4
СО
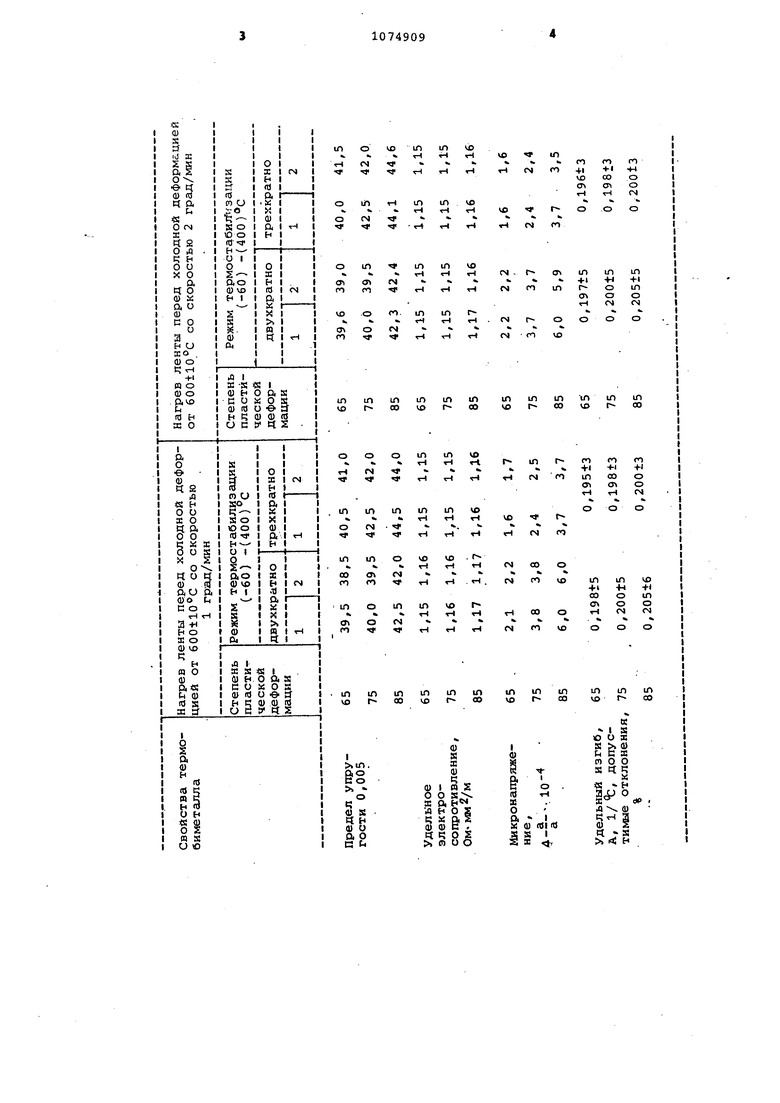
о со Изобретение относится к металлур гии, в частности к способам изготов ления ленты термобиметаллов, которы рименяются для получения термочувствительных элементов. Известен способ изготовления термобиметаллов, заключающийся в . нагреве до 180-500 0 и вьадержке в течение 1-2 ч ленты термобиметаллов прокатанной со степенью деформации 40-60% СИ. Однако такой способ не обеспечивает получение стабильных термочувствительных свойств термобиметаллов и значительно снижает величину термочувствительности, Нгшболее близким к предлагаемому изобретена по технической сущности и достигаемому результату является способ изготовления ленты термобиметаллов, заключающийся в выпла ке сплавов-составляющих, получении исходного пакета (методами совместной заливки в кокиль специальной конструкции или совместной горячей прокатки сплавов-составлянмцих J, горячей прокатке, отжига при 800 - . , холодной прокатке со степенью пластической деформации в готовой ленте 40-60% С2. Термобиметалл ТБ 2013, изготовле ный по известному способу, имеет следующие с.войства: Предел упругости,. кг/мм 233-35 Удельное электросопротив- 1,15 ление, ОМ-мм /м1,16 14ИКРО напряжения 2,7--2 Удельный изгиб, А, .il°C, допустимые отклонения, %0, Недостатком известного способа является получение низкого предела упругости и низкой термочувствитель ности. Целью изобретения является повыш ние предела упругости и термочувствительности. Указанная цель достигается тем, что согласно способу изготовления ленты термобиметаллов,включающему выплавку сплавов-составляющих, полу чение исходного пакета, горячую прокатку, отжиг при 800-950с, холодную прокатку, нагрев от бООНО С до температуры отжига осуществляют со скоростью 1-2 град/мин, холодную деформацию проводят на 65-85% и дополнительно проводят многократную стабилизирующую термическую обработку по режиму: нагрев до 400t , охлаждение до комнатной температуры со скоростью 1-2 град/мин и далее до -60110°С. Нагрев ленты термобиметаллов от до температуры отжига со скоростью 1-2 град/мин связан с тем, что ввиду низкой теплопроводности пассивные составляющие термобиметаллов склонны к трещинообразованию. Нагрев термобиметаллов от до температуры отжига со скоростью 1 град/мин значительно удлиняет время процесса отжига, нагрев от 600°С до температуры отжига со скоростью CBtsHiie 2 град/мин приводит к трещинообразованию инварных сплавов-пасеивных составляющих термобиметаллов . Холодная пластическая деформация ленты термобиметаллов со степенью деформации 65-85% приводит наряду с повышением упругих свойств (термобиметаллы используются одновременно как термочувствительные и упругие элемен-ты / к снижению температурных коэффициентов линейного расширения пассивных слоев, что в свою очередь обеспечивает максимальную термочувствительность термобиметаллов. Многократные операции нагрева и охлаждения по режиму: нагрев до 400±10°С с охлаждением до комнатной температуры со скоростью 1 2 град/мин и далее до -60±10 С (2-3 цикла), приводят к созданию в сплавах-составляющих термобиметаллов устойчивой дислокационной структуры с минимальным уровнем остаточных внутренних напряжений, определяющей температурно-временную стабильность и минимальный разброс термочувствительных свойств. Свойства термобиметсшла ТБ 2013 175ГИД/36К), изготовленного по предлагаемому способу, приведены в таблице. .
о
У|
го
m п
)
rr CM
in n
«
nn
n Ч-1
COо
VD Tl
CTiо
ЧCM
tn
ve r-t
4T-t
r
В
оо
n CM
u-i vo
r
CN ff
ininin
+ 4-H+1
tn
r оin fM tn
гЧfM(S
r
(M ГМ
.
о vo
r
CM n
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ФОЛЬГИ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ АУСТЕНИТНОГО КЛАССА | 1990 |
|
RU2015182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ И ЛЕНТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2171312C1 |
| Способ изготовления ленты из железоникелевого сплава Fe-(49-50,5) мас. % Ni, имеющей острую кубическую текстуру | 2016 |
|
RU2635982C1 |
| СТАЛЬНАЯ ПОЛОСА ДЛЯ ПРОИЗВОДСТВА НЕОРИЕНТИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2017 |
|
RU2715586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ИНТЕРМЕТАЛЛИДНЫХ ОРТОСПЛАВОВ НА ОСНОВЕ ТИТАНА | 2011 |
|
RU2465973C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОЙ ФОЛЬГИ, СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВА НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОЙ ФОЛЬГИ И СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОЙ ФОЛЬГИ ИЗ СПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 2005 |
|
RU2298591C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАНЫ ДЛЯ УПРУГОЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ (ВАРИАНТЫ) | 2005 |
|
RU2292532C1 |
| Способ изготовления подвергнутой формованию детали из плоского стального продукта со средним содержанием марганца и такая деталь | 2017 |
|
RU2722786C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ГРАДИЕНТНОГО МАТЕРИАЛА | 2013 |
|
RU2513507C1 |
| Способ производства полосы из быстрорежущей стали | 1983 |
|
SU1167219A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ТЕРМОБИМЕТАЛЛА, включающими выплавку сплавов-составляющих, получение исходного пакета, горячую прокатку, отжиг при 800-950с, холодную прокатку отличающийся т.ем, что, с целью повышения предела упругости и термочувствительности., нагрев от 600tlO C до.температуры отжига осуществляют со скоростью 1-2 град/мин, холодную деформацию проводят на 65-85% и дополнительно проводят многократную стабилизируклцую термическую обработку по режиму: нагрев до 400110 с, охлаждение до комнатной температуры i со скоростью 1-2 град/мин и далее до -бОНОс. (Л
1Л «5
in r
in
щ
in
in
in
in I-
in t
CO
CO
CO
vo
VD
f 1074909
Скорость охлаждения с 400tlOCготовления термобиметаллов /ларол: до комнатной температуры составля-ТБ 2013 и ТВ 1523, применяекых в реет 1-2 град/мин.ле и магнитных пускателях за счет , снижения трудовых затрат при изгоТехнико-экономическая эффектив-товлении и увеличении срока службы ность от применения предлагаемого .изделий составит около 80 тыс. руб. опособа в частности от способа из-в год,,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прецизионные сплавы | |||
| Справочник | |||
| М., Металлургия, 1974, с | |||
| Разборная вагранка | 1925 |
|
SU430A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Голованенко С.А | |||
| и Меанд--,- | |||
| ров Л.Б | |||
| Производство биметаллов | |||
| Металлургия -, 1966. | |||
