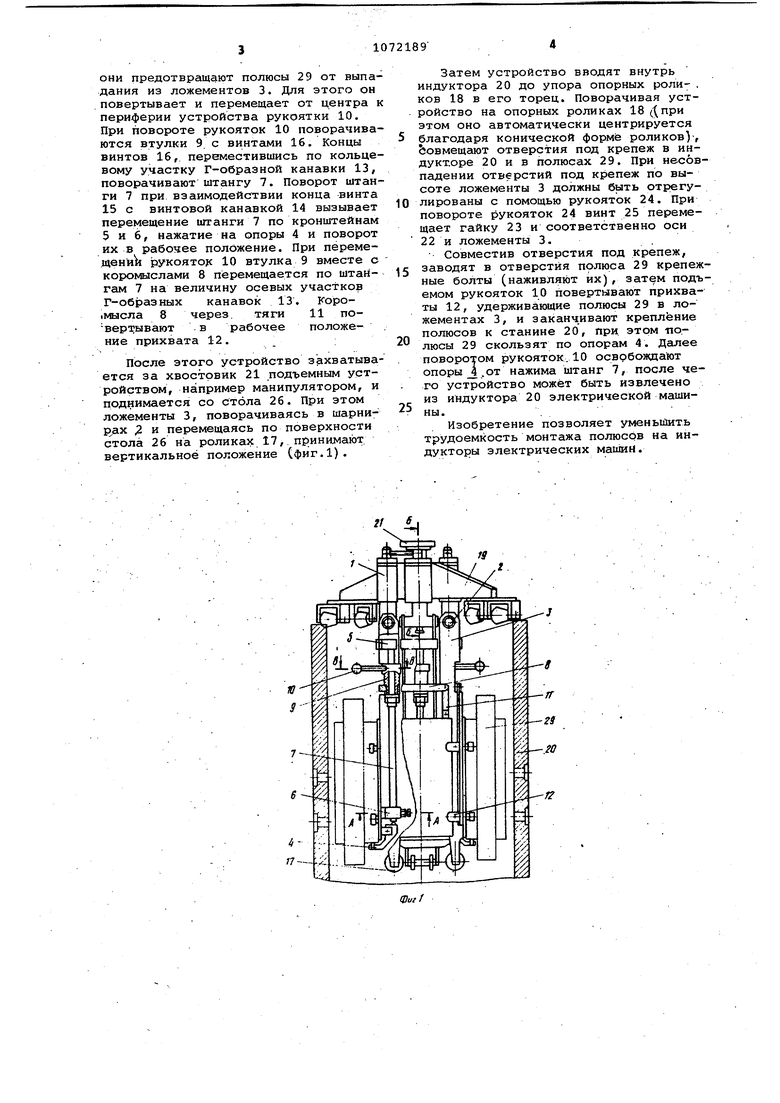
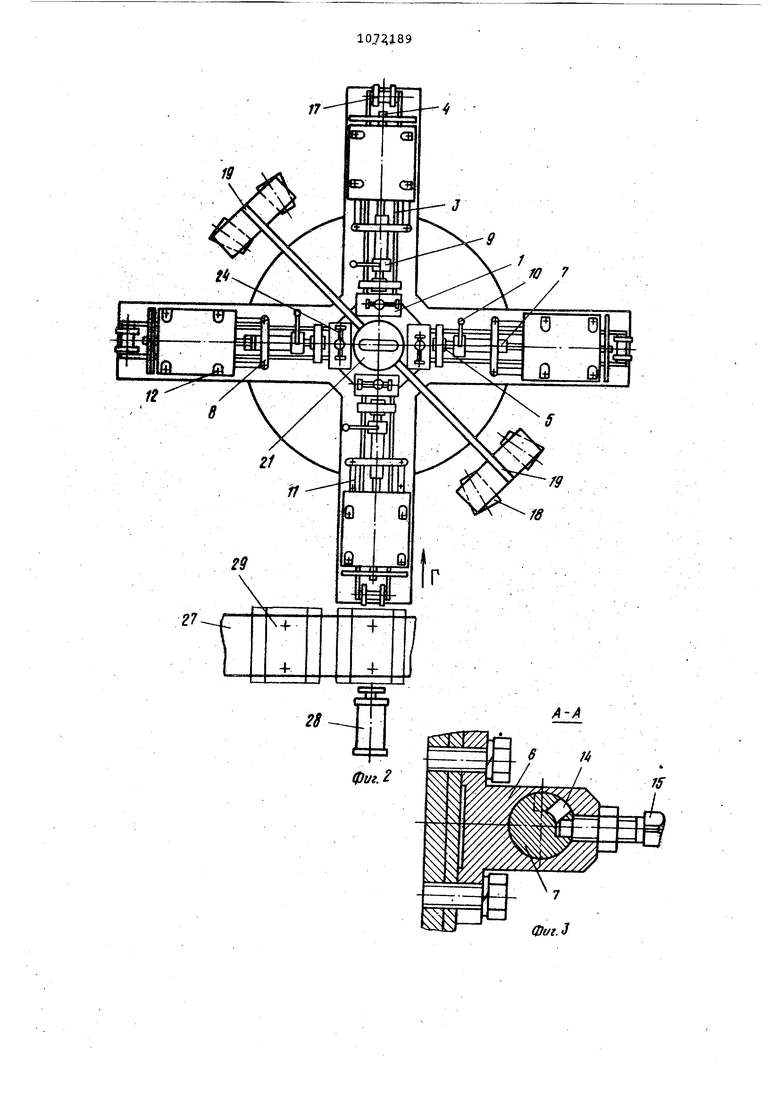
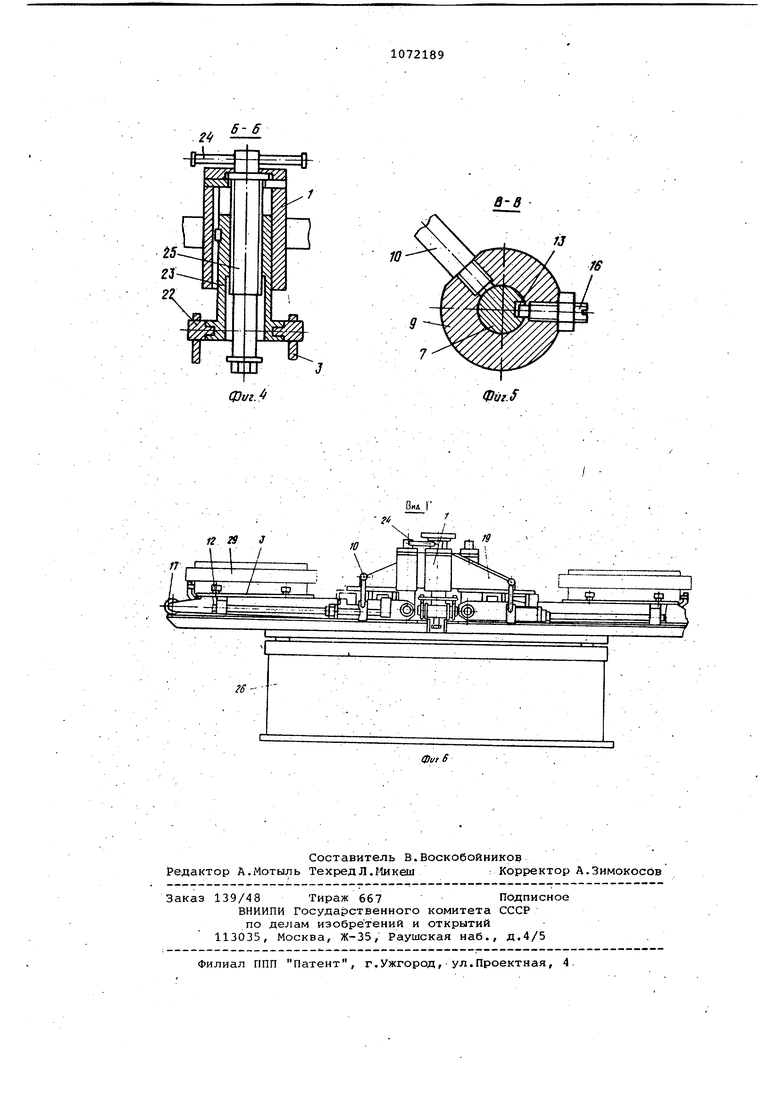
Изобретение относится к технологическому оборудованию для монтажа полюсов на индукторе электрической машины и может быть использовано в электротехнической промьлиленности. Известно устройство для монтажа полюсов на индукторе электрической машины, выполненное в виде захватов которые перемещают кран-балкой. Захваченный полюс вводят в индуктор и закрепляют на нем l . Недостаток известного устройства - большая трудоемкость установ ки полюсов, так как одновременно устанавливаете только один полюс и его ориентация Относительно крепежн отверстий индуктора и установка в нем производятся вручную. Известно также устройство для монтажа полюсов на индукторе электр ческой машины, содержащее раму, с которой шарнирно связаны ложементы для установки полюсов, расположенны симметрично относительно ее оси и снаб)енные элементами фиксации полюсосэ - 2J . Недостатками указанного устройства являются большая трудоемкость монтажа полюсов из-за необходимости перекантовки полюсов из горизонталь ного положения, в котором они находятся после сборки, в вертикальное положение для установки вЛржементы устройства, а также трудность са- ; мой установки полюса в ложемент и закрепления в нем. . Кроме того, при использовании та кого - устройства затруднено совмещение отверстий под крепеж в станине и в полюсах, так как угловому перем щению устройства препятствует трени упора о торец станины, а ложементы не могут перемещаться вдоль оси индуктора. Цель изобретения - снижение трудоемкости монта:жа. . Поставленная цель достигается тем, что устройство для монтажа полюсов На индукторе электрической ма шины, содержащее раму, с которой. шарнирно связаны ложементы для уста новки полюсов, расположенные снимет рично относительно ее оси и снйбжен ные элементами фиксацииполюсов, содержит механизм перемещения ложе;uieHTOB и опорные ролики, установлен ные на раме и на концах ложементов, при этом каждый механизм перемещени ложемента выполнен в виде винтовой пары, винт которой укреплен на раме гайка связана с ложементом, а ложементы установлены с возможностью их поворота. Кроме того, опорные ролики, установленные на раме, выполнены коничес кими.„ На фиг.1 показано устройство для монтажа полюсов на индукторе, общий вид на фиг.2 - устройство при установке на ложементы полюсов, вид в плане; на фиг.З - разрез Л-А на фиг.1; на фиг. 4 - разрез Б-Б на фиг.1, на фиг.З - разрез В-В на фиг.1, на фиг.6 - вид по стрелке Г на фиг.. Устройство для монтажа полюсов на индукторе электрической машины содержит раму 1. К нижней части рамы 1 посредством шарниров 2 присоединены ложементы 3, которые снабжены опорами 4, выполненными в виде двуплечего рычага и фиксирующего приспособления, содержащего установленную подвижно в кронштейнах 5 и.б штангу 7, установленную с возможностью поворота в корог-шсле 8 втулку 9 с рукояткой 10 и шарнирно соединенные с коромыслом 8 тяги 11 и прихваты 12. На штанге 7 в верхней части выполнена Г-образная канавка 13, а в нижней - винтовая канавка 14, в канавки 13 и 14 входят концы винтов 15 и 16. В нижней части ложементов 3 смонтированы опорные ролики 17. Рама 1 снабжена опорными роликами 18, выполненными коническими и установленными на жесткосоединенных с рамой 1 кронштейнах 19 в соответствии с диаметром индуктора 20 электрической машины, и хйостовиком 21 для захвата подъемным устройством, например манипулятором. Устройство содержит механизм перемещения ложементов для осуществления индивидуальной регулировки по оси индуктора 20 каждого ложемента 3, что необходимо при несрвпгщении по высоте отверстий под крепеж в индукторе и в полюсах, оси 22 шарниров 2 соединены с гайкой 23, перемещаемой рукояткой 24 винт 25. Позицией 26 обозначен сборочный стол, к которому примыкает сборочный пост 27 с толкателем 28, на который устанавливаются полюсы 29 электрической машины. Устройство для монтажа полюсов на индукторе электрической машины работает следующим образом. В исходном положении устройство установлено на сборочном столе 26, при этом ложементы 3 находятся в горизонтальном положении, причем один из них примыкает к сборочному посту 27. , . Рабочий с помощью толкателя 28 последовательно перемещает собранные с катушками полюсы 29 со сборочного поста 17. в ложементы 3, поворачивая соответственно на 90° устройство, опирающееся на поворотную часть стола 26, который может быть выполнен и без поворотной части, при этом каждый из ложементов 3 должен примыкать к одному из сборочных постов 27. Затем рабочий устанавливает опоры 4 и прихваты 12 в положение, при котором
они предотвращают полюсы 29 от выпадания из ложементов 3. Для этого он .повертывает и перемещает от центра к периферии устройства рукоятки 10. При повороте рукояток 10 поворачиваются втулки 9. с винтсцли 16. Концы винтов 16, переместившись по кольцевому участку Г-образной канавки 13, поворачивают штангу 7. Поворот штанги 7 при взаимодействии конца винта 15 с винтовой канавкой 14 вызывает перемещение штанги 7 по кронштейнам 5 и 6, нажатие на опоры 4 и поворот их в рабочее положение. При перемещений рукоято; 10 втулка 9 вместе с коромыслами 8 перемещается по штангам 7 на величину осевых участков Г-образных канавок 13, Коро.мысла 8 через. тяги 11 повертывают .в рабочее положение прихвата 12.
После этого устройство захватывается за хвостовик 21 подъемным устройством, например манипулятором, и поднимается со стола 26. При этом ложементы 3, поворачиваясь в шарнир ах ;2 и перемещаясь по поверхности стола 26 на роликах 17, пЕ)инимают вертикальное положение Сфиг.1).
Затем устройство вводят внутрь индуктора 20 до упора опорных роли- , ков 18 в его торец. Поворачивая устройство на опорных роликах 18 (при этом оно автоматически центрируется благодаря конической форме роликовVr Совмещают отверстия под крепеж в индукторе 2 О и в полюсах 2 9, При несовпадении отверстий под крепеж по высоте ложементы 3 должны быть отрегулированы с помощью рукояток 24, При повороте рукояток 24 винт 25 перемещает гайку 23 и соответственно оси 22 и ложементы 3.
Совместив отверстия под крепеж, заводят в отверстия полюса 29 крепежные болты (наживляют их), затем подъемом рукояток 10 повертывают прихваты 12, удерживающие полюсы 29 в ложементах 3, и заканч.ивают крепление полюсов к станине 20, при. этом яо.люсы 29 скользят по опорам 4, Далее поворотом рукояток.10 осврбоищают опоры 4 .от нажима штанг 7, после чего устройство может быть извлечено из индуктора 20 электрической машины,.
Изобретение позволяет уменыйить трудоемкость монтажа полюсов на индукторы электрических маишН,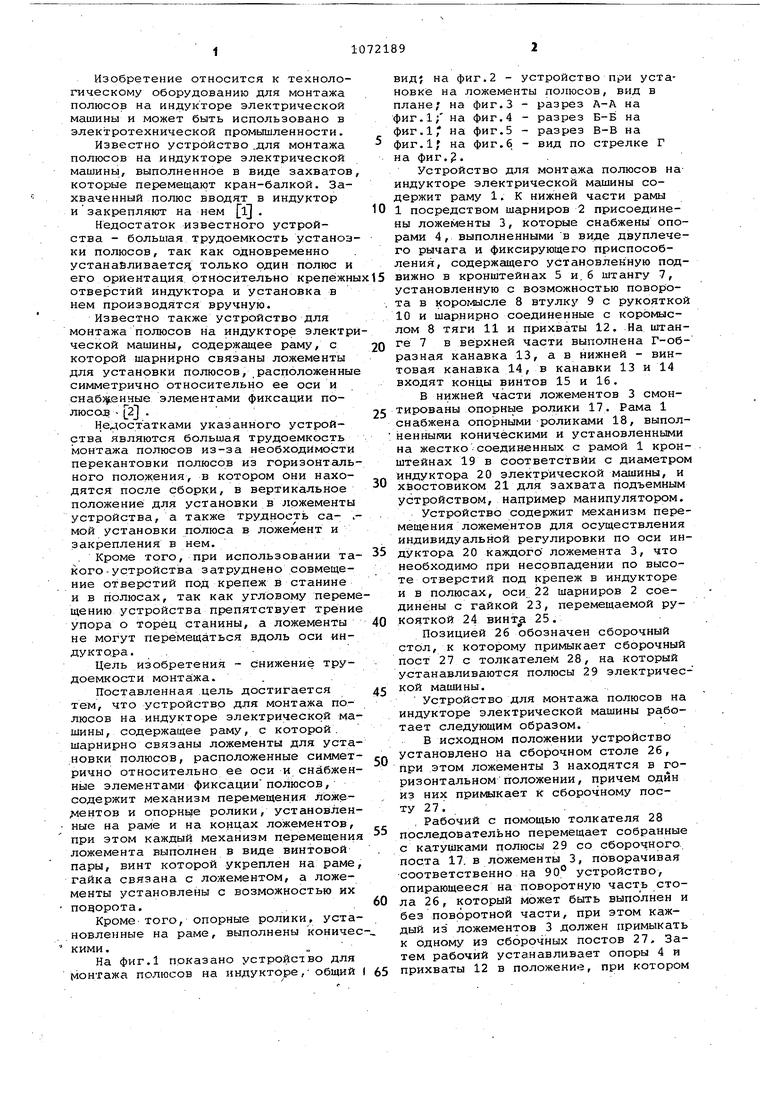
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| СПОСОБ СБОРКИ ДВЕРЕЙ АВТОМОБИЛЯ И СБОРОЧНАЯ ЛИНИЯ | 2012 |
|
RU2509023C9 |
| Стенд для сборки | 1976 |
|
SU565806A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Устройство для установки букс на шейки осей колесных пар | 1983 |
|
SU1229108A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Стапель для установки моноблока в отсек изделия | 2023 |
|
RU2805426C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
| АГРЕГАТ ДЛЯ ВОЗДЕЛЫВАНИЯ РАСТЕНИЙ НА КРУГОВОМ АГРОУГОДЬЕ | 1992 |
|
RU2050086C1 |
1. УСТРОЙСТЮ ДЛЯ ШНТАЖЛ ПОЛЮСОВ НА ИНДУКТОРЕ ЭЛЕКТРИЧЕСКОЙ . МАШИНЫ, содержащее раму, с крторой шарнирно связаны ложементы для установки полюсов, расположенйые симметрично относительно ее оси и снабженные элементами фиксации полюсов, о т л и - а ю щ е е с я тем, что, с целью снижения трудоемкости мбнтажа, оно содержит механизмы перемещения ложементов и опорные ролики, установленные на раме и на концах ложементов, при этом каждый механизм перемещения ложемента выполнен в виде винтовой пары/ винт которой укреплён на раме, гайка связана с ложементом, а ложементы установлены с возможное тью их поворота. 2. Устройство по п.1, о т л и чающееся тем, ,что опорные ролики, установленные на раме, выполнены коническими.
fa
Фиг.З
6-6
Фиг.
в-В
Фш.5
| Комолов В.Г | |||
| и др | |||
| Ремонт электрических машин | |||
| М., Транспорт, 1975, с | |||
| Солесос | 1922 |
|
SU29A1 |
| .Недорезов В.Б | |||
| Технология производства электросварочных машин | |||
| Л., Машиностроение, 1968, с | |||
| СПОСОБ ОБРАБОТКИ СЛЮДЫ | 0 |
|
SU398400A1 |
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
