2. Индуктор по п,1, отличающийся тем, что вырез выполнен на всю длину нагреваемой зоны с переменной шириной, причем средняя часть его - прямоугольная и равна пшрине индуктирующего токопровода, а крайние части имеют форму равнобочной трапеции.
.3. Индуктор по П.1, отличающийся тем, что магнитопровод по длине превышает длину нагреваемой зоны.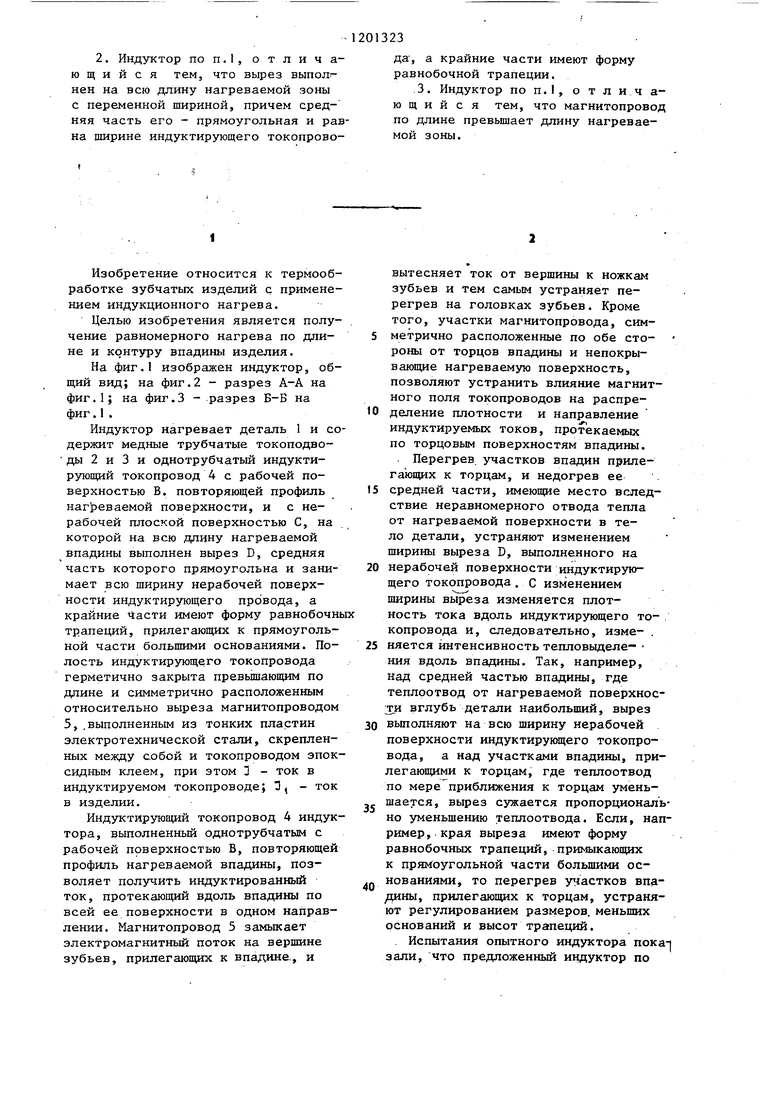
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для локального нагрева изделий | 1983 |
|
SU1073902A1 |
| СПОСОБ ЗАКАЛКИ КОЛЕНЧАТЫХ ВАЛОВ | 1995 |
|
RU2071505C1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| Устройство для высокочастотногоНАгРЕВА ТОлСТОлиСТОВыХ издЕлийС ВыРЕзАМи | 1979 |
|
SU845299A1 |
| Способ закалки изделий | 1978 |
|
SU1147761A1 |
| Индуктор для нагрева зубьев шестерен "по впадине | 1976 |
|
SU792613A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2002 |
|
RU2216598C1 |
| Индукционная электропечь | 1980 |
|
SU947201A1 |
| СПОСОБ КОНЦЕНТРАЦИИ ТОКА НА РАБОЧЕЙ ПОВЕРХНОСТИ ИНДУКТОРА | 1996 |
|
RU2113072C1 |
| СПОСОБ НАГРЕВА ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО РАДИАТОРОВ СИСТЕМ ОХЛАЖДЕНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2122298C1 |
1.ИНДУКТОР ДЛЯ ОДНОВРЕМЕННОГО НАГРЕВА ВПАДИНЫ ЗУБЧАТЫХ ИЗДЕЛИЙ, содержащий токоподводы и трубчатый индуктирующий токопровод с рабочими и нерабочими поверхностями, на которых закреплен магнитопровод, отличающийся тем, что, с целью получения равномерного нагрева по длине и контуру впадины изделия, рабочая поверхность индуктирующего токопроводавыполнена по форме впадины, а нерабочая поверхность имеет вырез, при этом полость индуктирующего токопровода герметично закрыта магнитопроводом.
Изобретение относится к термообработке зубчатых изделий с применением индукционного нагрева.
Целью изобретения является получение равномерного нагрева по длине и контуру впадины изделия.
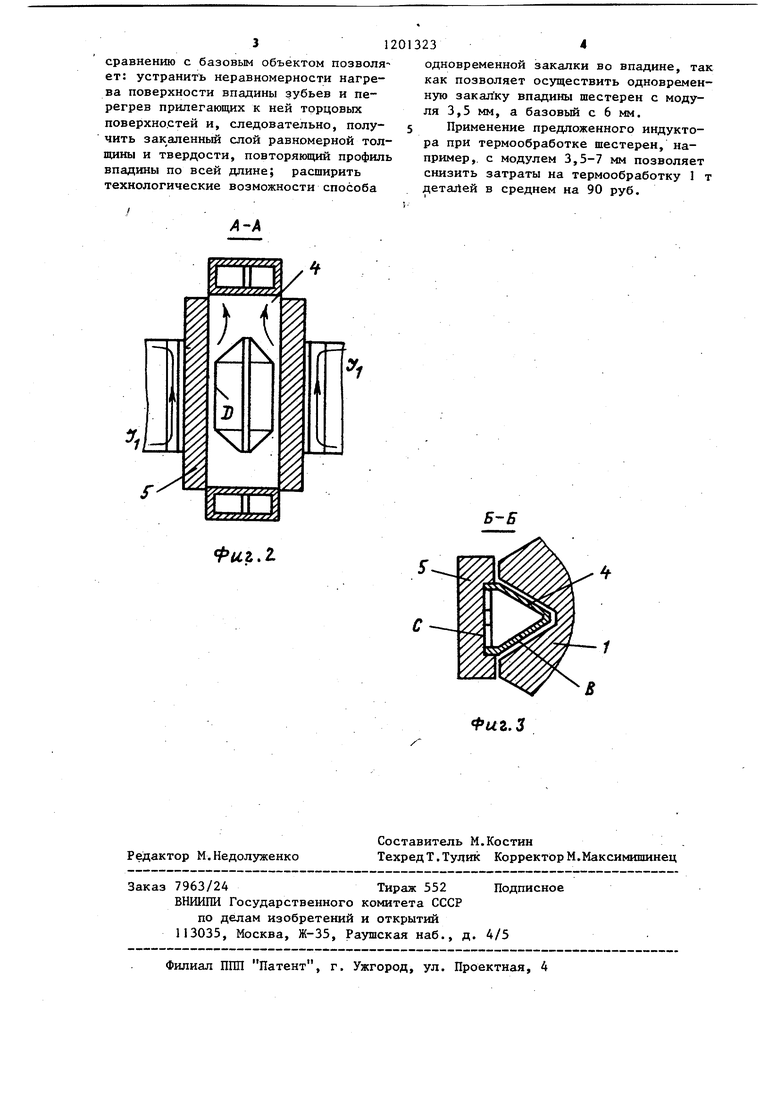
На фиг.1 изображен индуктор, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Индуктор нагревает деталь 1 и содержит медные трубчатые токоподводы 2 и 3 и однотрубчатый индуктирующий токопровод 4 с рабочей поверхностью В. повторяющей профиль нагреваемой поверхности, и с нерабочей плоской поверхностью С, на которой на всю длину нагреваемой впадины выполнен вырез D, средняя часть которого прямоугольна и занимает всю ширину нерабочей поверхности индуктирующего провода, а крайние Части имеют форму равнобочн трапеций, прилегающих к прямоугольной части большими основаниями. Полость индуктирующего токопровода герметично закрыта превьш1ающим по длине и симметрично расположенным относительно выреза магнитопроводом 5,.выполненным из тонких пластин электротехнической стали, скрепленных между собой и токопроводом эпоксидным клеем, при этом 3 - ток в индуктируемом токопроводе; И, - ток в изделии.
Индуктирующий токопровод 4 индуктора, выполненный однотрубчатым с рабочей поверхностью В, повторяющей профиль нагреваемой впадины, позволяет получить индуктированный ток, протекающий вдоль впадины по всей ее поверхности в одном направлении. Магнитопровод 5 замыкает электромагнитный поток на вершине зубьев, прилегающих к впадине., и
вытесняет ток от вершины к ножкам зубьев и тем самым устраняет перегрев на головках зубьев. Кроме того, участки магнитопровода, симметрично расположенные по обе стороны от торцов впадины и непокрывающие нагреваемую поверхность, позволяют устранить влияние магнитного поля токопроводов на распределение плотности и направление индуктируемых токов, протекаемых по торцовым поверхностям впадины.
Перегрев, участков впадин прилегающих к торцам, и недогрев ее
5 средней части, имеющие место вследствие неравномерного отвода тепла от нагреваемой поверхности в тело детали, устраняют изменением ширины выреза D, выполненного на
0 нерабочей поверхности индуктирующего токопровода , с изменением ширины выреза изменяется плотность тока вдоль индуктирующего токопровода и, следовательно, изме- .
5 няется интенсивность тепловыделе- ния вдоль впадины. Так, например, над средней частью впадины, где теплоотвод от нагреваемой поверхности вглубь детали наибольший, вырез
выполняют на всю ширину нерабочей поверхности индуктирукяцего токопровода, а над участками впадины, прилегающими к торцам, где теплоотвод по мере приближения к торцам уменьшается, вырез сужается пропорционально уменьшению .теплоотвода. Если, например, края выреза имеют форму равнобочных трапеций, примыкающих к прямоугольной части большими основаниями, то перегрев участков впадины, прилегающих к торцам, устраняют регулированием размеров, меньших оснований и высот трапехщй.
Испытания опытного индуктора показали, что предложенный индуктор по
3120
сравнению с базовым объектом позволяет: устранить неравномерности нагрева поверхности впадины зубьев и перегрев прилегающих к ней торцовых поверхностей и, следовательно, получить закаленный слой равномерной толщины и твердости, повторяющий профиль впадины по всей длине; расширить технологические возможности способа
234
одновременной закалки во впадине, так как позволяет осуществить одновременную закалку впадины шестерен с модуля 3,5 мм, а базовый с 6 мм.
Применение предложенного индуктора при термообработке шестерен, например, с модулем 3,5-7 мм позволяет снизить затраты на термообработку 1 т деталей в среднем на 90 руб.
Фиг.2.
| Индуктор для поверхностной закалки зубчатых колес и шестерен большого модуля | 1958 |
|
SU119279A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Слухоцкий А.Б | |||
| Индукторы | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
