Изобретение относится к области металлургии, а именно к способам создания острой кубической текстуры в железоникелевых сплавах после холодной прокатки и отжига. Изобретение может быть использовано для создания магнитопроводов в электротехнических устройствах, а также при изготовлении лент-подложек для многослойных ленточных сверхпроводников второго поколения.
Железоникелевые сплавы давно и широко используются в качестве магнитомягких материалов [Кекало И.Б., Самарин Б.А. Физическое металловедение прецизионных сплавов. Сплавы с особыми магнитными свойствами. М., Металлургия, 1989, 496 с.]. В последние годы ленты из сплава Ni-50% Fe применяются в качестве подложек для ВТСП проводников [Tomov R.I., Kurzumovic A., Majoros M, Kang D-J., Glowacki B.A., Evetts J.E. Pulsed Laser Deposition of Epitaxial YBa2Cu3O7-y / Oxide Multilayers onto Textured NiFe Substrates for Coated Conductor Applications // Supercond. Sci. Technol. 2002. V. 15. P. 598-605].
Во всех случаях важнейшей характеристикой готового материала, от которой зависят его эксплуатационные свойства, является кристаллографическая текстура. Поэтому разработка оптимального способа создания острой кубической текстуры в лентах железоникелевого сплава Fe-(49-50,5) мас. % Ni, позволяющего снизить температуру проведения одной из его основных операций - рекристаллизационного отжига - до значений, позволяющих сохранить полученную острую кубическую текстуру, является важной технической проблемой.
Начиная с 2000-х годов, появилось большое количество работ и патентов по приложению сильного магнитного поля в процессе структурных и фазовых превращений в различных сплавах. В настоящий момент такая обработка рассматривается как перспективный метод воздействия на структуру и свойства различных материалов. В статье [Rivoirard S. High Steady Magnetic Field Processing of Functional Magnetic Materials / S. Rivoirard // JOM. - 2013. - V. 65, №7. - P. 901-909] описано существенное повышение содержания текстурной компоненты Госса {110}<001> в конечной текстуре ферромагнитного сплава Fe-27% Co после отжига при температуре 929°С (температура Кюри 960°С) в магнитном поле 7 Тл. Коэрцитивная сила для магнитно отожженного образца снизилась с 115 А/м до 50 А/м, а индукция при 800 А/м увеличилась с 1,66 Тл до 1,87 Тл.
Известен способ создания кубической текстуры {100}<001> в сплаве Fe-(49-50,5) мас. % Ni в результате холодной прокатки с высокой степенью обжатия (98-99%) и высокотемпературного рекристаллизационного отжига, например, в промышленном сплаве 50НП, при 1125°С в течение 1-3 ч [Прецизионные сплавы. Справочник. Под редакцией Б.В. Молотилова. М., Металлургия. 1983. 438 с.]. Повышение температуры и времени отжига способствует увеличению остроты кубической текстуры.
Однако чистый сплав склонен к развитию вторичной рекристаллизации и повышение температуры отжига до 1150-1200°С вызывает рост вторичных зерен с отличными от кубических зерен ориентировками. Это приводит к снижению интенсивности кубической текстуры, что сопровождается ухудшением магнитных свойств сплавов.
Известен также способ повышения остроты Госсовской текстуры {110}<100> в электротехническом сплаве Fe-1% Si [Bennett Т.A., Jaramillo R.A., Laughlin D.E., Wilgen J.B., Kisner R., Mackiewicz-Ludtka G., Ludtka G.M., Kalu P.N., Rollett A.D. Texture evolution in Fe-1%Si as a function of high magnetic field. Solid State Fenomena. 2005. V. 105. Pp. 151-156]. Способ включает в себя холодную прокатку 75,5%, отжиг на 588,6°С, последующую прокатку на 8%, а затем отжиг в атмосфере H2 15% + N2 85% в магнитном поле 1,5; 15 и 30 Тл, а также без поля путем нагрева с комнатной температуры до 787°С со скоростью 420°С/мин и выдержкой при конечной температуре 1 час. С помощью метода обратного электронного рассеяния (EBSD) в сканирующем электронном микроскопе и построения функций распределения ориентаций показано, что по мере увеличения напряженности прикладываемого поля увеличивается максимум, соответствующий Госсовской компоненте.
Необходимо отметить, что в сплаве Fe-1% Si температура начала рекристаллизации ниже точки Кюри и имеется возможность провести рекристаллизационный отжиг при температурах, полностью не разрушающих магнитно упорядоченное состояние. Однако для сплавов, в которых рекристаллизация происходит в немагнитном состоянии выше точки Кюри, в частности Fe-(49-50,5) масс. % Ni, подобная обработка теряет свою эффективность.
Наиболее близким к заявляемому является способ изготовления ленты из железоникелевого сплава Fe-(49-50,5) мас. % Ni с острой кубической текстурой [Родионов Д.П. и др. Исследование текстуры железоникелевых сплавов Fe64Ni36 и Fe50Ni50 методом дифракции обратно отраженных электронов. Известия высших учебных заведений. Поволжский район, Технические науки, Машиностроение и машиноведение, 2013, 4(28), стр. 165-179], включающий выплавку сплава в алундовых тиглях в атмосфере аргона в вакуумной индукционной печи, ковку при температуре в интервале 800-1000°С на прутки сечением 7×7 мм, шлифовку, холодную прокатку на полированных валках со степенью холодной деформации 98-99% и рекристализационный отжиг.
Однако этот способ не решает технической проблемы значительного уменьшения температуры рекристаллизационного отжига, обеспечивающей сохранение созданной острой кубической структуры в лентах сплава Fe-(49-50,5) мас. % Ni.
Техническая проблема решается достижением технического результата, заключающегося в уменьшении температуры рекристаллизационного отжига, обеспечивающей сохранение созданной в результате осуществления заявляемого способа острой кубической структуры в лентах сплава Fe-(49-50,5) мас. % Ni.
Для решения технической проблемы в способе изготовления ленты из железоникелевого сплава Fe-(49-50,5) мас. % Ni, имеющей острую кубическую текстуру, включающем выплавку сплава в алундовых тиглях в атмосфере аргона в вакуумной индукционной печи, ковку при температуре 800-1000°С на прутки сечением 7×7 мм, шлифовку, холодную прокатку на полированных волках со степенью холодной деформации 98-99% и рекристаллизационный отжиг, согласно изобретению перед рекристаллизационным отжигом проводят предварительный отжиг прокатанных лент со скоростью нагрева 10°С/мин до температуры 480-520°С (в районе точки Кюри) с приложением постоянного магнитного поля 28-30 Тл вдоль направления холодной прокатки и выдержкой при этой температуре в течение не менее 20 мин с последующим охлаждением до комнатной температуры, а рекристаллизационный отжиг ведут со скоростью 2°С/мин от температуры 400 до 675°С.
Приложение внешнего магнитного поля 28-30 Тл вдоль направления прокатки при температуре Кюри ускоряет формирование кубических зерен при последующем рекристаллизационном отжиге с медленным нагревом до температуры 675°С.
Сплав Fe-(49-50,5) мас. % Ni - ферромагнетик с температурой Кюри около 500°С, температурой начала рекристаллизации - 570°С и направлением легкого намагничивания <100>, которое в то же время является ребром кубической ГЦК-решетки.
Магнитное поле 28-30 Тл, прикладываемое в процессе предварительного, дорекристаллизационного отжига с температурой 480-520°С, оказывает влияние на перераспределение дислокаций и формирование ячеистой структуры. Приложение магнитного поля стимулирует формирование структурных областей с направлением легкого намагничивания, совпадающим с направлением внешнего поля. Это происходит за счет того, что при росте ячеек с кубической ориентировкой система понижает свою суммарную свободную энергию [Тикадзуми С. Физика ферромагнетизма: Магнитные характеристики и практические применения. М.: Мир, 1987, 419 с.].
Кроме того, магнитное поле оказывает ориентирующее воздействие на движение дефектов, в частности дислокаций, скопления которых и образуют границы ячеек. После такой обработки при дальнейшем рекристаллизационном отжиге с медленным нагревом до 675°С без магнитного поля формирование кубических зерен происходит интенсивнее по сравнению с образцами, не подвергавшимися предварительному отжигу в магнитном поле. За счет этого появляется возможность получить острую кубическую текстуру (более 97%) при существенном понижении температуры конечного рекристаллизационного отжига в сравнении с наиболее близким решением [Родионов Д.П. и др. Исследование текстуры железоникелевых сплавов Fe64Ni36 и Fe50Ni50 методом дифракции обратно отраженных электронов. Известия высших учебных заведений. Поволжский район, Технические науки, Машиностроение и машиноведение, 2013, 4(28), стр. 165-179] до 675°С.
Величина магнитного поля 28-30 Тл обусловлена тем, что ниже этих значений процессы формирования кубических ориентировок в условиях магнитного отжига при возврате идут менее интенсивно, а создание постоянного поля напряженностью более 30 Тл в настоящее время является еще очень сложной технической задачей.
В отличие от наиболее близкого решения [Родионов Д.П. и др. Исследование текстуры железоникелевых сплавов Fe64Ni36 и Fe50Ni50 методом дифракции обратно отраженных электронов. Известия высших учебных заведений. Поволжский район, Технические науки, Машиностроение и машиноведение, 2013, 4(28), стр. 165-179] обязательным условием обработки в заявляемом способе является проведение предварительного отжига в сильном магнитном поле при температуре, приблизительно равной точке Кюри, так как при более высоких температурах сплав переходит в парамагнитное состояние и эффект магнитного поля ослабевает. Температура предварительного отжига не должна быть менее 480°С, т.к. термоактивируемые процессы структурной перестройки в магнитном поле должны идти достаточно интенсивно, в то же время температура отжига должна быть менее температуры Кюри или быть близкой к ней, чтобы соответствовать ферромагнитному состоянию материала.
Следовательно, температура предварительного отжига 480-520°С является оптимальной. Окончательный рекристаллизационный отжиг происходит в обычных условиях без магнитного поля с нагревом от 400 до 675°С со скоростью 2°С/мин для осуществления процессов первичной рекристаллизации и выдержкой не менее 10 мин. В результате в ленте удается получить острую кубическую текстуру (более 97%), при этом снизив температуру окончательного рекристаллизационного отжига до 675°С. Медленный нагрев осуществляется в интервале температур от 400 до 675°С, т.к. средняя температура интервала протекания первичной рекристаллизации в сплаве 570°С, и формирование и рост зародышей кубических зерен происходит именно в этом интервале. Верхний предел исключает получение структуры неполной рекристаллизации.
Таким образом, достигается технический результат, заключающийся в уменьшении температуры рекристаллизационного отжига, обеспечивающей сохранение созданной в результате осуществления заявляемого способа острой кубической текстуры {100}<001> в лентах сплава Fe-(49-50,5) мас. % Ni.
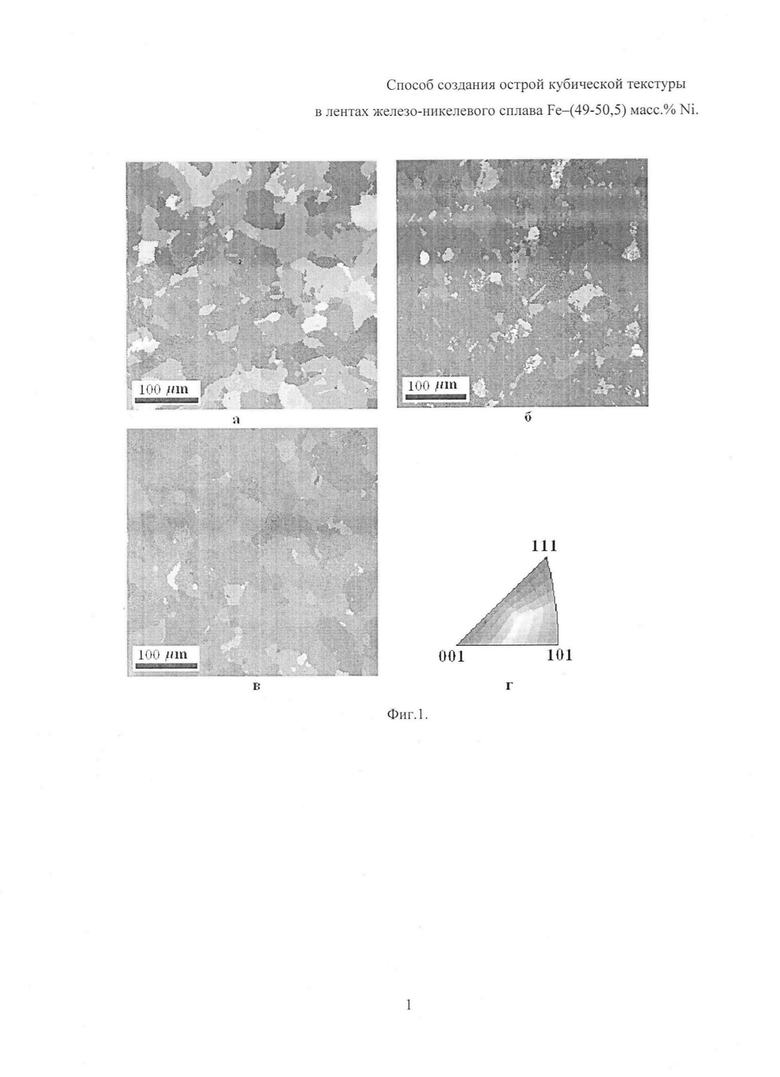
На фиг. 1 представлены ориентационные карты (а-в) и стереографический треугольник с расшифровкой ориентации (г) сплава Ni-50% Fe после медленного нагрева до 675°С с предварительным дорекристаллизационным отжигом при 500°С без поля (а), в поле 20 Тл; (б) и 29 Тл (в);
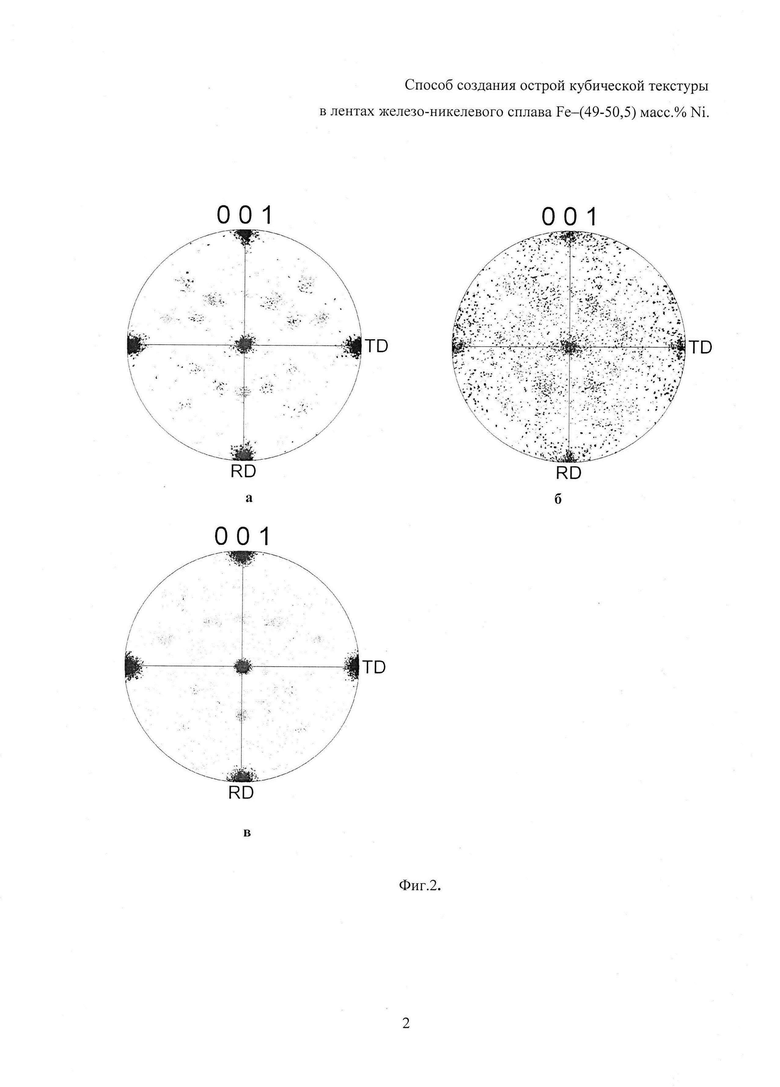
на фиг. 2 - полюсные фигуры рассеяния полюсов кубических плоскостей относительно внешних осей образца (направление прокатки - RD, поперечное направление - TD, направление нормали - в центре) после обработки по указанному способу (а), по указанному способу, но без приложения магнитного поля при предварительном отжиге (б), а также после медленного нагрева от 650°С до 1000°С (в).
Способ реализуется путем проведения отжига холоднокатаных лент Fe-(49-50,5) мас. % Ni сплава в 2 этапа. Первый этап состоит в проведении предварительного отжига при температуре около точки Кюри, но ниже температуры начала рекристаллизации для данного сплава. Согласно изобретению предварительный отжиг проводится в постоянном магнитном поле напряженностью 28-30 Тл, приложенном вдоль направления ленты. После завершения предварительного отжига проводится рекристаллизационный отжиг в обычных условиях без магнитного поля с медленным нагревом до температур выше начала рекристаллизации. В результате формируется острая кубическая текстура, которая для данного сплава является ключевым критерием при его промышленном применении. Благодаря данному способу удается существенно снизить температуру, при которой происходит образование необходимой текстуры и за счет этого избежать возможного начала вторичной рекристаллизации, которое приводит к ухудшению свойств.
Сплав Fe-50 (мас. %) Ni был выплавлен в алундовых тиглях в атмосфере аргона в вакуумной индукционной печи. Слитки ковали при температуре в интервале 800-1000°С на прутки сечением 7×7 мм. После шлифовки образцы подвергали холодной прокатке на полированных волках со степенью деформации 99%. Далее проводили предварительный отжиг прокатанных лент со скоростью нагрева 10°С/мин до температуры 500°С и выдержке при этой температуре в течение 20 минут с приложением постоянного магнитного поля 29 Тл вдоль направления холодной прокатки. После этого образец охлаждали до комнатной температуры, а затем подвергали окончательному рекристаллизационному отжигу без приложения магнитного поля со скоростью нагрева 2°С/мин от температуры 400 до 675°С. Текстура была проанализирована на сканирующем электронном микроскопе фирмы FEI Quanta 200 с помощью метода обратного электронного рассеяния (EBSD). На фиг. 1в представлена ориентационная карта образца Fe-50 мас. % Ni, обработанного по заявляемому способу. Значение объемной доли зерен (в области рассеяния ±10°) с кубической ориентировкой {100}, лежащей в плоскости образца после окончательного рекристаллизационного отжига, составило 97,5%.
Видно, что приложение магнитного поля по заявляемому способу приводит к повышению остроты кубической текстуры и делает ее сравнимой с лучшим вариантом в наиболее близком решении. При этом температура рекристаллизационного отжига намного ниже.
Значения объемной доли зерен (в области рассеяния ±10°) с кубической ориентировкой {100}, лежащей в плоскости образца после окончательного рекристаллизационного отжига в зависимости от напряженности магнитного поля, прикладываемого в процессе предварительного отжига, представлены в таблице.
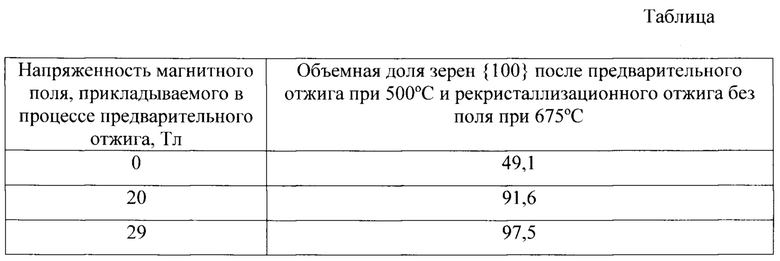
Как видно из таблицы, в образцах, предварительно отожженных в магнитном поле 29 Тл, острота кубической текстуры в 2 раза выше, чем в аналогичных образцах, отожженных без поля.
Технический результат, получаемый в результате реализации заявляемого способа, обеспечивает снижение температуры рекристаллизационного отжига при сохранении высокой степени остроты кубической текстуры {100}<001> в лентах железоникелевого сплава Fe-(49-50,5) мас. % Ni.
Заявляемый способ может быть реализован при создании железоникелевых лент для электротехнических применений с высоким уровнем функциональных свойств.
Изобретение относится к области металлургии, а именно к способам создания острой кубической текстуры в железоникелевых сплавах, и может быть использовано для создания магнитопроводов в электротехнических устройствах, а также в качестве лент-подложек при получении многослойных ленточных сверхпроводников второго поколения. Способ изготовления ленты из железоникелевого сплава Fe-(49-50,5) мас. % Ni, имеющей острую кубическую текстуру, включает выплавку сплава в алундовых тиглях в атмосфере аргона в вакуумной индукционной печи, ковку при температуре 800-1000°С на прутки сечением 7×7 мм, шлифовку, холодную прокатку на полированных валках со степенью холодной деформации 98-99% и рекристаллизационный отжиг. Перед рекристаллизационным отжигом проводят предварительный отжиг прокатанных лент со скоростью нагрева 10°С/мин до температуры 480-520°C с приложением постоянного магнитного поля 28-30 Тл вдоль направления холодной прокатки и выдержкой при этой температуре в течение не менее 20 мин с последующим охлаждением до комнатной температуры, а рекристаллизационный отжиг ведут со скоростью 2°С/мин от температуры 400 до 675°С. Обеспечивается снижение температуры рекристаллизационного отжига при сохранении высокой степени остроты кубической текстуры {100}<001>. 2 ил., 1 табл.
Способ изготовления ленты из железоникелевого сплава Fe-(49-50,5) мас. % Ni, имеющей острую кубическую текстуру, включающий выплавку сплава в алундовых тиглях в атмосфере аргона в вакуумной индукционной печи, ковку при температуре 800-1000°С на прутки сечением 7×7 мм, шлифовку, холодную прокатку на полированных валках со степенью холодной деформации 98-99% и рекристаллизационный отжиг, отличающийся тем, что перед рекристаллизационным отжигом проводят предварительный отжиг прокатанных лент со скоростью нагрева 10°С/мин до температуры 480-520°C с приложением постоянного магнитного поля 28-30 Тл вдоль направления холодной прокатки и выдержкой при этой температуре в течение не менее 20 мин с последующим охлаждением до комнатной температуры, а рекристаллизационный отжиг ведут со скоростью 2°С/мин от температуры 400 до 675°С.
| РОДИОНОВ Д.П | |||
| и др | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Известия высших учебных заведений | |||
| Поволжский регион | |||
| Технические науки | |||
| Машиностроение и машиноведение | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ получения высокотекстурованных тончайших лент из магнитномягких материалов | 1972 |
|
SU454267A1 |
| RU 2010144173 A, 10.05.2012 | |||
| ПРОЕКЦИОННОЕ УСТРОЙСТВО ДЛЯ СВЕТОВОЙ РЕКЛАМЫ | 1929 |
|
SU16990A1 |
| DE 102014008136 A1, 11.12.2014. | |||

