Изобретение относится к изготовлению мембран для упругочувствительных элементов, и может найти применение в области неразрушающего контроля в энергетике, химической промышленности и других отраслях.
Известен способ изготовления упругочувствительного элемента (патент РФ, №2085055, кл. Н 04 R 31/00, опубл. 1997 г.), включающий механическую деформацию и термическую обработку при температуре 500-800°С.
Известный способ не позволяет формировать гофрированные мембраны.
Известен способ изготовления мембран для упругочувствительного элемента (патент РФ, №1045022, кл. G 01 L 7/08, опубл. 1983 г.), включающий формовку мембран и их термическую обработку при температурах 440-460°С.
Известный способ наиболее близок к предполагаемому изобретению.
Известный способ не позволяет получать мембраны, стойкие к воздействию агрессивной среды, например морской, в течение длительного периода времени.
Известно [1, 2], что только титан и его сплавы обладают уникальной коррозионной стойкостью в морской воде, в парах морской воды и в парах соляного тумана.
Аналогичной коррозионной стойкостью обладают только золото и платина, однако эти металлы пластичны и не могут быть использованы для изготовления упругочувствительных элементов, кроме того, изготовление мембран из этих материалов экономически не выгодно. Известно и возможно изготовление мембран с заданной высотой гофра из чистого титана марки ВТ1-0, однако, механические и упругие характеристики мембран, изготовленных из чистого титана, недостаточны для использования их в новейших типах приборов, применяемых в судостроении и атомной энергетике. Существуют мембраны с высокими упругопрочностными характеристиками, такими как у применяемых в настоящее время мембранах из сталей типа 36НХТЮ или 46ХНМ, однако, эти марки стали не обладают необходимой коррозионной стойкостью. В связи с вышеизложенным возникла необходимость изготовления мембран с высокими упругими свойствами, которым могут соответствовать мембраны только из высоколегированных титановых сплавов.
Всем этим характеристикам, т.е. высокой коррозионной стойкостью и необходимыми упругопрочностными характеристиками могут соответствовать мембраны из высоколегированных титановых сплавов ВТ16 и ВТ35. Однако в исходном состоянии они не обладают достаточной пластичностью, чтобы можно было получать заданную высоту гофра элементарной холодной штамповкой, как это делается при получении мембран из сплавов ВТ1-0 или 36НХТЮ.
Задачей настоящего изобретения является разработка способа изготовления гофрированных мембран для упругочувствительных элементов, работающих в условиях морской среды более 100000 часов.
Технический результат состоит в получении мембран с высокими упругими свойствами и заданной продолжительностью работы.
Этот результат достигается тем, что в способе изготовления мембран для упругочувствительных элементов, включающем термическую обработку и механическую деформацию мембран, мембраны выполнены из титанового сплава ВТ16 или ВТ35 толщиной 0,1-0,15 мм, а термическую обработку и механическую деформацию осуществляют в два этапа, причем на первом этапе при термической обработке мембрану нагревают в вакууме (5×10-5 мм рт.ст.) до температуры 700-800°С, выдерживают в этих условиях в течение 20-30 мин, охлаждают до температуры 530-580°С, с последующим охлаждением на воздухе до комнатной температуры, и механическую деформацию осуществляют путем холодной штамповки мембран в штампе с нагрузкой 50-70 кг/мм2, на втором этапе - фиксируют мембраны в штампе с нагрузкой 50-70 кг/мм2, нагревают в вакууме (5×10-5 мм рт.ст.) до температуры 400-600°С, выдерживают в таких условиях в течение 1-4 часов и охлаждают до комнатной температуры; получают готовые мембраны с глубиной гофр до 1,5 мм, и тем, что первый этап повторяют не менее одного раза до получения гофр глубины 0,6-0,7 мм или 1,1-1,2 мм, и тем, что мембраны выполнены из легированных титановых сплавов ВТ16 или ВТ35 толщиной 0,1-0,15 мм, а термическую обработку выполняют как разупрочняющий отжиг мембран в среде аргона при температуре Т=700-800°С в течение 6-30 минут, охлаждают изделия в среде аргона до комнатной температуры, выполняют механическую деформацию как холодную штамповку в штампе с нагрузкой 50-70 кг/мм2, нагревают мембраны в среде аргона до температуры Т=700-800°С, выдерживают в этих условиях в течение 6-10 мин, охлаждают изделия в среде аргона до комнатной температуры, фиксируют мембраны в штампе с нагрузкой 50-70 кг/мм2 и нагревают в вакууме (5×10-5 мм рт.ст.) до температуры 400-600°С, выдерживают в этих условиях в течение 1-4 часов, охлаждают до комнатной температуры, получают мембраны с глубиной гофра до 1,5 мм.
Механическую деформацию выполняют как формирование профиля мембраны с заданной высотой гофров, которое осуществляют под действием заданной постоянной нагрузки в штампе с использованием ползучести металла под нагрузкой при комнатной температуре или при нагреве [3, 4] выполняют разупрочняющий отжиг мембран в вакууме (5×10-5 мм рт.ст.) при температуре Т=700-800°С в течение 20 минут, охлаждают мембраны в вакууме с печью до 530-580°С, с последующим охлаждением на воздухе до комнатной температуры, выполняют повторную механическую деформацию путем холодной штамповки, получают высоту рабочего гофра 0,8-1,0 мм, выполняют дополнительный разупрочняющий отжиг мембран без нагрузки в вакууме (5×10-5 мм рт.ст.) при Т=700-800°С в течение 20 минут, с последующим охлаждением с печью до 530-580°С, и дальнейшим охлаждением на воздухе до комнатной температуры, нагружают мембраны в штампе с заданными нагрузками и нагревают в вакууме (5×10-5 мм рт.ст.) до температуры 400-600°С в течение 1-4 часов и охлаждают до комнатной температуры получают заданную глубину гофр до 1,5 мм. В способе изготовления мембран для упругочувствительных элементов, включающем термическую обработку и механическую деформацию мембран, мембраны выполнены из легированных титановых сплавов ВТ16 или ВТ35 толщиной 0,1-0,15 мм, выполняют разупрочняющий отжиг мембран в среде аргона при температуре Т=700-800°С в течение 20 минут, охлаждают мембраны в среде аргона до комнатной температуры, выполняют механическую деформацию как холодную штамповку, получают высоту рабочего гофра 0,8-1,0 мм, выполняют нагрев мембран в среде аргона до температуры Т=700-800°С с выдержкой 6-10 мин, охлаждают изделия в среде аргона до комнатной температуры, нагружают мембраны в штампе с нагрузками 50-70 кг/мм2 и нагревают в вакууме (5×10-5 мм рт.ст.) до температуры 400-600°С в течение 1-4 часов и охлаждают до комнатной температуры, получают глубину гофр до 1,5 мм.
Типы упругочувствительных элементов приведены на фиг.1, где а) винтовая пружина, б) кривая плоская пружина, в) прямая плоская пружина, г) мембрана, д) сильфон, е) манометрическая трубчатая пружина.
Важнейшими компонентами измерительных приборов (манометры, датчики давления и т.д.). являются упругие элементы - пружины рессоры, мембраны, сильфоны и т.п., параметры которых определяются свойствами соответствующих пружинных сплавов. Пружинные (и мембранные) сплавы - один из важнейших классов конструкционных металлических материалов, которые в зависимости от назначения и условий службы упругих элементов должны обладать весьма разнообразными свойствами. Прежде всего они должны иметь определенные стандартные для всех конструкционных сплавов механические свойства, т.е. прочность в условиях статического, циклического или динамического нагружения, пластичность и вязкость, а также специальные механические свойства и в первую очередь высокое сопротивление малым пластическим деформациям, высоким пределом упругости в условиях статического (кратковременного или длительного) или циклического нагружения при различных температурах. Кроме того, во многих случаях пружинные сплавы в отличие от обычных конструкционных материалов должны быть сплавами с особыми физико-химическими свойствами - коррозионностойкими, немагнитными или ферромагнитными, с низкой или высокой электропроводностью, с заданным коэффициентом теплового расширения, с низким температурным коэффициентом модуля упругости, малой т.э.д.с. в паре с медью, с большой или малой демпфирующей способностью, с низким контактным сопротивлением и т.д.
Мембранные сплавы должны удовлетворять определенным требованиям по технологическим свойствам - без этого нельзя изготовить упругие элементы заданной конфигурации и получить комплекс высоких физико-механических свойств. Поэтому сплавы должны обладать хорошей пластичностью, глубокой прокаливаемостью, малой склонностью к росту зерна и окислению в процессе термической обработки, а в некоторых случаях также хорошей свариваемостью, обрабатываемостью резаньем и т.д.
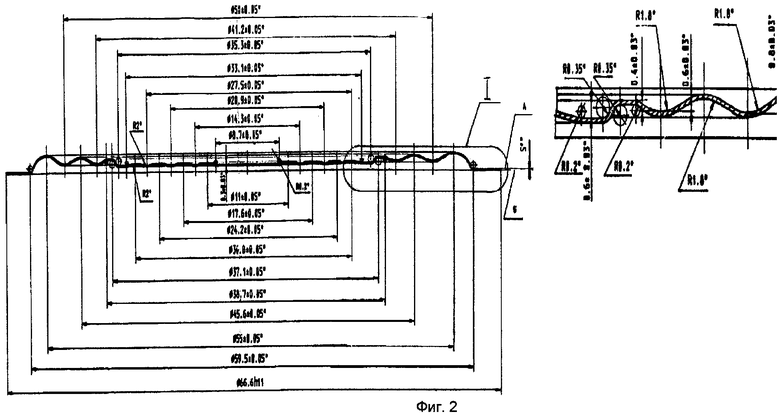
Профиль мембраны показан на фиг.2.
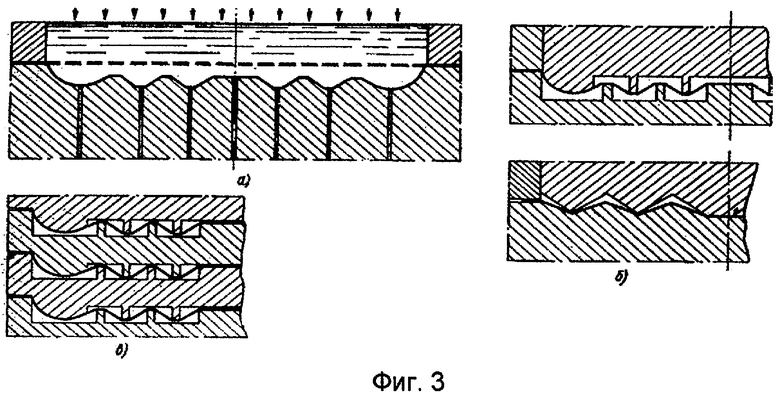
Для реализации способа используют различное оборудование, в котором одним из основных является штамп, схематически показанный на фиг.3, где а) рифление мембраны гидравлическим способом, б) рифление мембраны механическим способом и в) прокладка для термообработки мембран.
Штамповка может быть холодной и горячей. Горячая штамповка осуществляется при повышенной температуре, например 400-600°С. Холодная штамповка осуществляется при комнатной температуре. Штамповка осуществляется путем зажима мембран в штампе между матрицей и пуансоном с определенной статической нагрузкой, которая должна быть выше предела упругости сплава и ниже предела текучести сплава и составляет для выбранных сплавов 50-70 кг/мм2. В результате пластической деформации материала за счет использования эффекта ползучести материала при старении, получаются гофры. Холодная штамповка возможна только с предварительной термической обработкой сплава.
Следует отметить, во-первых, низкие скорости охлаждения повышают микротвердость сплавов, и, во-вторых, в процессе проведения штамповки заготовка разрушается, что, по всей видимости, связано с низкой пластичностью сплава. При термической обработке в процессе медленного охлаждения с печью проходит распад метастабильных фаз, что может приводить к повышению прочности и снижению пластичности. Повышение скорости охлаждения заметно снижает микротвердость мембранных заготовок сплава и обеспечивает получение мембраны полного профиля без образования трещин.
На механические свойства и технологичность при штамповке мембран оказывает влияние предварительная обработка на стадиях получения листа. Заготовки, полученные из листов, сформированных по технологии: (литье - горячая ковка - горячая прокатка - холодная прокатка) обеспечивают более высокую технологичность, чем из листов, сформированных по технологии: (литье - горячая прокатка - холодная прокатка до толщины листа).
Таким образом, полученные результаты свидетельствуют о возможности получения мембран различных типов из сплавов ВТ-16, ВТ-35. Кроме того, были получены положительные результаты при штамповке мембран третьего типа. Разница в трех типах мембран заключается в разных геометрических размерах высот гофров.
Наиболее перспективным режимом термообработки при получении мембран является предварительная закалка в среде аргона при температурах 700-800°С и выдержке от 6 до 30 минут с охлаждением контейнера с мембранами в среде аргона до комнатной температуры на воздухе или в воде.
Изменение высоты первого гофра мембраны, отвечающего за работу УЧЭ, составляет от 0,6 до 0,7 мм в зависимости от режимов предварительной термической обработки. Высота первого гофра мембраны должна соответствовать 1,5-0,05 мм, что достигается при штамповке подобного типа мембран из сплава 36НХТЮ. Уменьшение высоты гофра после штамповки мембран из сплава ВТ-16 или ВТ-35 по всей вероятности связано с остаточным влиянием упругой составляющей при снятии нагрузки после деформации.
Повторная деформация мембраны в штампе после промежуточного отжига при Т=700-800°С, tвыдержки = 2 часа дает небольшое увеличение высоты гофра до значения 1,2 мм, что не достаточно для профиля мембран данного типа, т.е. и в этом случае существует значительное остаточное влияние упругой составляющей. Последующее термическая обработка мембраны - старение приводит к некоторому повышению микротвердости мембраны, однако по всей вероятности за счет снятия напряжений высота рабочего гофра мембраны уменьшается с 1,2 мм до 0,9 мм. Для устранения подобного явления, и с целью получения размера высоты гофра в соответствии с требованиями (для мембран высота гофра должна быть на уровне 1,5-0,05 мм), был проведен эксперимент по выдержке отштампованной мембраны под постоянно действующей нагрузкой и повышенной температурой, т.е. в условиях ползучести.
По данным [3, 4] прочностные свойства сплава Вт-16 при повышенных температурах 400-600°С заметно уменьшаются (σв=350-400 МПа). Таким образом, при температурах 400-600°С и постоянно действующей нагрузке можно ожидать деформацию сплава, которая будет сохранена и при снятии нагрузки в результате действия ползучести.
В штампе зажимают мембраны с помощью болтов (т.е. прикладывают заданную постоянную нагрузку) и проводят термическую обработку в вакуумной печи при температуре 400-600°С.
Термическая обработка в штампе под действием постоянно приложенной нагрузки обеспечивает получение необходимой высоты рабочего гофра. Следует отметить, что в процессе термомеханической обработки в сплаве могут происходить реакции, связанные со старением сплава, развитие которых может значительно активизироваться за счет приложенного напряжения.
Твердость мембраны после ТМО (термомеханической обработки), включающей старение под действием приложенной нагрузки, составляет 412 кг/мм2.
Рассмотрим еще пример.
Мембраны помещают в капсулу, создают вакуум (5×10-5 мм рт.ст.)+5%, нагревают до 700-750°С. Выдерживают 20 минут. Затем охлаждают с печью до 540-550°С со скоростью 5°С в минуту. Затем капсулу вынимают, и мембраны охлаждают на воздухе до комнатной температуры. Мембраны зажимают в штампе, осуществляя холодную штамповку. Получают высоту рабочего гофра 0,9 мм. Помещают мембраны в капсулу, откачивают воздух и создают вакуум (5×10-5 мм рт.ст.)+5%, нагревают до 700-750°С. Выдерживают 30 минут. Затем охлаждают с печью до 540-550°С со скоростью 5°С в минуту. Затем капсулу вынимают и мембраны охлаждают на воздухе до комнатной температуры. Мембраны зажимают в штампе с заданными нагрузками. Помещают штамп в печь и нагревают до температуры 450-500°С. Выдерживают в течение 3 часов. Остужают штамп с мембранами до комнатной температуры. Вынимают мембраны. Получают высоту рабочего гофра 1,4 мм. При этом показатель временного сопротивления σв составляет 1050 МПА, в то время как у мембран из стали 36НХТЮ σв составляет 600 МПА.
Проведенные эксперименты показали возможность получения мембран заданного профиля из сплава ВТ-16 с помощью проведения термомеханической обработки.
Изменяется степень деформации от 20-75% в сочетании со ступенчатым отжигом при температурах 400-800°С и различных скоростях охлаждения после отжига в интервале от 5 до 100°С в мин.
Таким образом, данный способ изготовления мембран из легированных титановых сплавов ВТ16 и ВТ35 позволяет получать мембраны с высокой коррозионной стойкостью (ресурс работы в условиях морской среды не менее 100000 часов) и упругими характеристиками не хуже, чем у мембран, изготовленных из сплава 36НХТЮ (σв=900-950 МПа и σ0,05=500-550 МПа), что вполне достаточно для того класса приборов, в котором они используются.
Литература.
1. Колачев Б.А., Елагин В.И., Ливанов Е.А. Металловедение и термическая обработка цветных металлов и сплавов. М.: Металлургия, 1981 г., 416 стр.
2.Отчет №744-188, 1994 г. Исследование эксплутационных свойств упруго-чувствительных элементов манометрических приборов. НИИ Теплоприбор, завод "Манометр". г. Москва.
3. Розенберг В.М. Основы жаропрочности металлических материалов. М.: Металлургия, 1978 г., 328 стр. с илл.
4. Новиков И.И., Строганов Г.Б., Новиков А.И. Металловедение, термообработка и рентгенография. М.: МИСиС, 1994 г., 480 стр. с илл.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ ВЫСОКОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2018 |
|
RU2697309C1 |
| Способ диффузионной сварки металлов с металлокерамикой | 2020 |
|
RU2758655C2 |
| СТАЛЬ ДЛЯ ЗАКАЛКИ В ШТАМПЕ И ЗАКАЛЕННАЯ В ШТАМПЕ ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ИЗ ТАКОЙ СТАЛИ | 2016 |
|
RU2686728C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ ИЗ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2178014C1 |
| СПОСОБ УПРОЧНЕНИЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2399684C2 |
| Способ получения изделия из гранулируемого жаропрочного никелевого сплава | 2017 |
|
RU2649103C1 |
| ОБРАБАТЫВАЕМЫЙ РЕЗАНИЕМ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2508415C2 |
| Сплав на основе титана и способ его обработки для создания внутрикостных имплантатов с повышенной биомеханической совместимостью с костной тканью | 2019 |
|
RU2716928C1 |
| Смазка для холодной пластической деформации металлов | 1982 |
|
SU1182065A1 |
Сущность: мембраны выполняют из легированных титановых сплавов ВТ16 или ВТ35, толщиной 0,1-0,15 мм, а термическую обработку и механическую деформацию осуществляют в два этапа. На первом этапе при термической обработке мембраны нагревают в вакууме (5×10 мм рт.ст.) до температуры 700-800°С, выдерживают в этих условиях в течение 20-30 мин, охлаждают до температуры 530-580°С, с последующим охлаждением на воздухе до комнатной температуры. Механическую деформацию осуществляют путем холодной штамповки мембран в штампе с нагрузкой 50-70 кг/мм2. На втором этапе - фиксируют мембраны в штампе с нагрузкой 50-70 кг/мм2, нагревают в вакууме (5×10-5 мм рт.ст.) до температуры 400-600°С, выдерживают в таких условиях в течение 1-4 часов и охлаждают до комнатной температуры. Получают готовые мембраны с глубиной гофр до 1,5 мм. Во втором варианте термическую обработку выполняют как разупрочняющий отжиг мембран в среде аргона при температуре Т=700-800°С в течение 6-30 минут, охлаждают в среде аргона до комнатной температуры. Выполняют механическую деформацию как холодную штамповку в штампе с нагрузкой 50-70 кг/мм2, нагревают мембраны в среде аргона до температуры Т=700-800°С, выдерживают в этих условиях в течение 6-10 мин, охлаждают в среде аргона до комнатной температуры. Фиксируют мембраны в штампе с нагрузкой 50-70 кг/мм2 и нагревают в вакууме (5×10-5 мм рт.ст.) до температуры 400-600°С, выдерживают в этих условиях в течение 1-4 часов, и охлаждают до комнатной температуры, получают мембраны с глубиной гофр до 1,5 мм. Технический результат состоит в получении мембран с высокими упругими свойствами и заданной продолжительностью работы в агрессивных средах, в том числе в среде морской воды. 2 н. и 1 з.п. ф-лы, 3 ил.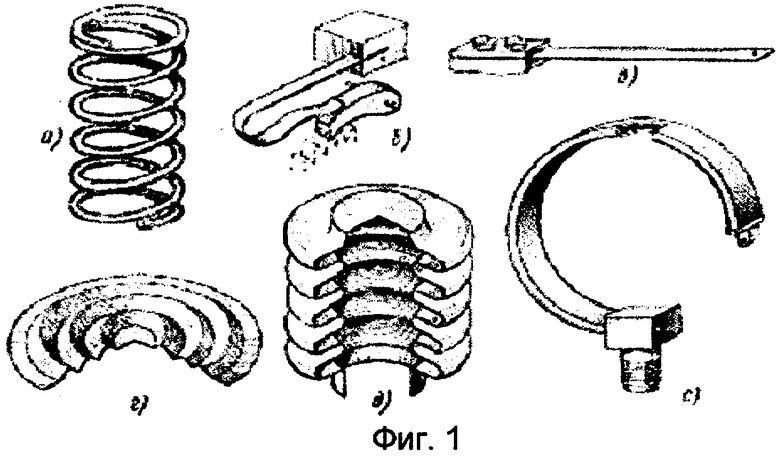
| Способ изготовления мембран | 1982 |
|
SU1045022A1 |
| СИГНАЛИЗАТОР ИЗБЫТОЧНОГО ДАВЛЕНИЯ, СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ МЕМБРАНЫ ДЛЯ СИГНАЛИЗАТОРА ИЗБЫТОЧНОГО ДАВЛЕНИЯ | 2002 |
|
RU2245526C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАНЫ ИЗ ОКСИДА АЛЮМИНИЯ | 2003 |
|
RU2242271C1 |
| Способ изготовления металлических мембран | 1979 |
|
SU893389A1 |

