Предметом изобретения является способ опреде; ения зазоров между деталью с криволинейными обводами и поверхностью инструмента.
Известны индукционные контрольно-измерительные приборы для осуществления этого способа, в которых изменение величнны зазора между сердечником индукционной катушки и якорем вызывает перемещение стрелки индикатора.
Описываемый ниже способ отличается от известных тем, что прилегание детали к поверхности инструмента определяют посредством электрического прибора, устройство которого основано на изменении индуктивности магнитного датчика и снабжено электроизмерительным индикаторол, тарированным ио величине зазора.
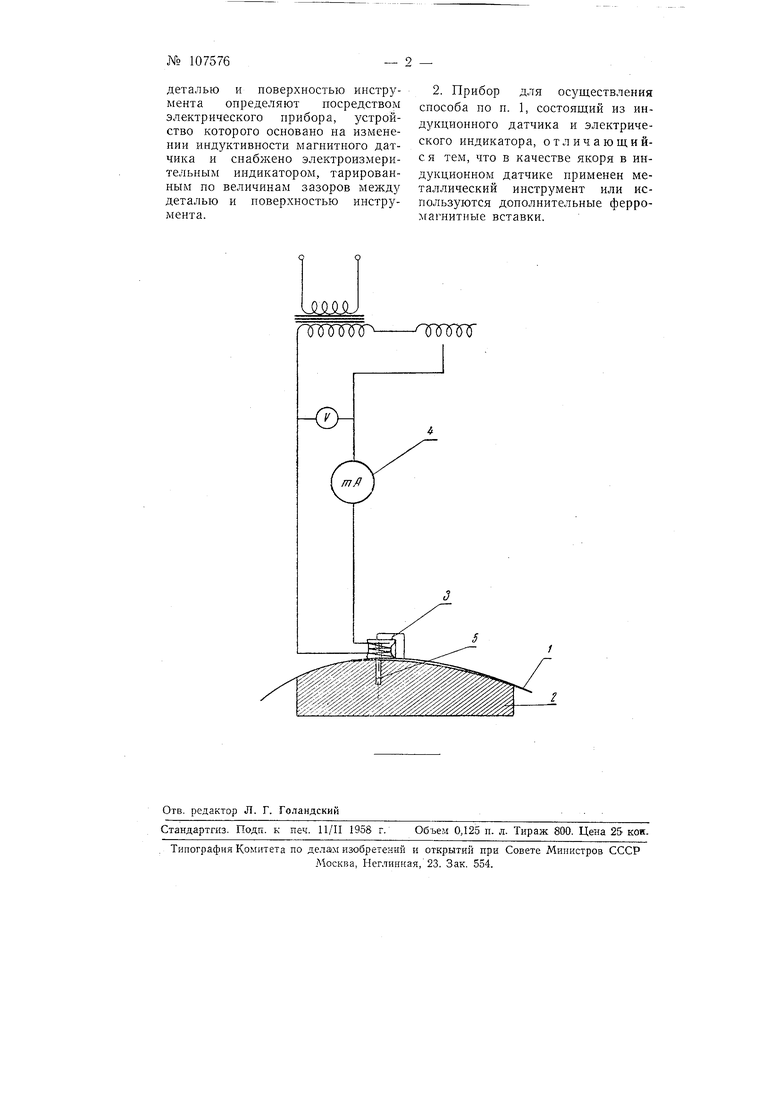
На чертеже показана схема прибора.
Способ основан на определении зазора между деталью, например обшивкой Д и поверхностью инструмента, например болванки 2, при выколоточных и обтяжных работах
посредством электрического приоора, выно:1ненного в виде индукционного датчика 3 и электроизмерите„тьного индикатора, например миллиамперметра 4. Роль якоря в датчике выполняет инструмент. Если nHCTpyjMCHT не металлический, то в местах, где нужно измерить зазор, вставляют железные вставки 5. При изменении величины зазора изменяется и индуктивность датчика, что отражается на показании электроизмерите,1ьного индикатора, тарированного непосредственно в значениях величины зазора.
П р е д.м е т изобретен и я
1. Способ определения прилегания детали с криволинейными обводамн из листового немагнитного материа,ча к новерхности инструмента (матрице, болванке и пр,) при выколоточных и обтяжиых работах, от л и ч а ю ш; и и с я тем, что, с целью повышения точности определения степени нрилегания, вечичину зазора между контролируемой
деталью и поверхностью инстрз мента определяют посредством электрического прибора, устройство которого основано на изменении индуктивности магнитного датчика и снабжено электроизмерительным индикатором, тарированным по величинам зазоров между деталью и поверхностью инструмента.
2. Прибор для осуществления способа по п. 1, состоящий из индукционного датчика и электрического индикатора, отличающийс я тем, что в качестве якоря в индукционном датчике применен металлический инструмент или используются дополнительные ферромагнитные вставки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для определения толщины покрытий | 1960 |
|
SU133726A1 |
| УСТРОЙСТВО ДЛЯ ТАРИРОВКИ ДАТЧИКОВ ИМПУЛЬСНОГО ДАВЛЕНИЯ | 2004 |
|
RU2261421C1 |
| Способ управления индукционным нагревом деталей | 1982 |
|
SU1036770A1 |
| Электромагнитный манометр | 1948 |
|
SU84096A1 |
| ПРИБОР ДЛЯ УСТРОЙСТВА ГЕНЕРАЦИИ АЭРОЗОЛЯ | 2019 |
|
RU2762626C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ВИТКОВЫХ ЗАМЫКАНИЙ И ЗАМЫКАНИЙ НА КОРПУС ОБМОТОК ЯКОРЕЙ КОЛЛЕКТОРНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН С УРАВНИТЕЛЬНЫМИ СОЕДИНЕНИЯМИ | 1971 |
|
SU297008A1 |
| СПОСОБ ТОЧНОГО ОБНАРУЖЕНИЯ ЗАМЫКАНИЯ МЕЖДУ УРАВНИТЕЛЯМИ ПЕРВОГО РОДА ПРОСТОЙ ПЕТЛЕВОЙ ОБМОТКИ ЯКОРЯ КОЛЛЕКТОРНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2010 |
|
RU2456626C1 |
| Индукционный прибор для контроля структуры металлов | 1960 |
|
SU145383A1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЫСОТЫ ДЕТАЛИ | 2011 |
|
RU2485442C1 |
| Станок для копировальной обработки | 1985 |
|
SU1288021A1 |