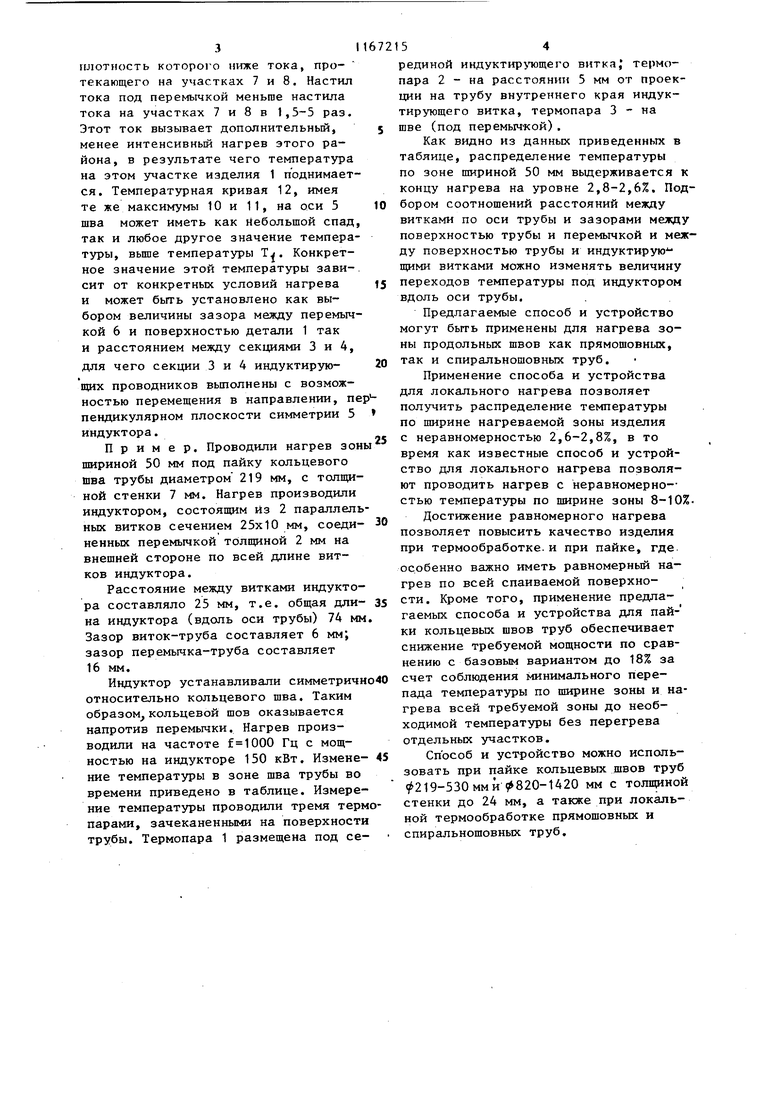
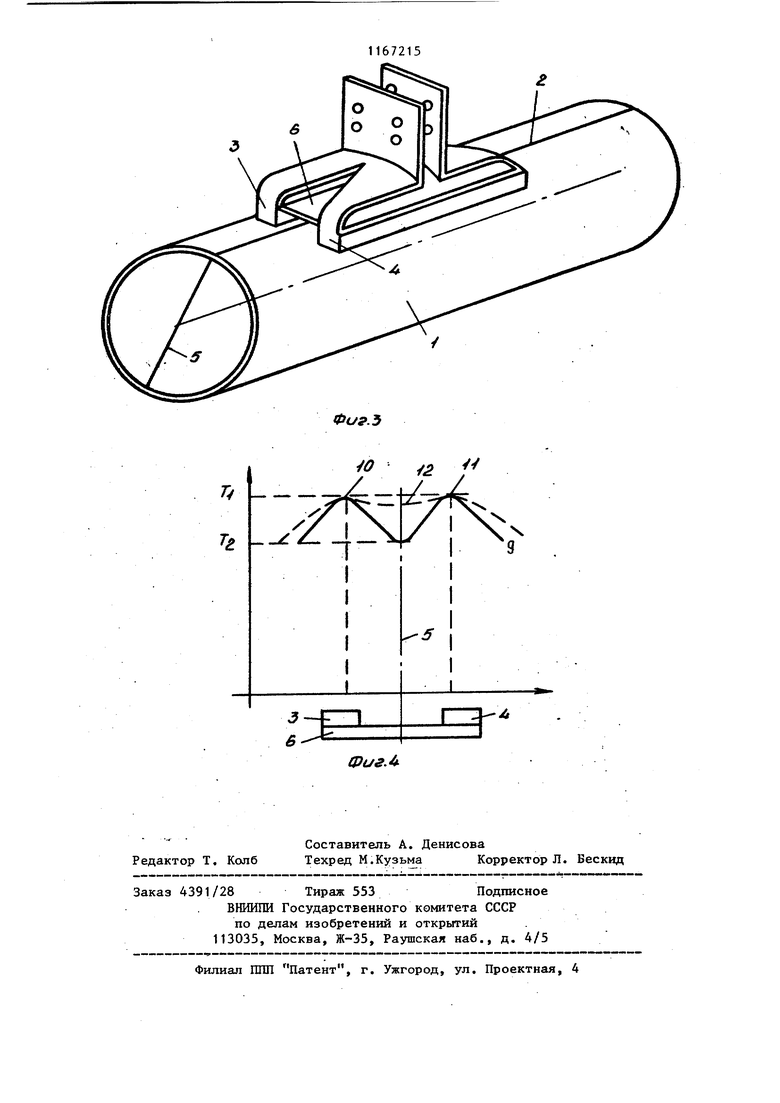
1 Изобретение относится к индукционному нагреву и может быть использовано при термообработке сварных швов труб, нагреве под пайку стыков труб и в других случаях локального нагрева полых и плоских изделий. Целью изобретения является повышение равномерности нагрева. При локальном индукционном нагре ве участков изделий, преимущественно швов труб, заключающемся в нагреве участка индуктором с двумя равноотстоящими от шва секциями, включенными согласно и ориентированными вдоль оси шва индуктирующими витками, расположенными напротив этих зон с заз ром, производят дополнительный нагрев участка в районе между секциями индуктора путем индуцирования в нем тока дополнительными индуктируюпщми элементами, включенными согласн с витками секции индуктора и располо женными между ними с зазором от поверхности изделия не менее чем в 1, раза больше зазора между индуктируюШ;ими витками секций индуктора и поверхностью изделия. Устройство для локального индук.ционного нагрева участков изделий представляет собой индукционный нагреватель, включающий индуктор, имеющий с-имметричные относительно его плоскости симметрии секции индуктирующих витков, в котором секции по всей длине замкнуты между собой перемычкой, перпендикулярной плоскости симметрии индуктора и расположенн с внешней относительно обрабатываемой детали стороны индуктора,а секции икдуктирующих витков выполнены с возможностью перемещения в направлении перпендикулярном плоскости симметрии индуктора. На фиг, 1 представлен индуктор для нагрева кольцевой зоны шва труб общий вид-, на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 - индуктор для нагрева зоны продольного шва прямошовных труб, вид в аксономерии; на фиг, 4 - кривая распределения температуры по ширине нагревемой зоны. Нагреву подлежит участок изделия 1, осью симметрии которого является ось кольцевого шва 2. Индуцирование тока производится индуктором, состоящим из двух включенных параллель но секций 3 и 4, которые включены 152 согласно, токи в них однонаправлены. Секции 3 и 4 индуктора расположены симметрично относительно плоскости симметрии 5 индуктора, проведенной через ось симметрии индуктора, параллельно его проводникам. Индуктирующие проводники каждой секции 3 и 4 ориентированы вдоль шва 2. Секции 3 и 4 индуктора по всей своей длине замкнуты перемычкой 6, которая расположена перпендикулярно плоскости 5 симметрии индуктора с внешней относительно обрабатываемого изделия 1 стороны индуктора. При этом воздушный зазор между перемычкой 6 и поверхностью изде1ЛИЯ 1 больше зазора между этой поверхностью и индyктиpyюшJ ми проводниками секций 3 и 4. Отношение этих зазоров обычно выбирается не менее чем 1,5. Секции 3 и 4 индуктирующих проводников выполнены с возможностью перемещения в направлении, перпендикулярном плоскости симметрии индуктора, что позволяет выбрать оптимальные, с точки зрения получения равномерности распределения температуры, соотношения между геометрическими параметрами элементов индуктора, т.е. выбрать конкретно для каждого технологического процесса и каждой детали соотношение между шириной секций индуктирующих проводников, расстояние мелуду ними и поверхностью изделия. Ток, подведенный к индуктору . от источника питания (не показан), протекает по индуктирующим проводникам секций 3 и 4 индуктора в одном направлении и индуцирует в изделии 1 ток, который протекает по двум зонам 7 и 8, лежащим напротив секций 3 и 4, симметричных относитепьно оси шва 2, Нагрев изделия 1, вызываемый этим током опысывается температурной кривой, представленной на фиг, 4, При отсутствии перемычки 6 температурная кривая 9 имеет максимумы ,10 и 11 с температурой Т. , приходящейся примерно на первую треть каждой секции 3 и 4 индуктора, считая от оси шва 5 на шве в центре зоны нагрева температуры Т2ниже Т в лучшем случае на 8-10%, По перемычке 6, замыкающей секции 3 и 4, протекает ток, который в свою очередь индуктирует в раионе между участками 7 и 8 ток. плотность которого ниже тока, протекающего на участках 7 и 8. Настил тока под перемычкой меньше настила тока на участках 7 и 8 в 1,5-5 раз. Этот ток вызывает дополнительный, менее интенсивный нагрев этого района, в результате чего температура на этом участке изделия 1 поднимается. Температурная кривая 12, имея те же максимумы 10 и 11, на оси 5 шва может иметь как небольшой спад так и любое другое значение температуры, выше температуры Ту. Конкретное значение этой температуры зависит от конкретньк условий нагрева и может быть установлено как выбором величины зазора между перемычкой 6 и поверхностью детали 1 так и расстоянием между секциями 3 и 4, для чего секции 3 и 4 индуктирующих проводников выполнены с возможностью перемещения в направлении, пе пендикулярном плоскости симметрии 5 индуктора. Пример. Проводили нагрев зон пмриной 50 мм под пайку кольцевого шва трубы диаметром 219 мм, с толщиной стенки 7 мм. Нагрев производили индуктором, состоящим из 2 параллель ных витков сечением 25x10 мм, соединенных перемычкой тЬлщиной 2 мм на внешней стороне по всей длине витков индуктора. Расстояние между витками индуктора составляло 25 мм, т.е. общая длина индуктора (вдоль оси трубы) 74 мм Зазор виток-труба составляет 6 мм , зазор перемычка-труба составляет 16 мм. Индуктор устанавливали симметрич относительно кольцевого шва. Таким образом кольцевой шов оказывается напротив перемычки. Нагрев производили на частоте 1000 Гц с мощностью на индукторе 150 кВт. Измене кие температуры в зоне шва трубы во времени приведено в таблице. Измере ние температуры проводили тремя тер парами, зачеканенными на поверхност трубы. Термопара 1 размещена под се 154 рединой индуктир тощего витка, термопара 2 - на расстоянии 5 мм от проекции на трубу внутреннего края индуктирующего витка, термопара 3 - на шве (под перемыч-кой) . Как видно из данных приведенных в таблице, распределение температуры по зоне шириной 50 мм выдерживается к концу нагрева на уровне 2,8-2,6%, Подбором соотношений расстояний между витками по оси трубы и зазорами между поверхностью трубы и перемычкой и между поверхностью трубы и индуктирую щими витками можно изменять величину переходов температуры под индуктором вдоль оси трубы. Предлагаемью способ и устройство могут быть применены для нагрева зоны продольных щвов как прямошовных, так и спиральношовных труб. Применение способа и устройства для локального нагрева позволяет получить распределение температуры по ширине нагреваемой зоны изделия с неравномерностью 2,6-2,8%, в то время как известные способ и устройство для локального нагрева позволяют проводить нагрев с неравномерно-стью температуры по ширине зоны 8-10%. Достижение равномерного нагрева позволяет повысить качество изделия при термообработке, и при пайке, где особенно важно иметь равномерный нагрев по всей спаиваемой поверхности. Кроме того, применение предлагаемых способа и устройства для пайки кольцевых швов труб обеспечивает снижение требуемой мощности по сравнению с базовым вариантом до 18% за счет соблюдения минимального перепада температуры по ширине зоны и нагрева всей требуемой зоны до необходимой температуры без перегрева отдельных участков. Способ и устройство можно использовать при пайке кольцевых швов труб 219-530 мм и 820-1420 мм с толщиной стенки до 24 мм, а также при локальной термообработке прямощовных и спиральношовных труб.
/
I I
в
I I

| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева участков изделий и способ его монтажа | 1978 |
|
SU739755A1 |
| Способ локального индукционного нагрева изделий | 1980 |
|
SU998537A1 |
| Индуктор для локального нагревазОНы шВА СпиРАльНОшОВНыХ ТРуб ВОблАСТи ТОРцА | 1979 |
|
SU807507A1 |
| Способ локального нагрева изделий и устройство для его осуществления | 1982 |
|
SU1171537A1 |
| Способ индукционной пайки | 1983 |
|
SU1107972A1 |
| Установка для нагрева изделий | 1982 |
|
SU1110809A1 |
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
| Петлевой индуктор для локального нагрева | 1983 |
|
SU1103366A1 |
| Индуктор для локального нагрева зоны шва труб | 1986 |
|
SU1385336A1 |
| Способ локального индукционного нагрева изделий | 1980 |
|
SU996468A1 |
1. Способ лок;ального индукционного нагрева изделий, преимущественно сварных соединений и под пайку, включающий одновременный нагрев зоны шва и зон термического влияния, отличающийся тем, что, с целью повышения равномерно- . сти нагрева, настил jpOKa в зоне шва устанавливают;не менее чем в 1,5 раза ниже настила тока в зоне термического влияния.. 2. Устройство для локального индукционного нагрева изделий, преимущественно сварных соединений (Л и под пайку, содержащее секционный индуктор, отличающее с я тем, что, с целью повьшения равномерности нагрева, секции по всей длине замкнуты между собой перемычкой, расположенной с внешней стороны индуктора, и выполнены с возможностью регулирования зазора между ними.
В
А Фиг.
6
| Промьшшенное применение токов высокой частоты | |||
| Труды ВНИИТВЧ, вып | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
| Индуктор | 1972 |
|
SU461135A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ МЕСТНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ | 0 |
|
SU373320A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ термической обработки сварных соединений | 1969 |
|
SU458597A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Слухоцкий | |||
| Индикаторы | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Л., 1979, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
