гическое устройство, где она деформируется, протягивается в определенном направлении и изгибается на ребро, образуя спираль. Витки спирали посредством сварки соединяют в пакет, причем сварку производят в процессе
«
Изобретение относится к электромашиностроению, в частности к технологии изготовления магнитопрово- дов электрических машин.
Целью изобретения является упро- щение технологии изготовления и по- вьпиение надежности путем увеличения жесткости магнитопровода.
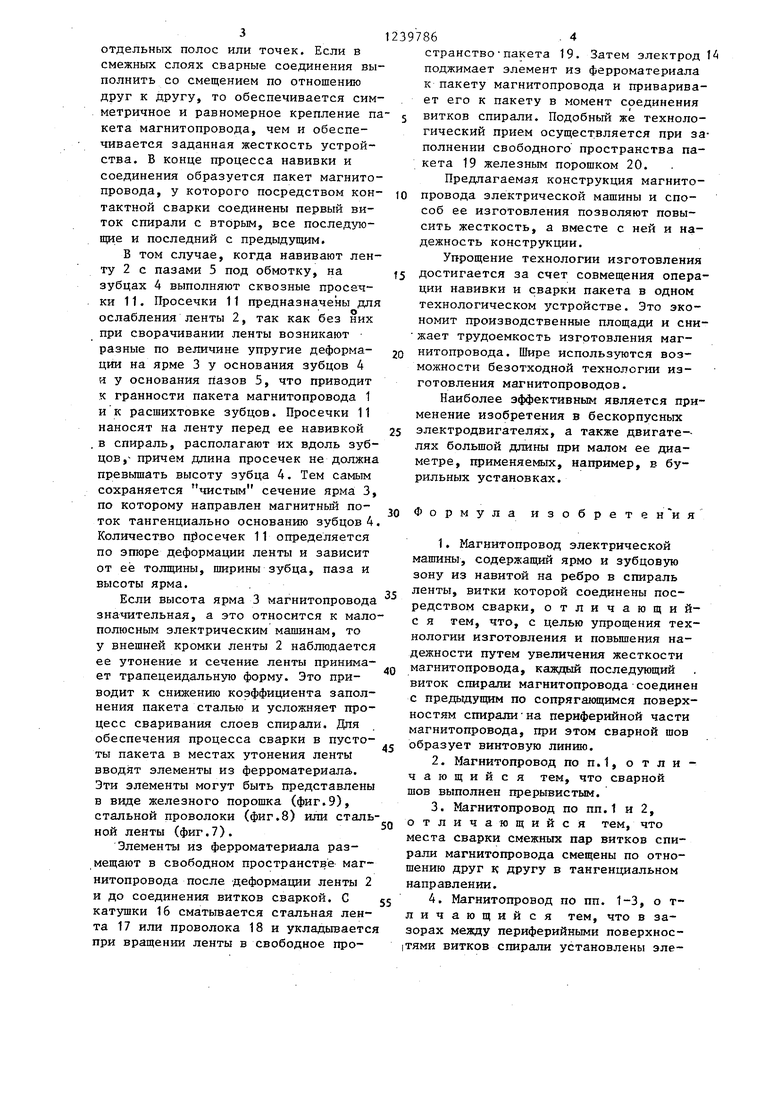
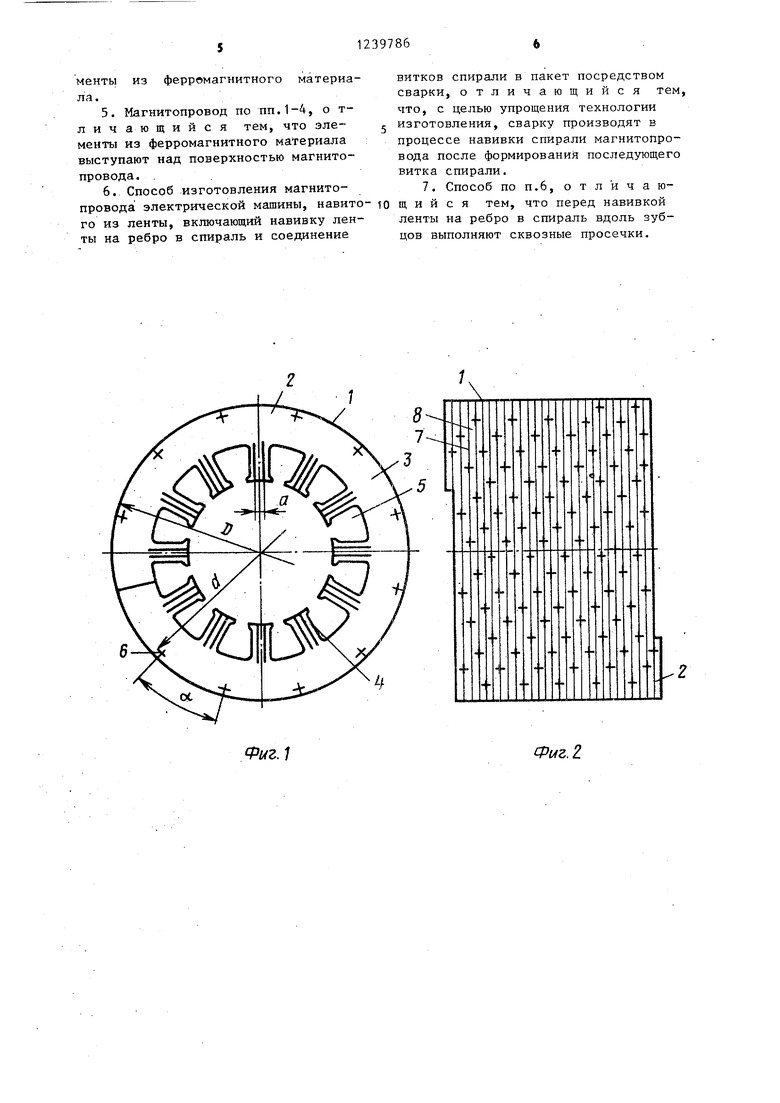
На фиг.1 показан магнитопровод электрической машины, поперечный разрез; на фиг.2 - то же, продольный разрез; на фиг.З - момент навивки ленты с пазами в технологической оснастке с подвижными электродами; на фиг.4 - часть пакета магнитопрово да с электродамиJ на фиг.З - магнитопровод с электродами и допо1П1итель ным ферромагнитным материалом в момент его размещения между слоями спирали, продольный разрез; на фиг.бто же, в технологической оснастке, поперечный разрез; на фиг.7 - размещение ферромагнитной ленты, выступающей за пределы магнитопровода; на фиг.8 - размещение круглой проволоки на фиг.9 - заполнение полых участков ферромагнитным порошком.
Предлагаемый магнитопровод 1 электрической машины состоит из ленты 2, свернутой на ребро в спираль, на ленте, кроме ярма 3, выполнены зубцы А, а между ними пазы 5 под обмотку. Спираль магнитопровода 1 соединена сваренными участками 6, которые расположены между смежными витками 7 и 8 магнитопровода. Сваренные участки- расположены по винтовой линии спирали и могут быть как сплошными,так и прерывистыми. Угол « характеризует расстояние между сваренными участками спирали, а диаметр d - расстояние от центра симметрии магнитопронода до линии сварки. Диаметр магнитопровода и чем меньше разница между
навивки спирали после формирования последующего витка спирали. Упрощение технологии достигается за счет совмещения операции навивки и сварки в одном технологическом устройстве. 2 с.п. 5 з,п. ф-лы, 9 ил.
2
этими значениями, тем лучше условия для прохождения магнитного потока.
Способ изготовления магнитопровода осуществляется следующим образом.
В технологическое устройство 9 (на фиг.3,6) подают стальную ленту 2 на которой выполнены пазы и зубцы, или ленту 10 - гладкую. В первом случае на ленте в плоскости зубца 4 выполняют сквозные просечки 11, которые ослабляют ленту перед ее деформацией .
V
В технол:огическом устройстве У ленту 2 деформируют, протягивая ее по направлению стрелки (фиг.З), при этом лента изгибается на ребро, образуя спираль. В устройстве 9 выполнено окно 12, которое расположено за зоной полной деформации ленты 2. В окне 12 размещены подвижные электроды 13 и 14 в виде ролика, к которым подключен источник 15 питания. Подвижный (вращающийся) электрод 13 катится при движении ленты 2 по ее плоскости у внешней кромки, а электрод 14 (его плоскость перпендикулярна плоскости электрода 13) контактирует с кромкой предыдущего винта ленты 2. Через электроды пропускают электрический ток только тогда, когда лента начинает образовывать второй виток спирали. Источник 1.5 питания - сварочный аппарат через электроды 13 и 14 сваривает две ленты, этот вид сварки называется контактным, ширина соединения витков примерно равна ширине элект- рода 13. Если на электроды постоянно, подавать напряжение, то .сварное соединение получается непрерывньм и принимает вид спирали. Но возможно и регулирование подачи напряжения, и в таком случае сварной шов становится прерывистым и может состоять из
отдельных полос или точек. Если в смежных слоях сварные соединения выполнить со смещением по отношению друг к другу, то обеспечивается симметричное и равномерное крепление пакета магнитопровода, чем и обеспечивается заданная жесткость устройства. В конце процесса навивки и соединения образуется пакет магнитопровода, у которого посредством контактной сварки соединены первый виток спирали с вторым, все последуюпще и последний с предыдущим.
В том случае, когда навивают ленту 2 с пазами 5 под обмотку, на зубцах 4 выполняют сквозные просечки 11. Просечки 11 предназначены для ослабления ленты 2, так как без них при сворачивании ленты возникают разные по величине упругие деформации на ярме 3 у основания зубцов 4 и у основания пазов 5, что приводит к гранности пакета магнитопровода 1 и к расшихтовке зубцов. Просечки 11 наносят на ленту перед ее навивкой в спираль, располагают их вдоль зубцов, причем длина просечек не должна превышать высоту зубца 4. Тем самым сохраняется чистым сечение ярма 3, по которому направлен магнитньй поток тангенциально основанию зубцов 4. Количество щ осечек 11 определяется по эпюре деформации ленты и зависит от её толщины, ширины зубца, паза и высоты ярма.
Если высота ярма 3 магнитопровода значительная, а это относится к мало- полюсньм электрическим машинам, то у внешней кромки ленты 2 наблюдается ее утонение и сечение ленты принимает трапецеидальную форму. Это приводит к снижению коэффициента заполнения пакета сталью и усложняет процесс сваривания слоев спирали. Для обеспечения процесса сварки в пустоты пакета в местах утонения ленты вводят элементы из ферроматериала. Эти элементы могут быть представлены в виде железного порошка (фиг.9), стальной проволоки (фиг.8) или стальной ленты (фиг.7).
Элементы из ферроматеркала разещают в свободном пространстве магитопровода после деформации ленты 2 до соединения витков сваркой. С атушки 16 сматьгоается стальная лена 17 или проволока 18 и укладывается ри вращении ленты в свободное про239786. 4
странствопакета 19. Затем электрод 14 поджимает элемент из ферроматериала к пакету магнитопровода и приваривает его к пакету в момент соединения 5 витков спирали. Подобный же технологический прием осуществляется при заполнении свободного пространства пакета 19 железным порошком 20.
Предлагаемая конструкция магнито- 10 провода электрической машины и способ ее изготовления позволяют повысить жесткость, а вместе с ней и надежность конструкции.
Упрощение технологии изготовления 15 достигается за счет совмещения операции навивки и сварки пакета в одном технологическом устройстве. Это экономит производственные площади и сни- жает трудоемкость изготовления маг- 20 нитопровода. Шире используются возможности безотходной технологии изготовления магнитопроводов.
Наиболее эффективным является применение изобретения в бескорпусных 25 электродвигателях, а также двигате-- лях большой длины при малом ее диаметре, применяемых, например, в бурильных установках.
30 Формула изобретен и я
5
0
1. Магнитопровод электрической машины, содержащий ярмо и зубцовую зону из навитой на ребро в спираль ленты, витки которой соединены посредством сварки, отличающий- с я тем, что, с целью упрощения технологии изготовления и повьш1ения надежности путем увеличения жесткости магнитопровода, каждый последующий виток спирали магнитопровода соединен с предьщупщм по сопрягающимся поверхностям спирахш на периферийной части магнитопровода, при этом сварной шов образует винтовую линию.
2.Магнитопровод по п.1, отличающийся тем, что сварной шов выполнен прерывистым.
3.Магнитопровод по пп.1 и 2, отличающийся тем, что места сварки смежных пар витков спирали магнитопровода смещены по отношению друг к другу в тангенциальном направлении.
4.Магнитопровод по пп. 1-3, о т- личающийся тем, что в зазорах между периферийными поверхнос|Тями витков спирали установлены эле5
0
5
менты из ферромагнитного материала.
5.Магнитопровод по пп.1-4, о т- личающийся тем, что элементы из ферромагнитного материала выступают над поверхностью магнито- провода. , .
6.Способ изготовления магнито- провода электрической машины, навитого из ленты, включающий навивку ленты на ребро в спираль и соединение
витков спирали в пакет посредством сварки, отличающийся тем, что, с целью упрощения технологии
изготовления, сварку производят в процессе навивки спирали магнитопро- вода после формирования последующего витка спирали.
7. Способ по п.6, отличающ и и с я тем, что перед навивкой ленты на ребро в спираль вдоль зубцов выполняют сквозные просечки.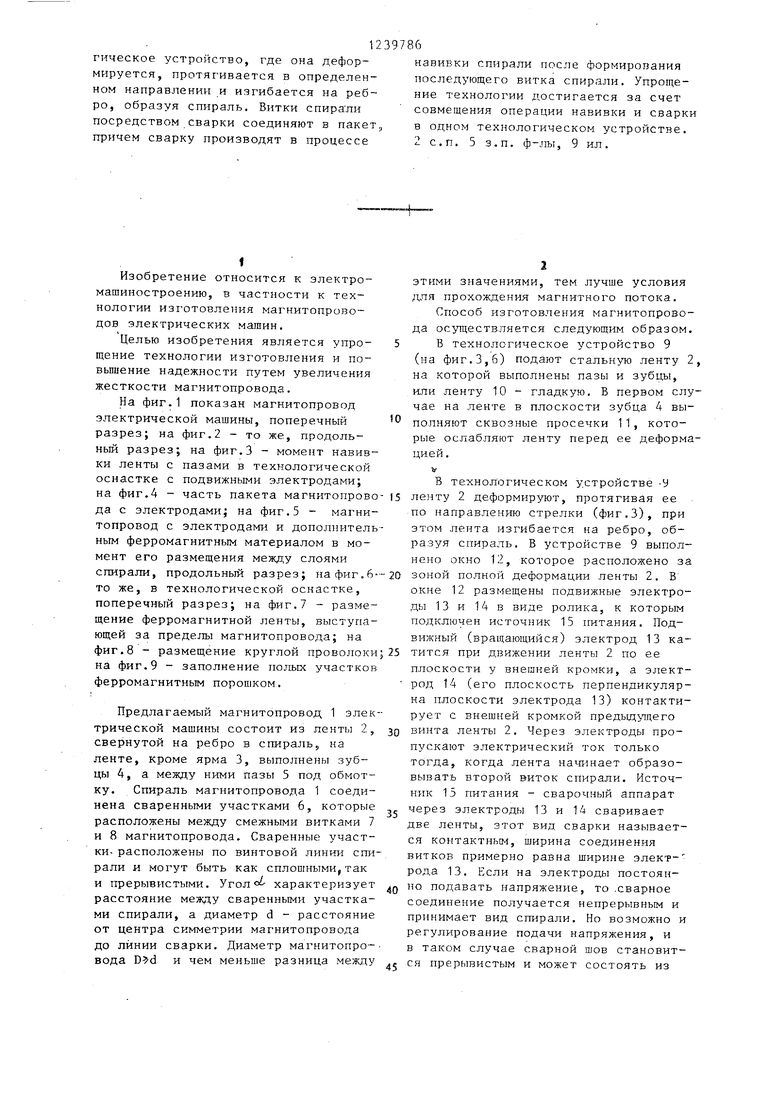
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| Способ изготовления магнитопровода электрической машины | 1985 |
|
SU1354346A1 |
| МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2015604C1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Способ изготовления магнитопровода электрической машины | 1989 |
|
SU1737635A1 |
| Магнитопровод ротора электрической машины | 1989 |
|
SU1764123A1 |
| Ярмо магнитопровода электрической машины | 1981 |
|
SU1078534A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1050052A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1133638A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075351A1 |
Изобретение относится к электромашиностроению и упрощает технологию изготовления и порьш1ает надежность магнитопровода машины путем увеличения его жесткости. Магнито- провод содержит ленту 2, свернутую на ребро в спираль. На ленте кроме ярма 3 выполнены зубцы 4, а между ними - пазы 5 под обмотку.Спираль соединена сваренными участками 6, которые расположены между смежными витками магнитопровода. Сваренные участки расположены по винтовой линии спирали. При изготовлении магнитопровода ленту подают в технолос € (Л ю со со ас а ги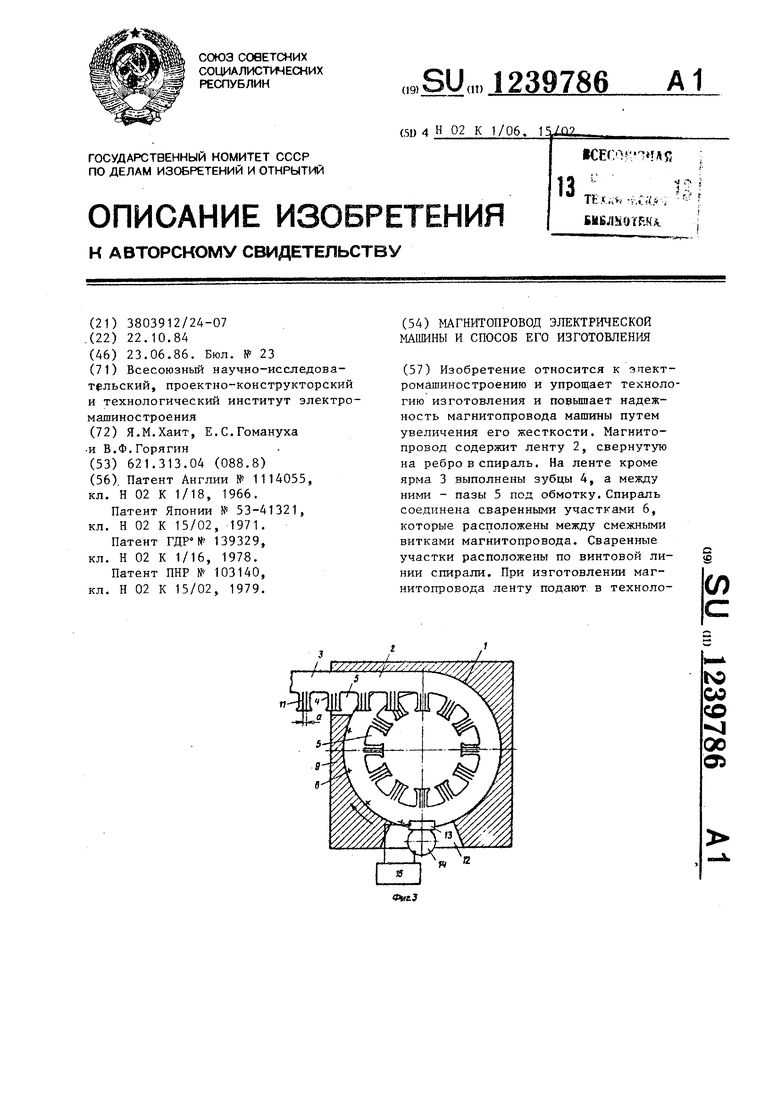
Фиг.1
Фаг.г
Vui.f
.S
Pui8
Фн13
Редактор Р.Цицика
Составитель В.Петри Техред О.Сопко
Заказ 3404/53Тираж 631Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор Т.Колб
| Патент Англии № 1114055, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Толкатель для передвижения чугуновозных и шлаковозных ковшей | 1960 |
|
SU139329A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Картофелеуборочный комбайн | 1954 |
|
SU103140A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
