Известны ленточно-шлифовальные станки с движущейся по контактному копиру бесконечной абразивной лентой, совершающей одновременно возвратно-поступательное движение вдоль обрабатываемой поверхности на ширину щлифования. Однако автоматизация таких станков недостаточна.
В описываемом станке для автоматизации его работы возвратнопоступательное движение подачи на ширину шлифования сообщается абразивной ленте двумя свободно вращающимися роликами, направляющими ее. Ролики периодически наклоняются друг к другу по сигналам, подаваемым самой лентой, воздействующей в конечных ее положениях на следящие устройства. При одновременной обработке на станке спинки и корыта лопаток компрессоров применяются две ленты, получающие возвратно-поступательное движение вдоль дву.х сторон обрабатываемой заготовки. Эти ленты скользят по контактным круглым копирам, совершающим обкаточные движения относительно неподвижно закрепленной заготовки. В случае последовательной обработки за одну установку спинки и корыта лопаток компрессора заготовка устанавливается на валике качалки, связанном с приводным залом контак1ного круглого копира абразивной ленты для обеспечения обкаточного движения последней передачей из пары некруглых (эллиптических) зубчатых колес. Перекрытие вспомогательного времени, необходимого для съема обработанного изделия и установки новой заготовки, машинным временем осуществляется при помощи переставного стола с двумя позициями крепления двух заготовок, подаваемых поочередно в зону обработки.
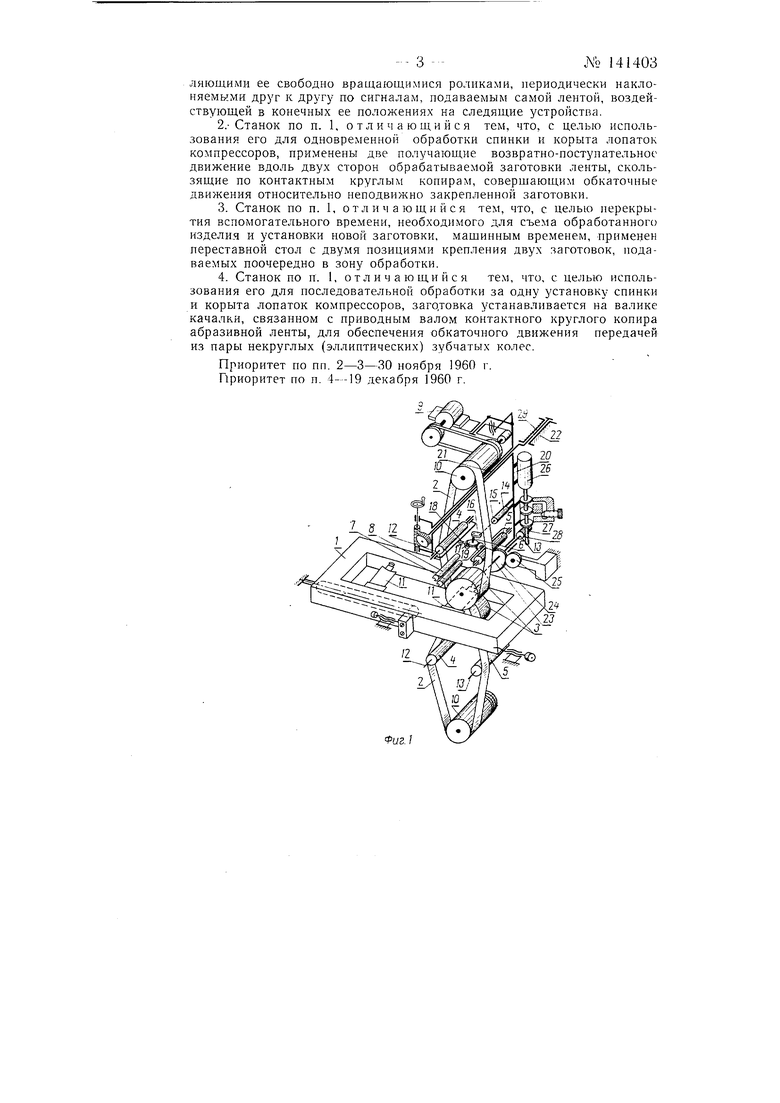
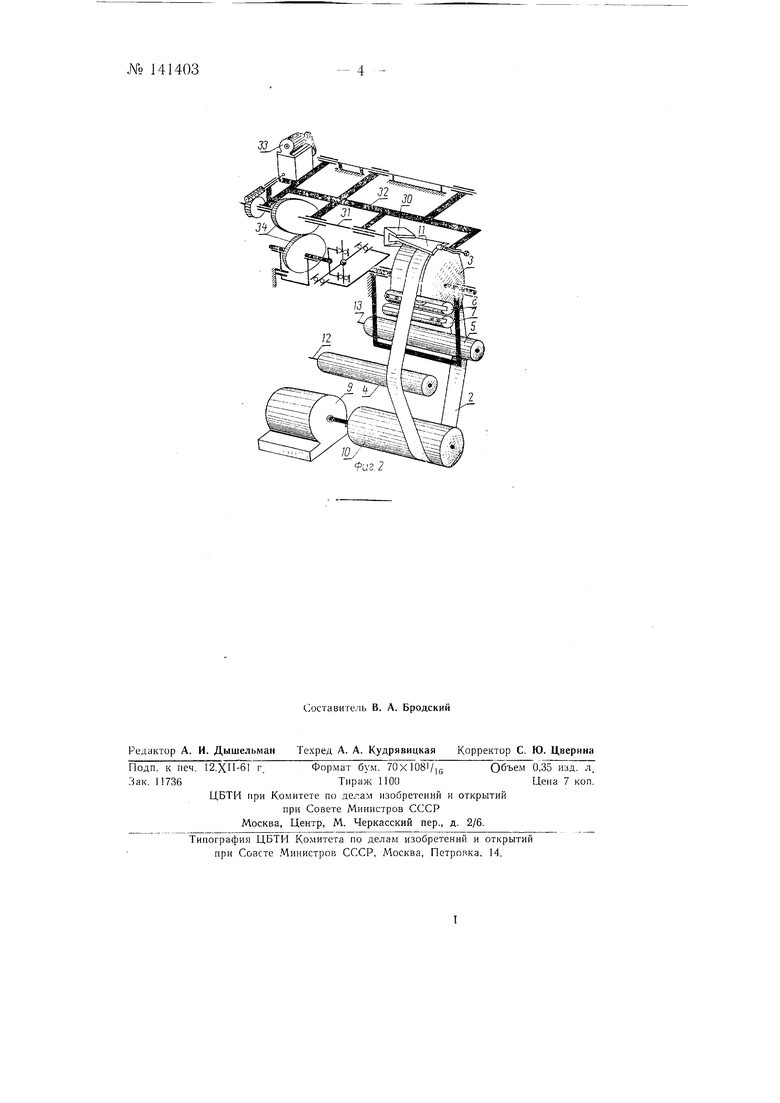
Ка фиг. 1 и 2 изображены схемы станка.
Ленточно-шлифовальный станок состоит из станины, переставного стола J, одной или двух бесконечных абразивных лент 2, соответствующего числа контактных копиров 3 круглой или иной формы, направляющих ленту 2 свободно вращающихся роликов 4 и 5, механизма 6 ка№ 141403- 2
клона роликов 4 ц 5 друг относительно друга, и датчиков 7 а 8 следящих устройств пневматического или электрического действия.
Лента 2, приводимая от электродвигателя 9, огибает ведущий шкив W, ролики 4 и 5 и контактный копир 3, снимая абразивными зернами, находящимися на ее поверхности, слой металла с обрабатываемого изделия 1}, например лопатки компрессора. Возвратно-поступательное движение подачи на щирину щлифования лента 2 получает 8 результате наклона роликов 4 5, когда их оси 12 и 13 занимают скрещивающееся положение. Для этого в пневмоцилиндр 14 подается воздух, который перемещает шток /5 связанный через рычаг 16 с коническим зубчатым колесом 17, сцепленным с двумя зубчатыми колесами 18 и 19. Последние поворачиваются в разные стороны скрещивая оси 12 и 13. В конечных положениях лента 2 воздействует на датчики 7 или 5, в результате чего щток 15 начинает перемещаться в обратном направлении, вызывая наклон роликов 4 и 5 в противоположную сторону и изменение направления движения подачи ленты 2. При одновременной обработке изделий 11 двумя лентами 2 копиры 3 устанавливаются вместе с электродвигателями 9, щкивами 10, роликами 4 и 5, механизмами 6 на качалках 20, которые устанавливаются на коленчатых валах 21, благодаря чему при повороте последних в подшипниках 22 копиры 3 поднимаются или опускаются на некоторое расстояние. На валах 23 копиров 3 имеются кулачки 24, взаимодействующие с вращающимися роликами 25. Посредством пневмоцилиндров 26, реек 27 и зубчатых колес 28 валам 23 сообщается вращательное движение, при котором в результате взаимодействия кулачков 24 с роликами 25 качалки 20 совершают колебательное движение относительно осей 29, синхронизированное с вращением копиров 3. Таким образом, копиры 5 совершают сложное обкаточное движение относительно неподвижно закрепленного изделия //, позволяя лентам 2 обрабатывать его с двух сторон по сложным поверхностям. После окончания обработки одного изделия перемещением качалок 20 ленты 2 отводятся от него, переставнойСТОЛ / передвигается в соседнюю позицию, начинается обработка второго изделия, а готовое снимается со станка и заменяется заготовкой.
Бели необходимо вести последовательную обработку за одну установку разных сторон изделия, то его устанавливают в зажиме 30 вращающегося валика 31 качалки 32. В этом случае копир 3 приводится от электродвигателя 33 через эллиптические зубчатые колеса 34, одно из которых сидит на валике 31. При переходе от обработки одной поверхности изделия к другой происходит подъем качалки 32 вместе с изделием, обеспечиваемый за счет соответствующего взаимного положения колес 34.
Описываемый станок позволяет повысить точность обработки и чистоту, значительно поднять производительность, увеличить стойкость абразивных лент, улучщить условия шлифования за счет равномерного нагрева изделия, что обеспечивает его минимальное коробление, и уменьшить себестоимость продукции.
Предмет изобретения
1. Ленточно-шлифовальный станок с движущейся по контактному копиру бесконечной абразивной лентой, соверщающей одновременно возвратно-поступательное движение вдоль обрабатываемой поверхности на ширину щлифования, отличающийся тем, что, с целью автоматизации его работы, возвратно-поступательное движение подачи на щирину щлифования сообщается абразивной ленте двумя направляющими ее свободно вращающимися роликами, периодически наклоняемыми друг к другу по сигналам, подаваемым самой лентой, воздействующей в конечных ее положениях на следящие устройства.
2.-Станок по п. 1, отличающийся тем, что, с целью использования его для одновременной обработки спинки и корыта лопаток компрессоров, применены две получающие возвратно-поступательное движение вдоль двух сторон обрабатываемой заготовки ленты, скользящие по контактным круглым копирам, соверщающим обкаточные движения относительно неподвижно закрепленной заготовки.
3.Станок по п. 1, отличающийся тем, что, с целью перекрытия вспомогательного времени, необходимого для съема обработанного изделия и установки новой заготовки, мащинным временем, применен переставной стол с двумя позициями крепления двух заготовок, подаваемых поочередно в зону обработки.
4.Станок по п. 1, отличающийся тем, что, с целью использования его для последовательной обработки за одну установку сппнки и корыта лопаток компрессоров, заго.товка устанавливается на валике качалки, связанном с приводным валом контактного круглого копира абразивной ленты, для обеспечения обкаточного движения передачей из пары некруглых (эллиптических) зубчатых колес.
Приоритет по пп. 2-3-30 ноября 1960 г. Приоритет по п. 4 -19 декабря 1960 г.
ль 141403
иг. /

| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU124332A1 |
| Ленточно-шлифовальный копировальный станок для обработки лопаток | 1960 |
|
SU141073A1 |
| Копировально-шлифовальный станок для обработки выпуклых поверхностей, например, лопаток | 1960 |
|
SU136211A1 |
| Способ шлифования криволинейных трехмерных поверхностей пера лопаток и станок для его осуществления | 1958 |
|
SU127583A1 |
| Копировальный станок для одновременной обработки спинки и корыта лопатки | 1959 |
|
SU127584A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1685691A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU580091A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |