.......:
/
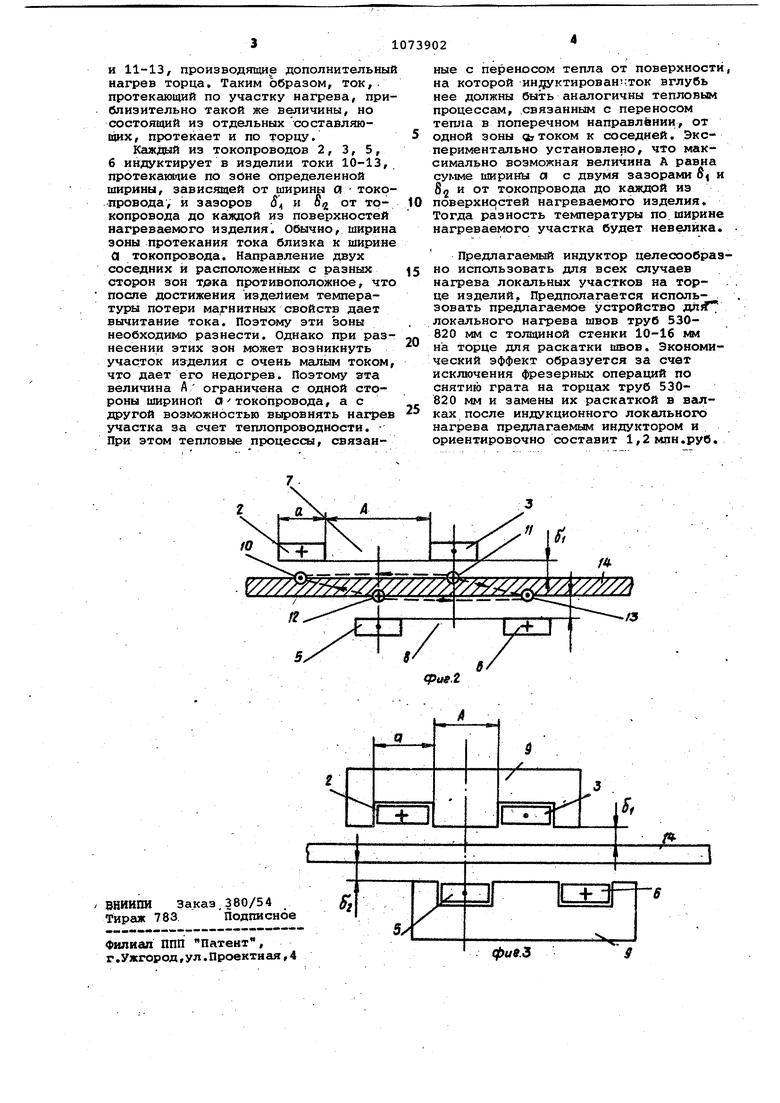
. Изобретение относится к индукци ному нагреву и может быть использовано при локальном нагреве швов полых изделий, например, труб конечной длины или пластин. Известен индуктор для локальног индукционного нагрева, выполненный из двух овальных многовитковых кат шек, охватывающих изделие с двух сторон и расположенных друг против друга. Каждая катушка снабжена маг нитопроводами, один из которых выполнен подвижным вдоль ее jYJ . Недостатком известного индуктора является неравномерность нагрева участка изделия в области торца вследствие расположения токопроводов катушек друг против друга. Наиболее близким к предлагаемом по техническому решению является индуктор для двухстороннего нагрева изделий, охва:тываю1аий изделие с обоих сторон таким образом, что его токопроводы, образуют петли, расположенные с противоположных сторон изделия и размещенные одна против другой и их продольные оси параллельны . Однако длина такого индуктора должна быть равной удвоенной длине шва трубы, при этом, учитывая, что стандартная длина труб равна. 8-12 выполнить такой индуктор затруднительно. Кроме того, имеет место та же перегрев торца трубы вследствие расположения токопроводов друг про тив друга. Цель изобретения - повышение ка чества термообработки за счет равномерного нагрева торца изделия. Прставленная цель достигается тем, что в индукторе для локальног нагрева изделий, преимущественно зоны шва труб конечной длины, содержащем две расположенные одна пр тив другой петли, токопроводы кото рых параллельны, однополюсные токо проводы каждой петли расположены против .зазора между разнополюсными токопроводами противолежащей петли i Зазор А мелсду разнополюсными токопроводами каждой петли равен О (. 5 где а - ширина токопровода;S,и 02 - расстояния от токопровода соответствующей петли индуктора до поверхности нагреваемого участка. На фиг. 1 схематически представ лен предлагаемый индуктор, попереч ный разрез, на фиг. 2 - то же, вид с торца; на фиг. 3 - инйуктор с ма нитопроводом, вид с торца. Индуктор содержит петлю 1, токопроводы 2 и 3 которой расположены, над поверхностью нагрева изделия/ и петлю 4, токопроводы 5 .и б которой расположены с другой стороны поверхности изделия, на против токо проводов 2 и 3,.Токопроводы 5 и 6 смещены относительно токопроводов 2 и 3 таким образом, что однополюсные токопроводы 3 и 5 (с одинаковым направлением тока) расположены против зазоров 7 и 8 между разнополюсными токопроводами 2, 3 и 5, б , Так, токопровод 3 рах:положен против зазора. 8 между токопроводами 5 и б, а токопровод 5 с током того же направления, что и токопровод 3 расположен против.зазора 7. Зазор А между разнополюсными токопроводами 3, 2 и 5, б индуктора выбран более ширины 0| и токопровог дов 2, 3 или 5, б, но менее, суммы ширины а токопровода индуктора и расстояний б;, и Sn от токопроводов 2, 3 и 5, б индуктора до поверхности нагреваемого участка. Индуктор при необходимости может быть дополнен магнитопроводами 9, охватывающими токопроводы и открытой, стороной паза обращенными в сторону нагреваемого изделия (фиг. З). При этом величины а , и А ,5 к S считаются по магнитопроводу. При подаче напряжения на индуктор в нагреваемом изделии индуктируются токи 10 - 13, повторяющие фор му токопроводов 2, 3, 5, б и направленные противоположно току в токопроводах 2, 3, 5, 6. За счет смещения токопроводов 2, 3 и 5, б относитель но друг друга каждая ветвь тока . в изделии протекает самостоятеЛЁно, независимо от соседних. При расположении системы токопроводов с обеих сторон изделия 14 у его торца 15 получается сложная картина суммарного тока, в которой присутствуют как отдельные контуры тока, замыкающиеся по каждой из поверхностей изделия, так и общий контур, состоящий из частей токов, протекающих по Обеим поверхностям изделия и замыкающий.ся через торец 15. Так, . ток 10 замыкается как с током 11, протекающим на той же поверхности изделия, так и с током 11, протекающим по противоположной поверхности. Поэтому по торцу 15 протекают две составляющие тока от контуров, замыкающихся по каждой из поверхностей - токи 10-11 и12-13, направленные противоположно и частично, после достижения изделием температуры потери магнитных свойств, вычитающиеся друг из друга. Через торец 15 такхсе протекает ток, замыкающий контуры, образованные на каждой из поверхностей - токи 10-12,
и 11-13, производящие дополнительный нагрев торца. Таким образом, ток, протекающий по участку нагрева, приблизительно такой же величины, но состоящий из отдельных составляю1ЦИХ, протекает и по торцу.
Каждый из токопроводов 2, 3,5, 6 индуктирует в изделии токи 10-13, протекаквпие по зоне определенной ширины, зависящей от ширины 01 токопровода, и зазоров S и 8 от токопровода до ка1ждой из поверхностей нагреваемого изделия. Обычно, ширина зоны протекания тока близка к ширине О токопровода. Направление двух соседних и расположенньлс с разных сторон зон т/зка противоположное, что после достижения изделием температуры потери магнитных свойств дает вычитание тока. Поэтому эти зоны необходимо разнести. Однако при разнесении этих зон может возникнуть участок изделия с очень малым током, что дает его недогрев. Поэтому эта величина А ограничена с одной стороны шириной а токопровода, а с другой возможностью выровнять нагрев участка за счет теплопроводности. При этом тепловые процессы, связанные с переносом тепла от поверхности, на которой инд;уктирован:ток вглубь нее должны быть аналогичны тепловым процессам, связанным с переносом тепла в поперечном направлении, от одной зоны сьтоком к соседней. Экспериментально установлено, что максимально возможная величина А равна сумме ширины а с двумя зазорами о и 85 и от токопровода до каждой из
0 поверхн9стей нагреваемого изделия. Тогда разность температуры по ширине нагреваемого участка будет невелика.
Предлагаемый индуктор целесообразно использовать для всех случаев
5 нагрева локальных участков на торце изделий. Предполагается использовать предлагаемое устройство кпя локального нагрева швов труб 530820 мм с тотациной стенки 10-16 мм
0 на торце для раскатки швов. Экономический эффект образуется за счет исключения фрезерных операций по снятию грата на торцах труб 530820 мм и замены их раскаткой в вал5ках после индукционного локального нагрева предлагаемым индуктором и ориентировочно составит 1,2 млн.руб.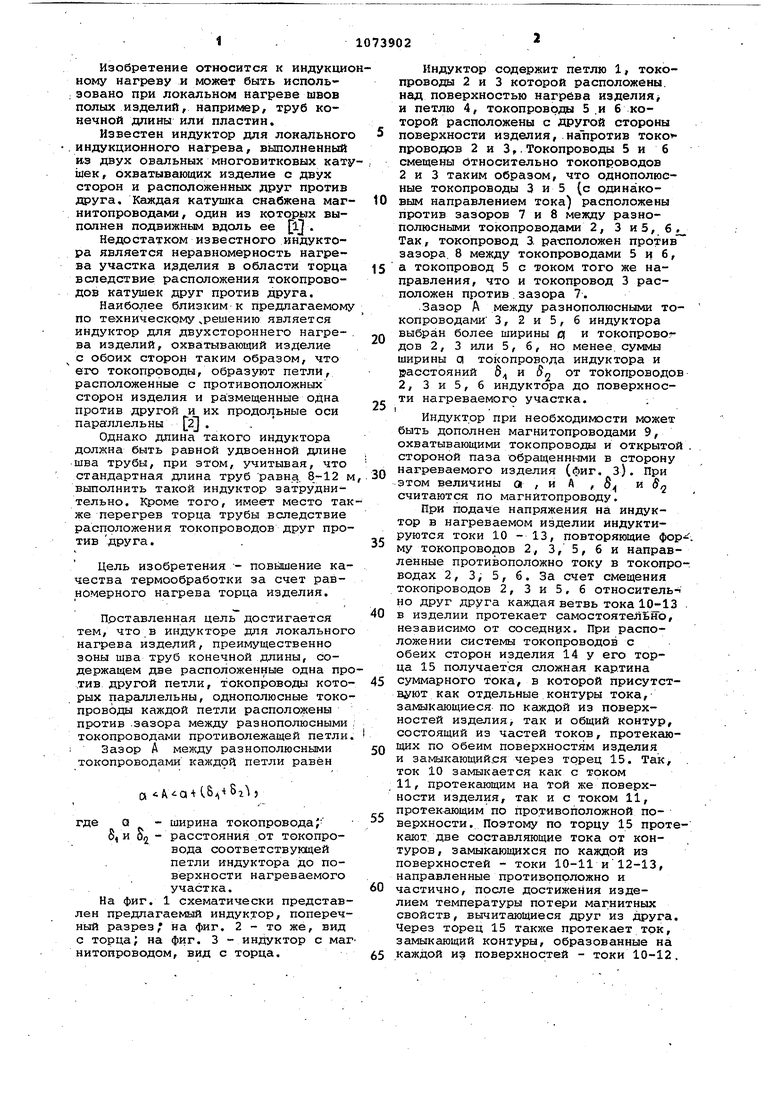
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
| Способ локального индукционного нагрева изделий | 1980 |
|
SU998537A1 |
| Способ локального нагрева изделий и устройство для его осуществления | 1982 |
|
SU1171537A1 |
| Индуктор для одновременного нагрева впадины зубчатых изделий | 1984 |
|
SU1201323A1 |
| Индуктор для нагрева поверхностей | 1980 |
|
SU936469A1 |
| Способ локального индукционного нагрева изделий и устройство для его осуществления | 1982 |
|
SU1167215A1 |
| Способ нагрева вращающихся изделий | 1990 |
|
SU1770387A1 |
| ИНДУКТОР ДЛЯ НАМАГНИЧИВАНИЯ ДЕТАЛЕЙ ИЗ МАГНИТОТВЕРДЫХ МАТЕРИАЛОВ | 1994 |
|
RU2072576C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2002 |
|
RU2216598C1 |
| Индуктор для нагрева деталей | 1987 |
|
SU1585904A1 |
1. ИНДУКТОР ДЛЯ ЛОКАЛЬНОГО HAFPEBA ИЗДЕЛИЙ, преимущественно зоны шва труб конечной длины, содержащий две расположенные одна против другой петли, токопроводы .которых параллельны, о т л и ч а ю щ и и с я тем, что, с целью повыоиения качества термообработки.за счет равномерного нагрева торца изделия, однополюсные токопроводы каждой петли расположены против зазора между разнополюсными токопроводами противолежащей петли. 2. Индуктор по п. 1, о т л и ч аю щ и и с я тем, что зазор А между токопроводами каждой петли равен а- А а+СВч йг), где а - ширина токопровода; §2 расстояния от токопро- 8 вода соответствующей . петли индуктора до пог верхности нагреваемого участка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Детектор дуги в распределительных устройствах корпусной конструкции | 1988 |
|
SU1552289A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Набат Г.И | |||
| Индукционный нагрев металлов и его промышленноет применение | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОДЗЕМНЫХ РАБОТ | 1919 |
|
SU524A1 |
