Способы поперечной прокатки в винтовых калибрах круглых профилированных полых заготовок для кольцевых изделий известны.
Особенностью описываемого способа является применение в качестве исходной заготовки горячекатаного прутка, из которого вначале прошивается гильза, а затем с того же нагрева прокатывается профильная полая заготовка. Этот способ улучшает и удешевляет процесс прокатки.
Схема агрегата для прокатки по описываемому способу изображена на фиг. 1. Исходной заготовкой служит круглый горячекатаный пруток. Нагретая в печи / заготовка механизированным способом подается в двухвалковый прошивной стан 2, где производится прошивка гильзы. Прошитая гильза без дополнительного подогрева механизированным способом передается в трехвалковый формовочный стан 5, валки которого имеют винтовые калибры. В формовочном стане осуществляется поперечная прокатка в винтовых калибрах на оправке профилированных заготовок. Прокатка может осуществляться на плавающей оправке, при этом со стана получается профилированная труба; либо на неподвижной в осевом направлении оправке (фиг. 2). При этом на стане может осуществляться полное отделение прокатываемых заготовок непосредственно в калибрах, либо с помощью многодисковой летучей пилы (фиг. 3), отрезающей заготовки при выходе их из валков.
Нормальный процесс формовки заготовок может быть обеспечен лишь при правильной калибровке прокатных валков формовочного стана.
Профиль валка для прокатки заготовок из гильз состоит из трех участков: подготовительного, формующего и калибрующего (фиг. 4).. Валок на подготовительном участке калибра представляет собой конусную бочку с цилиндрическим пояском. На этом участке производится посадка на оправку и 1ебольшое
обжатие стенки гильзы. Таким образом в формующий участок калибра поступает сравнительно точная по размерам заготовка. Наличие подготовительного участка позволяет применять в качестве заготовки вместо трубы гильзу, получаемую непосредственно с прошивного стана. Формующий и отделочные участки калибра нарезаны по винтовой линии. В отделочном участке заготовка калибруется по размерам и устраняется овальность сечений. Для обеспечения точных размеров по длине прокатываемой заготовки выход из калибра осуществляется одновременно по всей длине профиля.
Предмет изобретения
1.Способ поперечной прокатки в винтовых калибрах круглых профилированных полых заготовок для кольцевых изделий, отличающийся тем, что, с целью улучшения процесса и удешевления его, в качестве исходной заготовки применен горячекатаный пруток, из которого вначале прошивается гильза, а затем с того же нагрева прокатывается профильная полая заготовка.
2.Прием для выполнения поперечной прокатки по п. 1, отличающийся тем, что, с целью улучшения процесса, заготовка прокатывается на стане ШТУЧНЫХ изделий на неподвижной по оси оправке и отделяется или непосредственно в калибрах, или после выхода из валков с помощью летучей многодисковой пилы, при этом обеспечивается возможность проката профилированных труб на неподвижной по оси и плавающей оправке.
3.Устройство для поперечной прокатки по п. 1, отличающееся тем, что, с целью уточнения размеров сечения заготовки, имеется подготовительный участок калибра, в котором заготозка перед поступлением в винтовой калибр, благодаря наличию конусной бочки с пояском, обжимается, вследствие чего в формовочный стан задается гильза, полученная с прощивного стана.
4.Устройство для поперечной прокатки по пп. 1, 2 и 3, отличающееся тем, что, с целью получения точного профиля изделия, формующий гребень винтового калибра сконструирован таким образом, что обжимаемый металл свободно вытесняется по оси прокатки в сторону входа заготовки в валки.
5.Устройство для поперечной прокатки по пп. 1, 2, 3 и 4, отличающееся тем, что, с целью устранения колебаний размеров по длине заготовки, отделочный участок винтового калибра сконструирован таким образом, что он обеспечивает одновременный выход заготовки по всей длине профиля.
Схема агрегата дт прокатки профилированных /прдбных заготовок кольцебых и отупочных изделий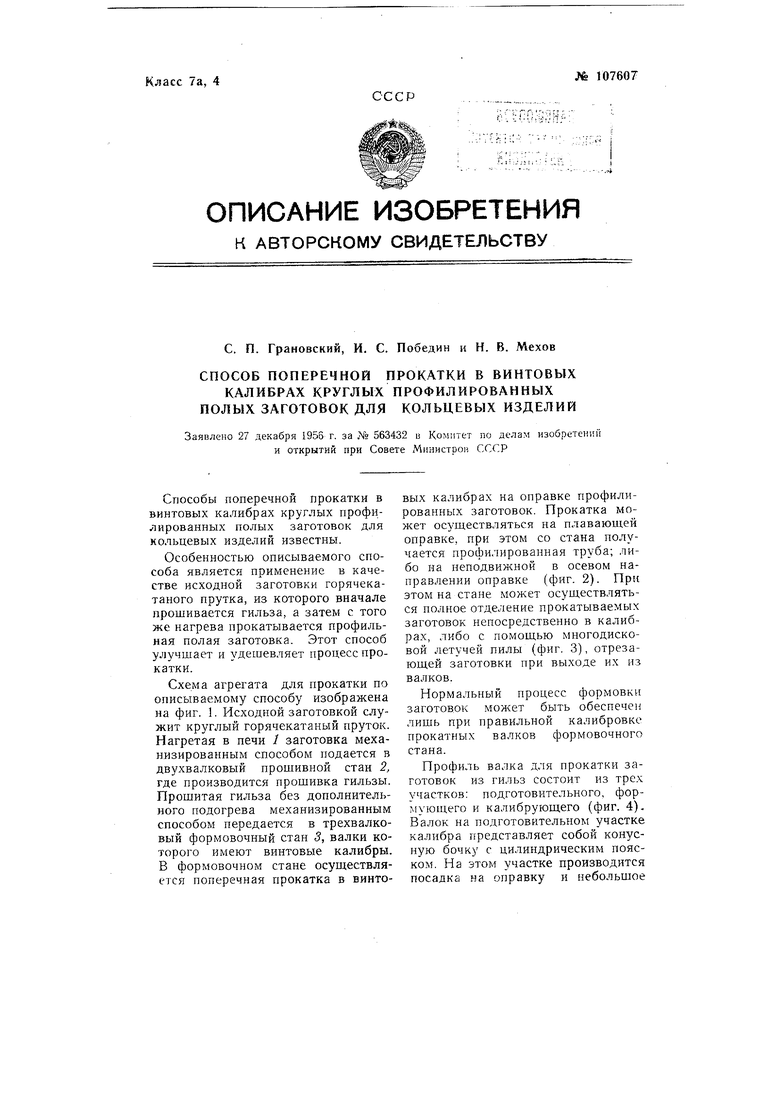

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Приемное устройство на выходной стороне формовочного стана | 1958 |
|
SU120819A1 |
| Комбинированный способ прошивки и вытяжки труб на трехвалковом стане | 1959 |
|
SU129162A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2523394C1 |
| Способ получения коротких тел вращения и валки для его осуществления | 1978 |
|
SU759186A1 |
| Стан для прокатки полых вагонных осей | 1961 |
|
SU145511A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2380179C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |


Схема агрегата для прокатки заготоВон
ал Ли
