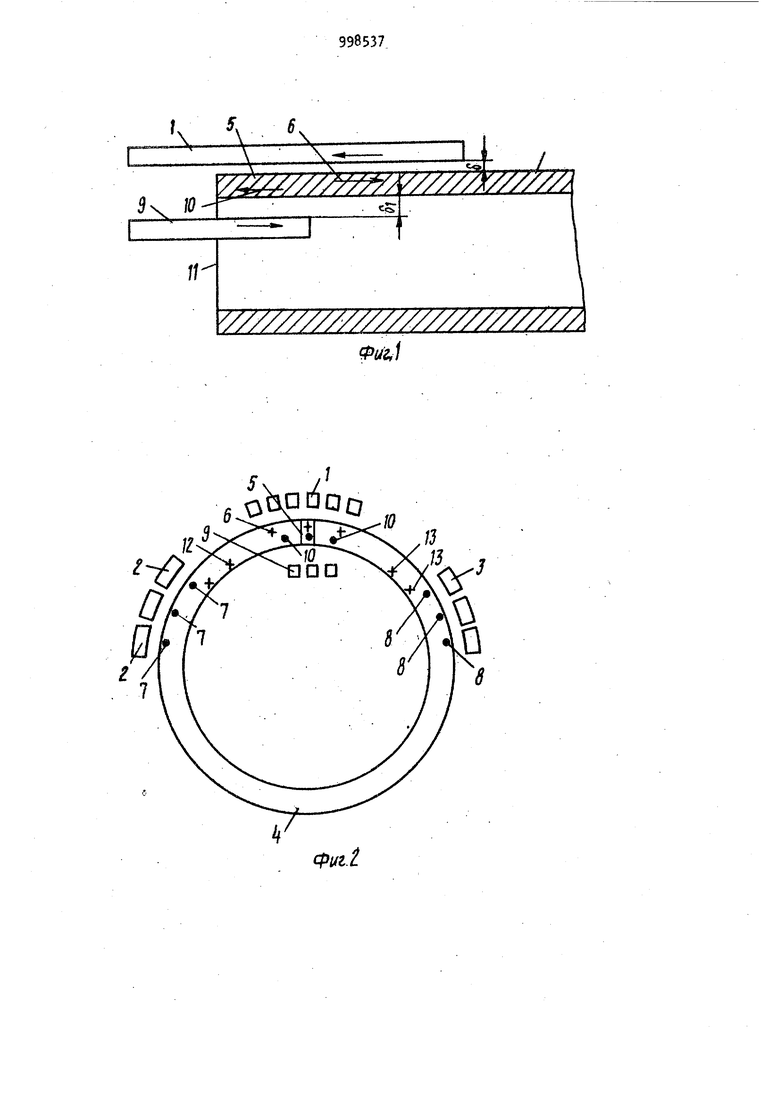
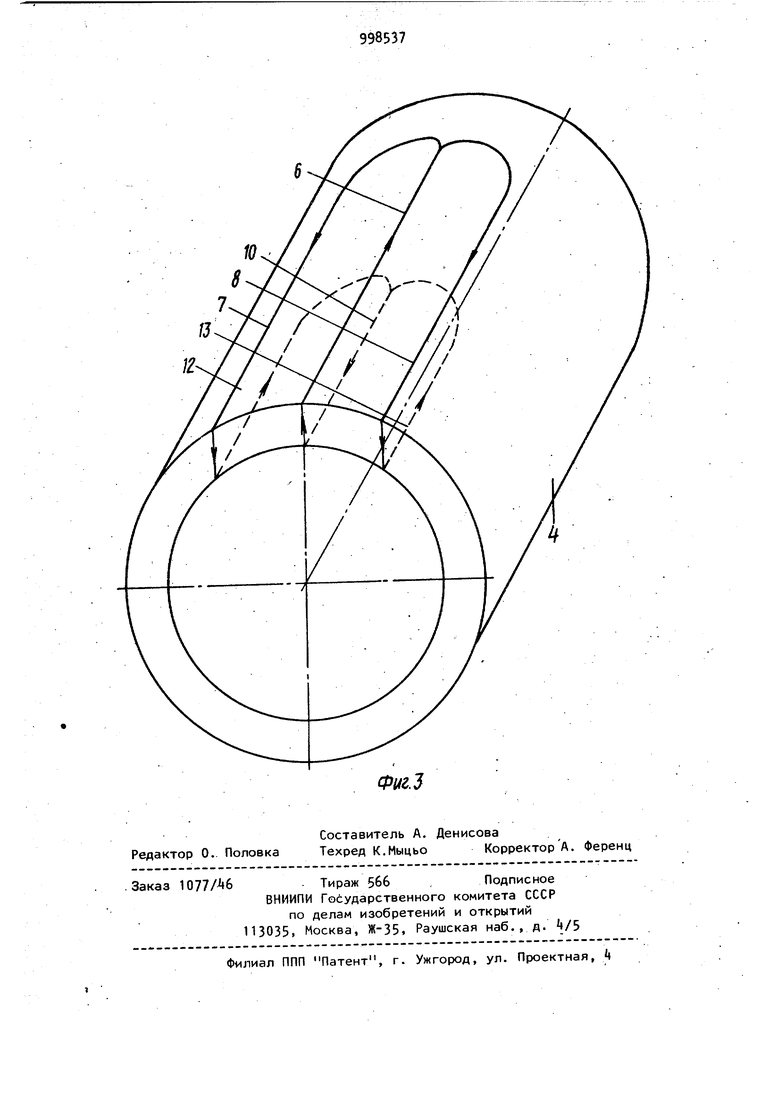
Изобретение относится к индукционному нагреву и может быть использовано при локальном нагреве швов полых :изделий, например труб конечной длины или пластин. Известен способ локального нагрева швов полых изделий или пласт.ин, заключающийся в том, что над швом спиральноиювной трубы ф 520-1220 мм, длиной 10-12 м располагают плоский индуктор или ряд следующих один за другим индукторов и, перемещая трубу под индукторами, производят нагрев шва и окрлошрвной зоны. Индуктирующие витки индуктора ориентируют в направлении шва. Ток индуктора наводит в зоне шва ток, который замыкается по телу трубы лвумя параллельными путями, расположенными симметрично по обе стороны от шва СОНедостатком указанного способа является неравномерный нагрев зоны шва у Торца трубы. Известен способ локального нагрева трубы, заключающийся в индуцировании токов в теле трубы индуктором, индуктирующие витки которого расположены над нагреваемым швом и ориентированы вдаль него., а обратные витки расположены симметрично по обе стороны от индуктирующих над поверхностью трубы.Индуктирующие витки наводят в зоне шва ток, который замыкается двумя параллельными путями по телу трубы под обратными проводниками. Индуктор выполняют длиной, равной длине нагреваемого участка, или, если нагреваемый участок достаточно протяженный, то перемещают индуктор и нагреваемое изделие друг относительно друга 2. При нагреве зоны шва в области торца описанным индуктором, когда торец индуктора располагают в непосредственной близости от торца трубы или последний находится под индуктором, ток, индуктированный в зоне шва индуктирующими витками индуктора, дойдя до об/1асти торца, разветвляется на две ветви. Точка разветвления находится на некотором расстоянии от торца трубы, которое в зависимости от частоты тока и конкретного исполнения индуктора составляет обычно 30 150 мм. В области торца на шве трубы наблюдается зона недогрева, связанна с тем, что ток в этой зоне не протекает, форма которой близка к равностороннему треугольнику с высотой, равной расстоянию от точки разветвления тока до торца трубы. На торцо вых частях трубы, расположенных межДУ индуктирующими и обратными провод никами, происходит резкая концентрация тока, что приводит к перегреву этих участков. Разность температур между участками недогрева и перегрева составляет 250-8.00 С, и концы у проходящих термическую обработку труб приходится обрезать. Длина обрезаемых участков составляет 30-150 мм, что вызывает значительные отходы металла. Известен способ индукционного нагрева изделий., включающий создание общего контура тока на обеих сторонах изделия, для чего на противопо- ложной основному току стороне изделия дополнительно индуктируют ток встречного направления дополнительными индуктирующими проводниками. Данный способ обеспечивает равномерный объемный нагрев изделия СЗ Наиболее близким к изобретению по технической сущности является способ локального индукционного нагрева изделий, преимущественно сварных швов, включающий двухсторонний нагрев шва с помощью наружного и внутреннего индуктирующих проводников, индуцирующих ток во взаимно противоположных направ лениях } Недостатком известного способа является невозможность обеспечения равномерного нагрева торца изделия при обработке сварного шва. Целью изобретения является исключение перегрева торца изделия за счет замыкания через торец общего контура тока. Цель достигается тем, что corjiacHO способу локального индукционного нагрева изделий, преимущественно сварных швов, вклю1|ающему двусторонний нагрев шва с помощью наружного и внут реннего индуктирующих проводников, индуцирующих ток во взаимно противоположных направлениях, внутренние индуктирующие проводники располагают относительно.шва с зазором, зависящим от зазора наружного индуктирующего проводника и определяемым из соотношени я ( ofjil OtT, где- сГ - зазор между наружными индуктирующими проводниками и по. верхностью изделия; (Г,|- зазор между внутренними индуктирующими проводниками и поверхностью изделия. На фиг. 1 показано устройство для осуществления способа при обработке трубы, общий вид; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - то же, вид сверху. Индуктор, состоящий из индуктирующих 1 и обратных 2 и 3 проводников, размещают над обрабатываемой трубой Ц таким образом, что индуктирующие витки располагаются над нагреваемым швом 5 с зазором d и ориентированы вдоль шва 5. Индуктирующие проводники 1 наводят в зоне шва 5 ток 6, который протекает вдоль шва 5 и замыкается по поверхности трубы 4 двумя параллельными ветвями 7 и 8. С противоположной стороны шва 5 внутри трубы , t расположены дополнительные внутренние индуктирующие проводники 9 которые параллельны индуктирующим проводникам 1 наружного индуктора и включены встречно, т.е. ток в них противоположен току в индуктирующих проводниках 1. ndsTOMy ток 10, индуктированный в теле трубы внутренними индуктирующими проводниками 9, противоположен току 6, Индуктированному в теле трубы 2 индуктирующими проводниками 1. При,размещении торца 11 трубы 1 между наружными дополнительными внутренними индуктирующими проводниками, в теле трубы k устанавливается общий ток, протекающий по наружной и внутр,енней поверхностям трубы . Ток 6, индуктированный на наружной поверхности трубы 4 проводниками 1 , огибает торец 11 трубы и замыкается с током 10, индуктированным проводниками 9 на внутренней поверхности трубы k. Обратные ветви 12 и 13 тока на внутренней поверхности трубы замыкаются через торец 11 трубы с обратными ветвями 7 и 8 на наружной поверхности. Такое протекание тока обеспечивает равномерное выделение мощности как в торцовых, так и в удаленных от него участках. Индукторы располагают таким образом, что их индуктирующие проводники 1 и 9 ориентированы вдоль шва и параллельны нагреваемым ими поверхностям трубы . Зазор cf между дополнительными индуктирующими проводниками 9 индуктора и поверхностью трубы k .выбирают в пределах Ьт одного до десяти зазоров (Г между индуктирующими проводниками 1 и обращенной к ним поверхнрстью трубы. Это позволяет достичь необходимой степени нагрева торца в зависимости от технологических требований, толщины стенки трубы и частоты тока. При выборе низкой частоты, когда глубина проникновения тока соизмерима с толщиной стенки, соотношение между rfj и (Г выбирается ближе к верхнему пределу, при высокой частоте - ближе к нижнему. Устройство может быть выполнено и в еиде двух индукторов: наружного и внутреннего..При этом наружный индуктор может быть выполнен в виде любого плоского индуктора с магнитрпроводом или без него. В качестве внутреннего можно использовать также любой индуктор. Важно лишь расположение витков вдоль нагреваемой зоны и их параллельность, а также противоположное направление токов в индуктирующих витках наружного и внутреннего индукторов. Предлагаемым способом можно нагревать и пластины. При этом индуктор располагают по одну и по стороны пластины. , Пример. Производился нагрев стальной трубы 820 мм с толщиной стенки 11 мм индуктором с 8-ю индуктирующими витками, расположенными над. швом и с расположенными симметрично по обе стороны от них двумя группами t-x витковых секций обратных проводников. Зазор между индуктирующими проводниками и Трубой составлял 10-12 мм. Внутри трубы напротив наружного индуктора располагался внут ренний, состоящий из -х индуктирующих проводников, распо.гюженных в пазу магнитопровода. Зазор между его индуктирующими проводниками и трубой изменяли от 50 до 90 мм. Индукторы бы ли включены со встречным направлением тока в индуктирующих проводниках 9 7« и питались от преобразователя частотой 1000 Гц. При величине зазора 50 мм наблюдался слабый недогрев .торцр вой зоны шва, уменьшавшийся по мере удаления внутреннего индуктора. При зазоре 90 мм нагрев по всей длине шва был . равномерным. При дальнейшем удалении индуктора наблюдался перегрев торцовой зоны. Изобретение предполагается использовать при локальной термомеханической обработке сварных швов на концах труб f 820-1220 мм. Это позволит сократить отходы металла на 1-3% веса каждой трубы, или при годовом производстве труб 820-1220 мм 1,2 млн. до 36 тыс. т металла в год, что при стоимости одной тонны труб 160 руб. со-, ставит экономию Л,76 млн. руб. Формула изобретения Способ локального индукционного нагрева изделий, преимущественно сварНЫХ швов, включающий двусторонний нагрев шва с помощью наружного и внутреннего индуктирующих проводников, индуцирующих ток во взаимно -противоположных направлениях, отличающийся тем что, с целью иск.пючения перегрева в области торца изделия за счет замыкания через торец общего контура тока, внутренние индуктирующие проводники располагают относительно шва с зазором, зависящим от зазора наружного индуктирующего проводника и определяемым из соотношения (, где О - зазор между наружными индуктирующими проводниками и поверхностью изделия; зазор между внутренними индуктирующими проводниками и поверхностью изделия. Источники информации, принятые во внимание при экспертизе 1. Промышленное применение токов высокой частоты. Труды ВНИИТВЧ. Вып. Il. Л., Машиностроение, с. 1 9-l85. 2. Авторское свидетельство СССР N° 69757 +, кл. С 21 D , 1979. 3. Авторское свидетельство СССР № , кл. С 21 D , 1977. . Слухоцкий А.Е., Рыскин С.Е. Индуктор.ы для индукционного нагрева. Л., Энергия, 197, с. 1бО-1б2.
К v 5,
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для локального нагревазОНы шВА СпиРАльНОшОВНыХ ТРуб ВОблАСТи ТОРцА | 1979 |
|
SU807507A1 |
| Способ локального нагрева изделий и устройство для его осуществления | 1982 |
|
SU1171537A1 |
| Способ локального индукционного нагрева изделий | 1980 |
|
SU996468A1 |
| Индуктор для нагрева участков изделий и способ его монтажа | 1978 |
|
SU739755A1 |
| Способ локального индукционного нагрева изделий и устройство для его осуществления | 1982 |
|
SU1167215A1 |
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
| Индуктор для локального нагрева зоны шва труб | 1986 |
|
SU1385336A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Индуктор для локального нагрева изделий | 1979 |
|
SU856043A1 |
| Индуктор для локального нагрева изделий | 1983 |
|
SU1073902A1 |
I
Ф(/г1
Фиг,1
