Особенностью описываемого станка для шлифования фарфоровых круглых изделий является применение двух движущихся в противоположном направлении с разными скоростями бесконечных упругих лент, установленных под углом друг к другу и предназначенных для сообщения одновременного вращательного и поступательного движения обрабатываемому изделию относительно абразивных плиток, получаюо их продольные высокочастотные вибрации. Такое выполнение устройства дает возможность сравнительно простыми средствами автоматизировать шлифование нижнего кольцевого выступа фарфоровых круглых изделий.
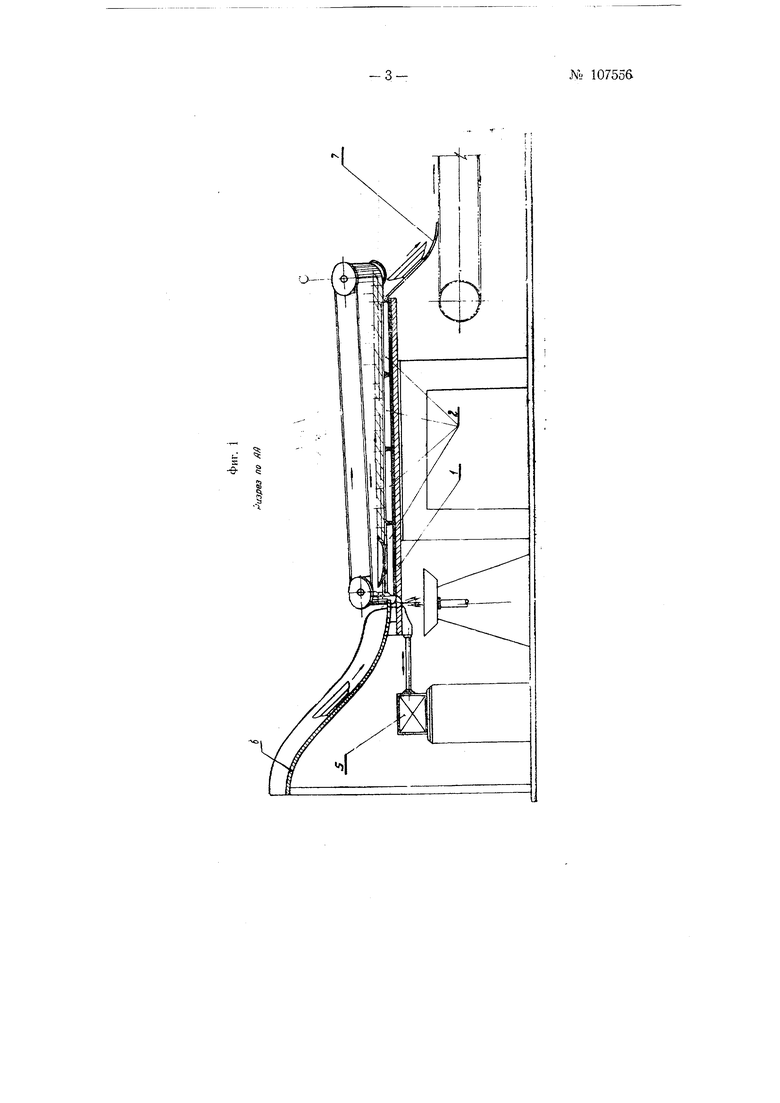
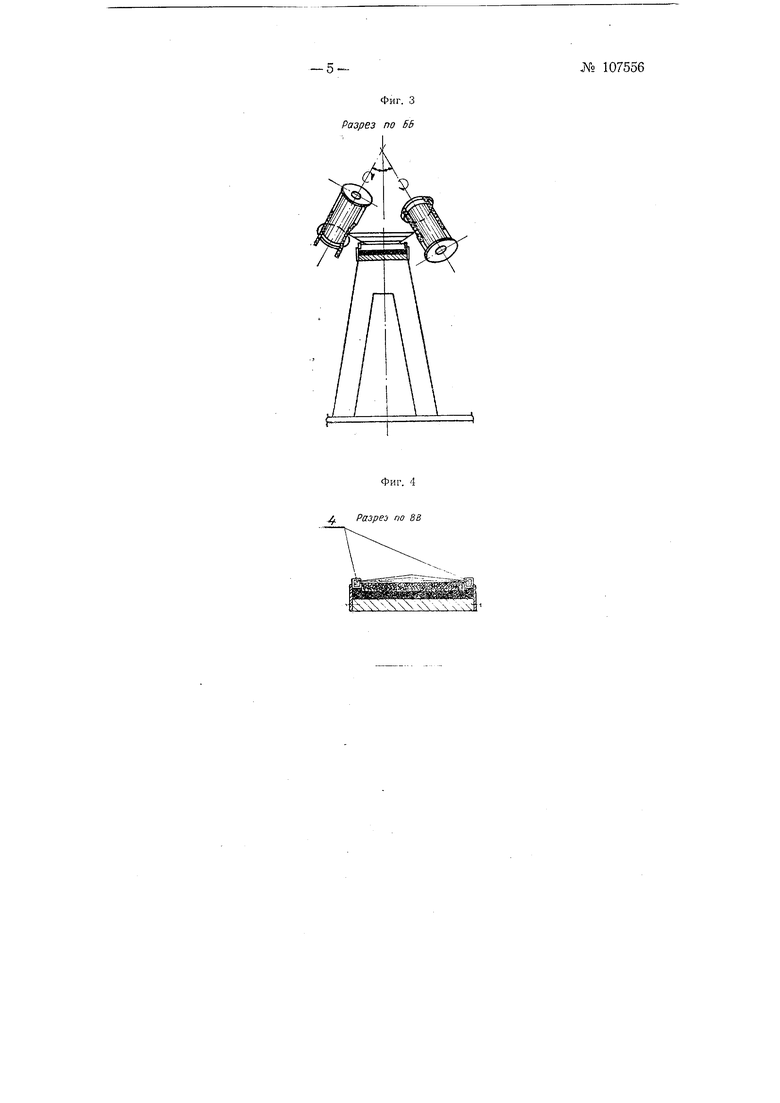
На фиг. 1 показан описываемый станок, вид сверху; на фиг. 2 - разрез по АА на фиг. 1; на фиг. 3 - разрез по ББ на фиг. 1; на фиг. 4 - разрез по ВВ на фиг. 1.
Обрабатываемому изделию, находящемуся на горизонтально вибрирующем столе /, выложенном абразивными плитками 2, сообщается одновременно вращательное и поступательное движение.
Изделие поджимается к абразиву двумя движущимися в противоположные стороны с разными скоростями бесконечными упругими, например резиновыми, лентами 3, расположенными под углом друг к другу.
Абразивные плитки 2 крепятся к столу / в порядке уменьшения величины абразивного зерна.
Вода подается на абразивы иосредством двух снабженных отверстиями труб 4 и отводится в канализацию через приемную воронку в начале стола.
Величина силы прижима изделия к абразиву регулируется изменением угла наклона бесконечных лент к абразивному столу, причем направление угла наклона каждой ленты зависит от направления ее движения.
Разность скоростей движущихся в противоположные стороны бесконечных лент обеспечивает поступательное движение вращающемуся изделию по абразиву. Чем больше эта разность, тем выще скорость поступательного движения обрабатываемого изделия.
С целью интенсификации процесса шлифовки абразивному столу придается продольная высокочастотная вибрация при помощи ультразвукового, электромеханического или какого-нибудь другого вибратора 5.
Для обработки тарелок и блюдец разных диаметров и высот абразивный стол делается подъемным или изменяется на соответствующую величину угол наклона между бесконечными лентами.
Автоматическая подача изделий в щлифовальный агрегат может осуществляться по-разному. Например, изделие, установленное на наклонный лоток 6, действием собственного веса подается на абразивный стол /, где и захватывается лентами 3.
Обработанное изделие соскальзывает по наклонной плоскости 7 на
ленточный транспортер или другое приспособление, которым передается на дальнейшую обработку.
Предмет изобретения
Станок для шлифования фарфоровых круглых изделий, отличающийся применением двух, движущихся в противоположном направлении с разными скоростями, бесконечных упругих лент, установленных под углом друг к другу и предназначенных для сообщения одновременного вращательного и поступательного движения обрабатываемому изделию относительно абразивных плиток, получающих продольные высокочастотные вибрации, с целью обработки нижнего кольцевого выступа (ножки) фарфоровых ПоПоских круглых изделий (тарелок, блюдец и т. п.).

| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1960 |
|
SU141403A1 |
| Приспособление для обмера сосудов | 1958 |
|
SU118675A1 |
| Устройство для шлифования фарфоровых и т.п. изделий | 1954 |
|
SU103099A1 |
| Полуавтоматический станок для шлифования и полирования фарфоровых изделий | 1960 |
|
SU139573A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| Копировальный станок для полирования изделий с криволинейным профилем | 1960 |
|
SU140704A1 |
| СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВЫСТУПАЮЩЕГО КРАЯ КОЛЬЦЕОБРАЗНЫХ ПОВЕРХНОСТЕЙ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2222418C1 |