Изобретение относится к электромашиностроению, в частности к конструкции магнитопроводов электрических машин.
Известны электрические машины с разъемными магнитопроврдами, выполненными в виде двух коаксиальных цилиндров,один из которых является ярмом, а другой содержит зубцовый слой с назами и размещенной в них обмоткой. При этом наружный цилиндр выполнен шихтованным, а внутренний - с зубцовым слоем из массивного металла 1.
Однако такая конструкция имеет большое количество отходов листового материала при штамповке листов ярма и высокую трудоемкость изготовления листа.
Известен также магннтопровод электрической машины, состоящий из двух автономных частей - зубцовой зоны,изготовленной из гофрированного материала и ярма, изготовленного методом навивки ленты на ребро 2.
Недостатком конструкции является то, что при навивке ярма с увеличением отношений наружного и внутреннего диаметров спирали, вероятность брака возрастает пропорционально увеличению отношений диаметров спиралей, который заключается в возможности образования разрывов в зоне большего диаметра и в возможности образования складок (гофров) в зоне меньшего диаметра. Кроме того, при навивке ярма с увеличением отношения наружного и внутреннего диаметров спирали коэффициент заполнения пакета ярма сталью снижается пропорционально увеличению отношений диаметров спиралей за счет увеличения зазора между смежными витками вследствие получения трапецеидальной формы поперечного сечения спирали при навивке любым известным способом с меньшей стороной основания трапеции в зоне наружного диаметра, причем с увеличением наружного диаметра спирали или уменьшения внутреннего диаметра утонение возрастает. Таким образом существенно снижается энергетические характери-стики машин, аименно: повышается ток намагничивания и греюшие потери.
Целью изобретения является улучшение энергетических показателей путем повыше ния коэффициента з аполнения магнитопровода.
Указанная цель достигается тем, что в разъемном магнитопроводе электрической машины, содержащем зубцовую зону с пазами для обмотки, выполненную из гофрированного материала, и ярмо, выполненное из непрерывной навитой на ребро ленты, каждый виток спирали имеет воронкообразную форму.
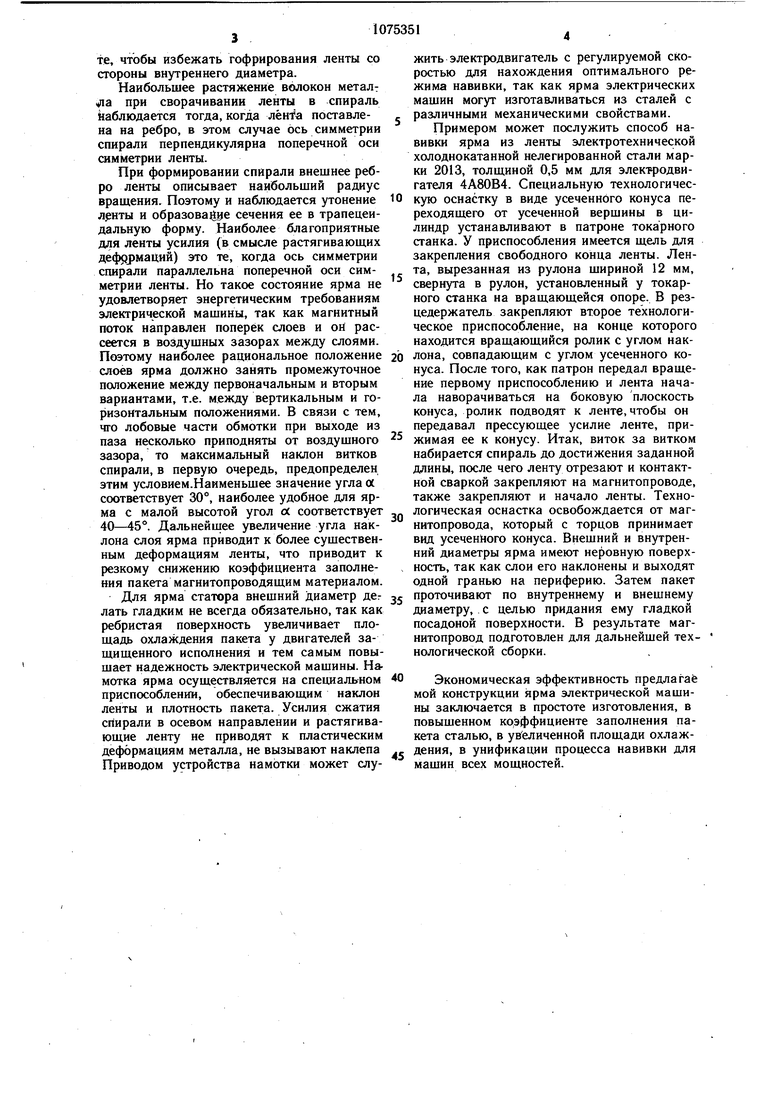
На фиг. 1 изображено ярмо, намотанно на ребро из ленты, у которого еечение витков выполнено в виде конусообразной воронки, а цилиндрические поверхности
ребра; на фиг. 2 - ярмо, у которого поперечное сечение витков выполнено в виде конусообразной воронки, а цилиндрические поверхности выполнены в виде резьбы, впадины которой заполнены пастой из магнитодиэлектрического материала; на фнг. 3 - ярмо, у которого поперечное сечение витков выполнено в виде конусообразной воронки; на фиг. 4 - ярмо, у которого поперечное сечение витков выполнено в виде сферической .воронки, а наружная цилиндрическая поверхность выполнена в виде резьбы на фиг. 5- ярмо,у которого поперечное сечение витков выполнено в виде сферической воронки; на фиг. 6 - вид с торца на пакет ярма магнитопровода; на фиг. 7 - половина витка спирали.
Магнитопровод содержит две цилиндрические части - зубцовую зону из гофрированного материала и ярмо 1. Яр,мо 1 выполнено из непрерывной стальной ленты навитой на ребро 2, причем боковые поверхности спирали 3 и 4 выполнены в форме воронки. Средняя линия 5 (ось ленты) поперечного сечения спирали ярма 1 образует с осью машины 6 угол of, не равный 90°. Это позволяет снизить отношение наружного DH и внутреннего D диаметров спирали, при этом фактическая высота ярма Ня всегда больше, чем половина разности диамет: ров DH и D.
Возможны варианты исполнения пакета ярма, у которого одна или две цилиндрические поверхности. 7-9 выполнены в виде резьбы, причем вершины гребней 10-12 резьбы, образованы ребрами ленты, из которой навито ярмо.
Для обеспечения равномерности зазора между ярмом и зубцовой зоной, а также с целью снижения величины коэффициента Картера впадины 13-15 могут быть заполнены, например, магнитодиэлектриком 16.
Возможны варианты исполнения пакета ярма, у которого обе цилиндрич еские поверхности 17 и 18 выполнены гладкими. Данный вариант возможно осуществить либо при навивке спирали из ленты, поперечное сечение которой имеет вид параллелограмма, либо при навивке спирали из ленты с прямоугольным поперечным сечением с последующей механической обработкой.
1Возможны варианты исполнения пакета ярма, у которого боковые поверхности 3 и 4 выполнены в виде конусообразной воронки.
Возможны варианты исполнения пакета ярма, у которого боковые поверхности 19 и 20 выполнены в форме сферической воронки.
Воронкообразная форма витков спирали позволяет придать ленте такое положение, при котором в меньшей мере деформируются волокна материала, расположенные ближе к наружному диаметру, и обеспечить юздействие усилий при кручении в том месте, чтобы избежать гофрирования ленты со стороиы внутреннего диаметра. Наибольшее растяжение волокон металт цпа при сворачивании ленты в спираль Наблюдается тогда, когда поставлена иа ребро, в этом случае ось симметрии спирали перпендикулярна поперечной оси симметрии ленты. При формировании спирали внешнее ребро ленты описывает наибольший радиус вращения. Поэтому и наблюдается утонение и образование сечения ее в трапецеидальную форму. Наиболее благоприятные для ленты усилия (в смысле растягиваюш,их деформаций) это те, когда ось симметрии спирали параллельиа поперечной оси симметрии ленты. Но такое состояние ярма не удовлетворяет энергетическим требованиям электрической машины, так как магнитный поток направлен поперёк слоев и он рассеется в воздушных зазорах между слоями. Поэтому наиболее рациональное положение слоев ярма должно занять промежуточное положение между первоначальным и вторым вариантами, т.е. между вертикальным и горизонтальным положениями. В связи с тем, чго лобовые части обмотки при выходе из паза несколько приподняты от воздушного зазора, то максимальный наклон витков спирали, в первую очередь, предопределен этим условием.Наименьшее значение угла а соответствует 30°, наиболее удобное для ярма с малой высотой угол ос соответствует 40-45°. Дальнейшее увеличение угла наклона слоя ярма приводит к более сушественным деформациям ленты, что приводит к резкому снижению коэффициента заполнения пакета магнитопроводящим материалом. Для ярма статора внешний диаметр дег лать гладким не всегда обязательно, так как ребристая поверхность увеличивает плошадь охлаждения пакета у двигателей защищенного исполнения и тем самым повышает надежность электрической машины. Намотка ярма осуществляется на специальном приспособлении, обеспечивающим наклон ленты и плотность пакета. Усилия сжатия спирали в осевом направлении и растягивающие ленту не приводят к пластическим деформациям металла, не вызывают наклепа Приводом устройства намотки может служить электродвигатель с регулируемой скоростью для нахождения оптимального режима навивки, так как ярма электрических мащин могут изготавливаться из сталей с различными механическими свойствами. Примером может послужить способ навивки ярма из ленты электротехнической холоднокатанной нелегированной стали марки 2013, толщиной 0,5 мм для электродвигателя 4А80В4. Специальную технологическую оснастку в виде усеченного конуса переходящего от усеченной верщины в цилиндр устанавливают в патроне токарного станка. У приспособления имеется щель для закрепления свободного конца ленты. Лента, вырезанная из рулона щириной 12 мм, свернута в рулон, установленный у токарного станка на вращающейся опоре. В резцедержатель закрепляют второе технологическое приспособление, на конце которого находится вращающийся ролик с углом наклона, совпадающим с углом усеченного конуса. После того, как патрон передал вращение первому приспособлению и лента начала наворачиваться на боковую плоскость конуса, ролик подводят к ленте, чтобы он передавал прессующее усилие ленте, прижимая ее к конусу. Итак, виток за витком набирается спираль до достижения заданной длины, после чего ленту отрезают и контактной сваркой закрепляют на магнитопроводе, также закрепляют и начало ленты. Технологическая оснастка освобождается от магнитопровода, который с торцов принимает вид усеченного конуса. Внещний и внутренний диаметры ярма имеют неровную поверхность, так как слои его наклонены и выходят одной гранью на периферию. Затем пакет проточивают по внутреннему и внешнему диаметру, с целью придания ему гладкой посадоной поверхности. В результате магнитопровод подготовлен для дальнейщей технологической сборки. Экономическая эффективность предлагав мой конструкции ярма электрической машины заключается в простоте изготовления, в повыщенном коэффициенте заполнения пакета сталью, в увеличенной площади охлаждения, в унификации процесса навивки для машин всех мощностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ярмо магнитопровода электрической машины | 1981 |
|
SU1078534A1 |
| Магнитопровод электрической машины | 1978 |
|
SU949755A1 |
| Магнитопровод электрической машины и способ его изготовления | 1984 |
|
SU1239786A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Магнитопровод ротора электрической машины | 1988 |
|
SU1598054A1 |
| МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2015604C1 |
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
| Магнитопровод электрической машины | 1980 |
|
SU881991A1 |

РАЗЪЕМНЫЙ МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, содержащий зубцовую зону с пазами для обмотки, выполнениую из гофрированного материала, и ярмо, выполненное из непрерывной навитой на ребро ленты, отличающийся тем, что, с целью улучшения энергетических показателей путем повышения коэффициента заполнения магнитопровода, каждый виток спирали имеет воронкообразную форму. $ СД СО ел Фиг)
Фиг.2
Фиг.З
9 /2 15
ZO
19
18
17
го
19 /8
ФмгЛ
Фиг. 5
Jh
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РАЗЪЕМНЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 0 |
|
SU170572A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЭЛЕКТРИЧЕСКИЙ, ОПУСКАЕМЫЙ В ЖИДКОСТЬ, ПРИБОР ДЛЯ КИПЯЧЕНИЯ И НАГРЕВАНИЯ | 1925 |
|
SU3983A1 |
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
