Изобретение относится к станкостроению, в частности к оборудованию для шлифования и полирования выступающего края кольцеобразных поверхностей керамических изделий.
Известны станки для шлифования и полирования края керамических блюдец и чашек, состоящие из многопозиционного делительного поворотного стола с расположенными на нем приводными шпинделями (по количеству позиций), снабженными зажимными патронами, и блоков дискретной подачи через державки с контактными головками абразивных лент (см., например, а.с. 139573 СССР, опубл. в 1961).
Недостатками подобных станков являются:
- одностороннее воздействие на край изделия контактной головки, приводящее к дисбалансной нагрузке зажимного патрона и, как следствие, к появлению вибрации и снижению качества обработки;
- жесткость контактной головки и необходимость ее замены при переходе на обработку изделий с другим профилем сечения края его кольцеобразной поверхности.
Известен станок для шлифования круговой выступающей кромки на наружной стороне дна блюдца, состоящий из многопозиционного делительного поворотного стола с расположенными на нем, по количеству позиций, приводными шпинделями, снабженными зажимными патронами и имеющим блоки дискретной подачи через державки с установленными на них эластичными контактными головками абразивных лент (см. 1528648 СССР, опубл. 15.12.89).
Недостатком названного станка является невозможность обработки края кольцеобразного выступа на глубину полного его профиля - ввиду наличия трех широких полос абразивной ленты и, как следствие, из-за большой площади ее контакта с изделием, требующей приложения к нему повышенного усилия, что, учитывая его хрупкость, крайне затруднено. Кроме того, державка имеет дополнительный узел отвода абразивных лент от дна изделия, усложняющий конструкцию станка.
Технической задачей заявляемого станка для абразивной обработки выступающего края кольцеобразных поверхностей керамических изделий является достижение полнопрофильной обработки края и упрощение конструкции станка.
Поставленная задача решается за счет выполнения блоков дискретной подачи абразивных лент двухручьевыми, включающими по два барабана и державку с контактной головкой в каждом ручье, а также - расположения державок в диаметрально противоположных зонах обработки изделия и выполнения эластичных элементов контактных головок в виде сегментов.
Заявленный станок для абразивной обработки выступающего края кольцеобразных поверхностей керамических изделий поясняется чертежами, где:
на фиг.1 изображен его общий вид с поднятыми державками;
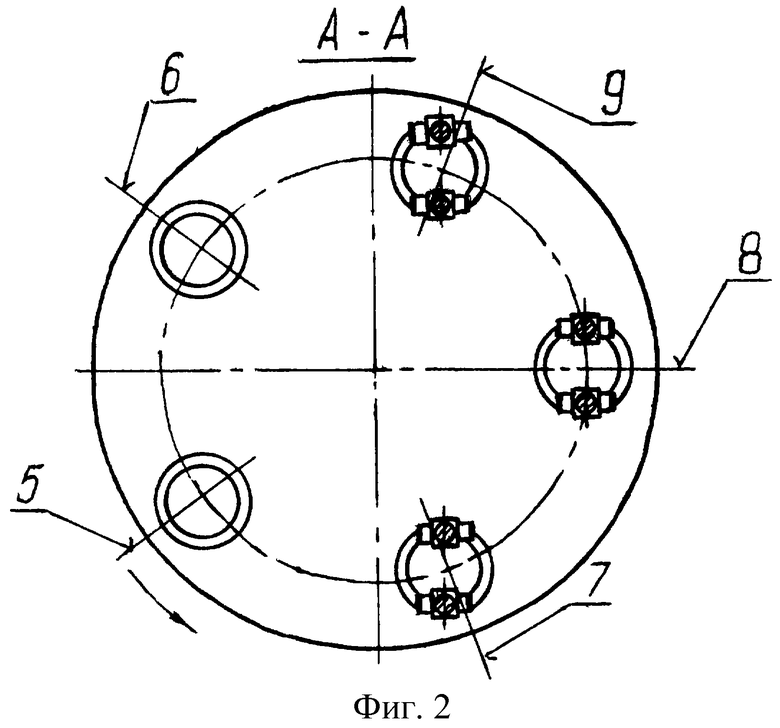
на фиг.2 - то же, разрез А-А на фиг.1;
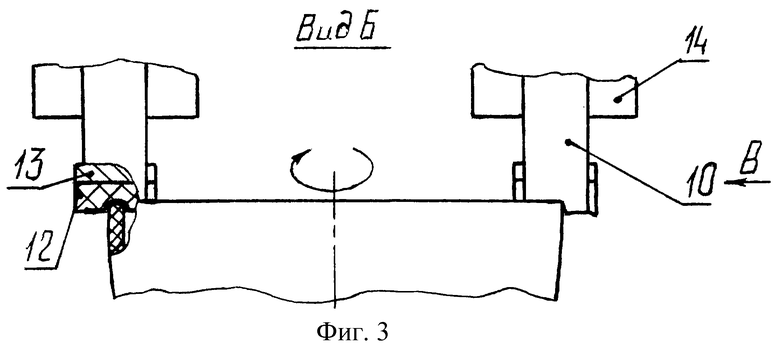
на фиг. 3 изображено керамическое изделие во время обработки, вид Б на фиг.1;
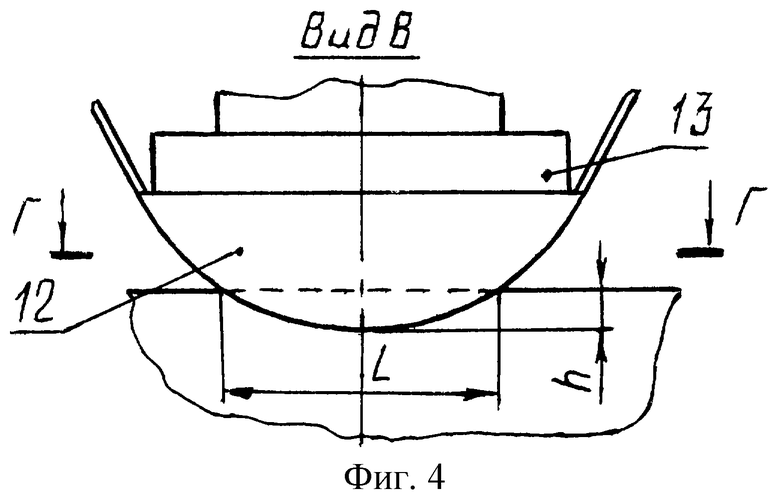
на фиг.4 - то же, вид В на фиг.3;
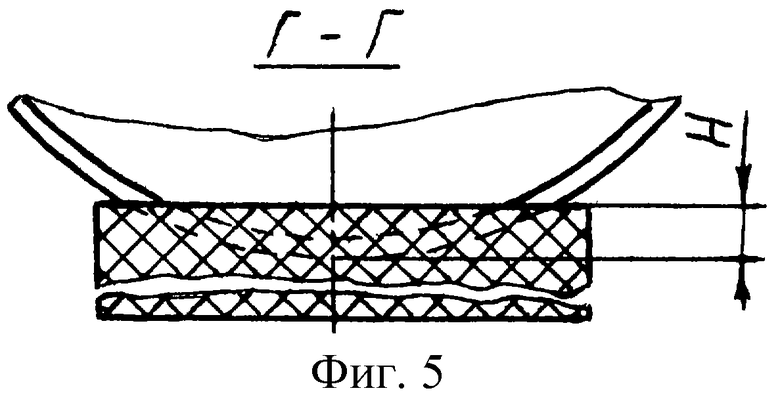
на фиг.5 - то же, вид Г на фиг.4.
Станок для абразивной обработки выступающего края кольцеобразной поверхности керамических изделий состоит из многопозиционного делительного поворотного стола 1 (фиг.1) с приводными шпинделями 2 и установленными на них зажимными патронами 3 с закрепленными в них керамическими изделиями 4. Многопозиционный делительный поворотный стол 1 имеет позиции 5 загрузки и 6 разгрузки керамических изделий 4, а также позиции 7, 8 и 9 их абразивной обработки, причем на каждой позиции - абразивными лентами 10 разной зернистости. На стойке 11 установлено три блока дискретной подачи абразивных лент 10, огибающих эластичные элементы 12 контактных головок 13 (фиг.4) державок 14, имеющих привод 15 их возвратно-поступательного перемещения. При этом каждый блок дискретной подачи абразивных лент 10 состоит из приводных барабанов 16 (два - на позиции 7 и 9) и 17 (на позиции 8) для отработанной абразивной ленты 10 и барабанов соответственно 18 и 19 с новой абразивной лентой 10. Барабаны 18 и 19 подпружинены обратным направлению вращения приводных барабанов 16 и 17 крутящим моментом, обеспечивающим необходимое натяжение абразивных лент 10.
Заявленный станок работает следующим образом.
Загруженное на позиции 5 керамическое изделие 4 закрепляется в зажимном патроне 3 и многопозиционным делительным поворотным столом 1 перемещается на позицию 7. Державки 14, предварительно настроенные на керамические изделия 4 данной конфигурации и размеров, приводом 15 перемещаются вниз, до полнопрофильного охвата абразивной лентой 10 края кольцеобразной поверхности (фиг. 3). При этом окончательная глубина "h" охвата абразивной лентой 10 края кольцеобразной поверхности керамического изделия 4 и ее оптимальная длина "L" (фиг. 4) устанавливаются посредством смещения державок 14 относительно края на расстояние "H" (фиг.5). После включения привода вращения шпинделей 2 на позиции 7 осуществляется абразивная обработка края кольцеобразной поверхности (шлифовка), закончив которую привод вращения шпинделей 2 выключается, а державки 14 приводом 15 поднимаются в исходное, нерабочее положение (фиг. 1). После этого абразивные ленты 10 приводным барабаном 16 подаются на шаг, обеспечивающий замену отработанной части новой. Многопозиционный делительный поворотный стол 1 в это время перемещает обработанное на позиции 7 керамическое изделие 4 на позицию 8. После чего технологический процесс абразивной обработки повторяется по приведенной выше схеме. На позиции 6 производится съем готового керамического изделия 4.
Таким образом, выполнение блоков дискретной подачи абразивных лент двухручьевыми, обеспечивающими возможность обработки керамического изделия в двух диаметрально противоположных его местах, позволяет разгрузить зажимной патрон от дисбалансной нагрузки (при односторонней обработке) и, как следствие, - повысить качество обработки и надежность работы. Кроме того, выполнение эластичных элементов контактных головок в виде сегментов позволяет осуществлять полнопрофильную обработку края кольцеобразных поверхностей разных керамических изделий (по конфигурации и размерам) без замены контактных головок, что значительно упрощает техническое обслуживание станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для шлифования и полирования фарфоровых изделий | 1960 |
|
SU139573A1 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК С КРУГЛЫМ ДЕЛИТЕЛЬНЫМ СТОЛОМ | 1994 |
|
RU2108221C1 |
| Автоматическая револьверная головка | 1990 |
|
SU1776493A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Многопозиционный станок для шлифования и полирования посуды | 1978 |
|
SU709335A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Станок для шлифования изделий сложной формы | 1977 |
|
SU733969A1 |
| Агрегатный переналаживаемый станок | 1986 |
|
SU1335421A2 |
Изобретение относится к станкостроению и может быть использовано при шлифовании и полировании выступающего края кольцеобразных поверхностей керамических изделий. На многопозиционном делительном поворотном столе установлены по количеству позиций приводные шпиндели с зажимными патронами для керамических изделий. Обработку осуществляют абразивными лентами, расположенными в блоках дискретной подачи. Последние выполнены двухручьевыми с двумя державками, установленными в диаметрально противоположных зонах обработки керамического изделия и имеющими эластичные элементы в виде сегментов. Такая конструкция обеспечивает полнопрофильную обработку керамических изделий различной конфигурации и размеров, а также упрощает конструкцию. 5 ил.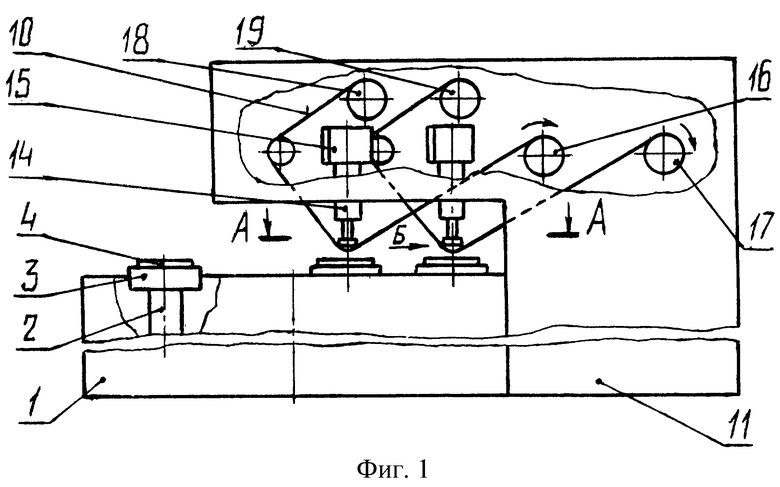
Станок для абразивной обработки выступающего края кольцеобразных поверхностей керамических изделий, содержащий многопозиционный делительный поворотный стол с установленными на нем по количеству позиций приводными шпинделями, снабженными зажимными патронами, и блоки дискретной подачи через державки по эластичным элементам их контактных головок абразивных лент, отличающийся тем, что блоки дискретной подачи абразивных лент выполнены двухручьевыми с двумя державками, установленными в диаметрально противоположных зонах обработки керамического изделия и имеющими эластичные элементы в виде сегментов.
| Устройство для шлифования керамических изделий | 1987 |
|
SU1528648A1 |
| Приспособление для шлифовки краев фарфоровых изделий, например, тарелок, имеющих радиальное биение | 1949 |
|
SU86485A1 |
| DE 10014502 С1, 13.09.2001 | |||
| DE 19841386 А1.23.03.2000. | |||

