1
Изобретение относится к области ленточного шлифования сложнофасонных поверхностей изделий переменного профиля, например лопаток газотурбинных двигателей.
Известны ленточно-шлифовальные станки для обработки сложнофасонных поверхностей изделий переменного профиля, выполненные в виде вращающихся шпинделей с изделиями и профильными копирами, огибаемыми движущейся абразивной лентой.
Известные станки позволяют обрабатывать сложно-фасонные поверхности изделий переменного профиля с линейным контактом абразивной ленты по всей их ширине, а следовательно, с большой производительностью.
Однако абразивная лента известных станков движется по профильной поверхности копира со скоростью резания. И хотя она при этом взаимодействует с копиром своей тыльной стороной, не имеющей абразива, все же в результате ее трения, а также попадания в зону между лентой и копиром осыпавшихся с нее и находящихся в воздухе частиц абразива, копир быстро изнашивается.
В предлагаемом станке несколько идентичных копиров установлены планетарно на вращающейся шлифовальной головке и огибаются абразивной лентой, а их поворот вокруг своих осей согласован через механическую передачу с перемещением обрабатываемых изделий. При этом лента вращается вместе с копирами. Это предотвращает износ контактных профильных поверхностей копиров.
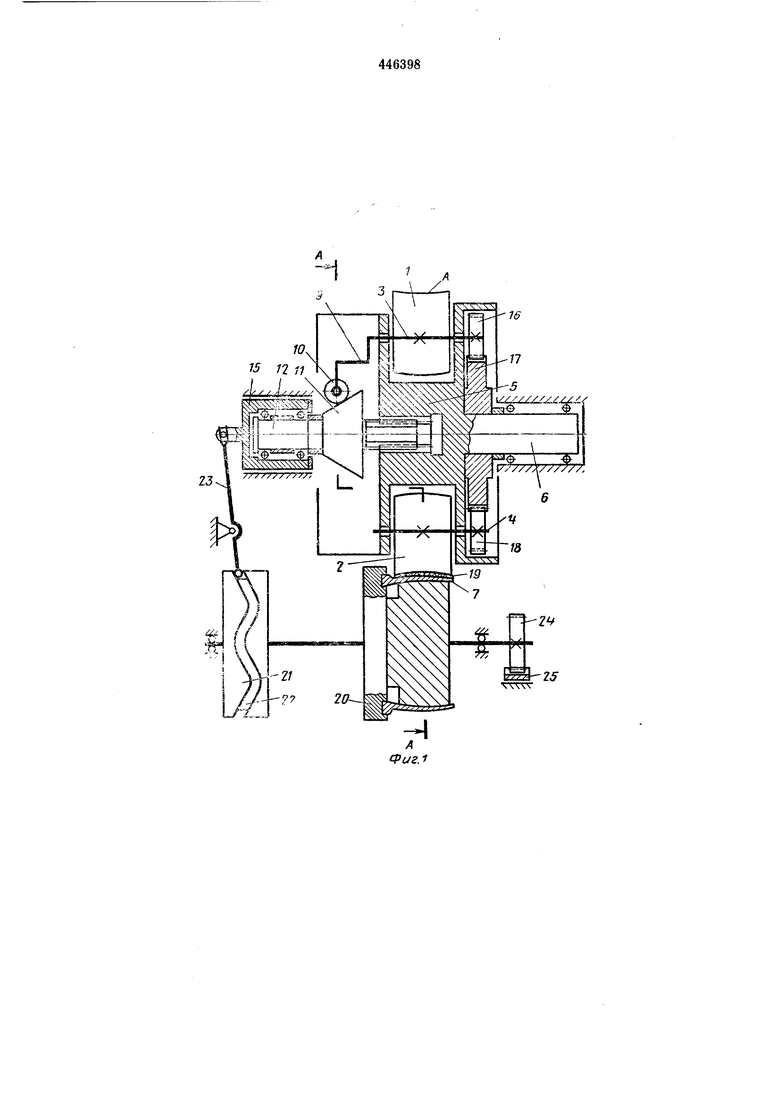
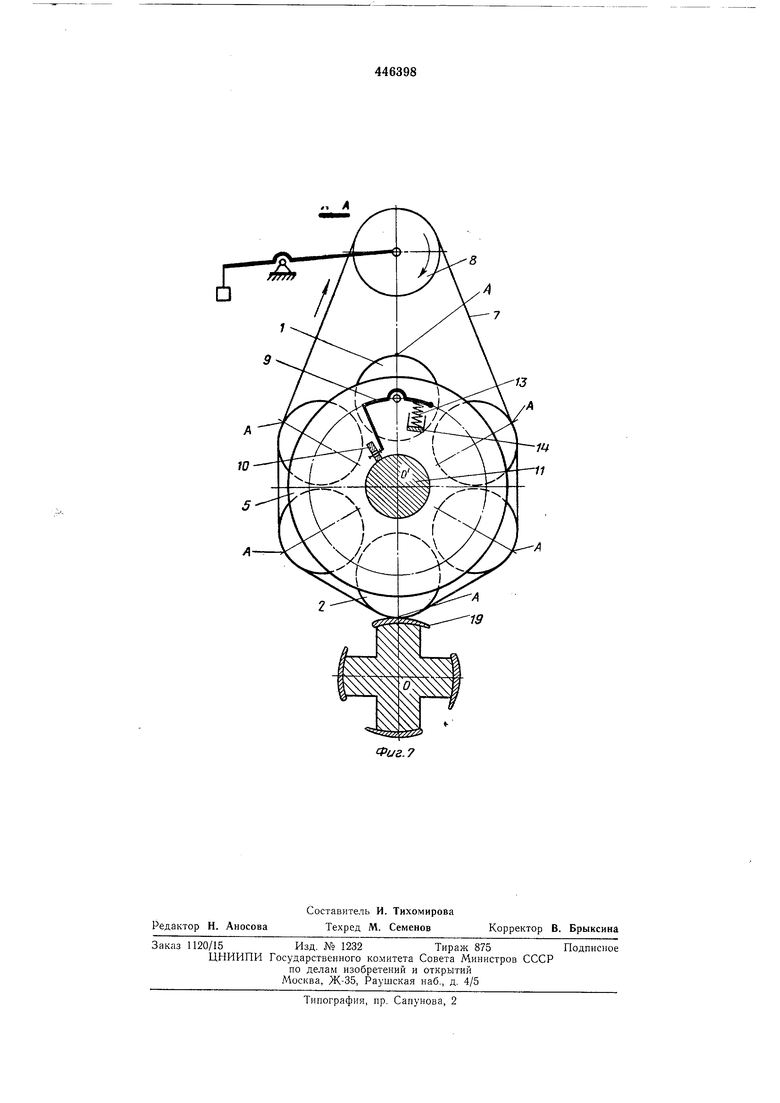
На фиг. 1 изображен предлагаемый станок в сеченни, проходящем через ось вращения планетарной шлифовальной головки, схема; на фиг. 2 - сечение по А-А на фиг. 1.
Идентичные профилированные копиры 1 и 2 и другие (см. фиг. 2, на которой для примера изображено 6 копиров) на валах 3 и 4 планетарно установлены в корпусе 5 шлифовальной головкп, свободно вращающейся вместе с валом 6 на подшипниках в станине станка.
Вращение шлифовальной головки производится бесконечной абразивной лентой 7 от приводного шкива 8 (фиг. 2), являющегося одновременно и натяжным.
С валом 3 одного из копиров жестко соединено коромысло 9, на конце которого закреплен свободно вращающийся ролик 10, контактирующий с конусом II вала 12. Поджим коромысла 9 с роликом 10 к конусу 11 осуществлен пружиной 13 (фиг. 2), второй конец которой упирается в кронштейн 14, закрепленный на корпусе 5. Левый конец вала 12 установлен на подшипниках в стакане 15, имеющем возможность совершать возвратно-поступательные движения вдоль оси вращения головки, а правый коиец шлицевым или шпоночным соединением установлен в головке корпуса 5.
На втором конце вала 3 копира 1 закреплена шестерня 16, входящая в зацеплепие с центральным зубчатым колесом 17, свободно вращающемся на валу 6 шлифовальной головки. Центральное зубчатое колесо входит в зацепление с шестернями 18, закрепленными на всех остальных валах копиров.
Обрабатываемые изделия 19 с помощью приспособлений закреплены на шпинделе
20,на левом конце которого жестко установлен кулачок 21 с пазом 22. Преобразование вращательного движения щпинделя 20 в поступательное перемещение стакана 15 осуществляется качающимся коромыслом 23, один конец которого входит в паз 22 кулачка
21,а второй соединен со стаканом 15. Вращение шпинделя 20 осуществляется, например, от шестерии 24, находящейся в зацеплении с зубчатой рейкой 25, совершающей возвратно-поступательные перемещения. Для сообщения рейке 25 перемещения может быть использовап любой предназначеппый для такой цели механизм, например гидроили -пневмоцилпндр (на чертеже не изображен).
При работе станка вращается приводной шкив 8, сообщающий через абразивную ленту 7 и копиры 1 и -2 вращение корпусу 5 шлифовальной головки и валу 12. При этом все копиры одинаковыми продольными сечениями А по всей ширине (фиг. 1) обрабатывают только одно продольное сечение изделия 19. Для обработки других иродольных сечений обрабатываемых изделий 19 рейке 25 сообщают перемещение, при этом через шестерню 24 проворачивается шпиндель 20 вместе с обрабатываемыми изделиями и кулачком 21, который через коромысло 23 перемещает стакан 15 вместе с валом 12. Осевое смещение конуса 11 вызывает поворот коромысла 9 вместе с валом 3, копиром 1 и шестерней 16. Шестерня 16 через центральное зубчатое колесо 17 и шестерни 18 разворачивает все остальные копиры, причем их иоворот происходит синхронно с поворотом копира 1. Обрабатываемое изделие 19, повернувшись на некоторый угол, входит в контакт с другимн продольными сечениями копиров. Если обрабатываемые изделия в разных продольных сечениях имеют разный профиль, то и соответствующие сечения копиров также имеют переменный профиль. При этом каждому продольному сечению обрабатываемых изделий соответствуют эквидистантные на толщину ленты сечения копиров. Если профили обрабатываемых изделий в поперечных сечениях не являются окружностями, то в поперечных сечениях (фиг. 2) копиры также не являются окружностями, т. е. их профили являются сопряженными обрабатываемому профилю.
Обработка изделий на станке производится сразу по всей высоте прииуска при медленном вращении шпииделя 20. После обработки одиой из деталей, когда она выходит из зоны резания, производится смена заготовки. Поворот шпинделя в период, когда обрабатываемые детали не соприкасаются с абразивной лентой, может ироизводиться ускоренно, для чего быстрее перемещают рейку 25.
В качестве механизма кинематической связи перемещения обрабатываемого изделия с перемещением стакана 15 могут быть использованы и другие устройства.
Предмет изобретения
1. Леиточно-шлифовальный станок для обработки сложно-фасонных поверхностей изделий переменного профиля, выполненный в виде вращающихся шпинделей с изделиями и профильными копирами, огибаемыми
движущейся абразивной лентой, отличающийся тем, что, с целью исключения износа контактных поверхностей копиров от трения абразивной ленты, коииры установлены планетарно на вращающейся головке,
огибаемой абразивной лентой, а их поворот вокруг своих осей согласован через механическую передачу с поворотом обрабатываемых изделий. 2. Стаиок по п. 1, отличающийся тем,
что механизм поворота копиров вокруг своих осей выполнен в виде коромысла, установленного на валу одного из копиров, на одном конце которого закреплена шестерня, взаимодействующая через установленную на
оси вращения головки центральную шестерню с шестернями всех копиров головки, ири этом коромысло взаимодействует с конусом, перемещаемым в осевом направлении от кулачка, установленного на оси поворота обрабатываемых изделий.
W
S-2J
N
,, А
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |