Заготовки для профильных колец подшипников и других аналогичных изделий, имеющие массовое применение, изготовляются ковкой на горизонтально-ковочных машинах. Кроме того, такие изделия выполняют из гладких труб точением, путем резки труб на штучные заготовки и последующей штамповки из них профильных колец. Ковка заготовок на горизонтально-ковочных машинах сравнительно малопроизводительна и связана с тяжелым физическим трудом. Кроме того, много металла идет в отход из-за больших припусков на механическую обработку заготовок и значительных концевых отходов. Применение гладких труб, хотя и позволяет механизировать и автоматизировать изготовление колец, но значительно удорожает производство из-за высокой стоимости труб по сравнению с прутковой сталью. При этом также большое количество металла идет в стружку.
Способы получения профилированных труб и изделий на трехвалковых станах винтовой прокаткой известны. Прокатка и прошивка гильзы и формовка трубы в известных способах осуществляются в двух последовательно расположенных станах. Вследствие этого агрегат для прокатки профилированных труб является сложным, имеет большой вес и размеры.
Предлагаемый трехвалковый стан поперечно-винтовой прокатки профилированных труб отличается от известных тем, что прошивка заготовки и прокатка трубы осуществляются в одном калибре за один проход.
Нагретый пруток захватывается косорасположенными вращающимися валками. При этом заготовка, вращаясь и одновременно продвигаясь по оси прокатки, встречает на своем пути пробку и прошивается. По мере дальнейшего продвижения в валках прошитая заготовка попадает в винтовой калибр, где она постепенно обжимается между профильными ребордами валков и оправкой, приобретая требуемую форму. За каждый оборот валков прокатывается одно кольцевое изделие, соединенное перемычкой с остальной заготовкой. Процесс прокатки протекает непрерывно, пока не прокатается вся труба.
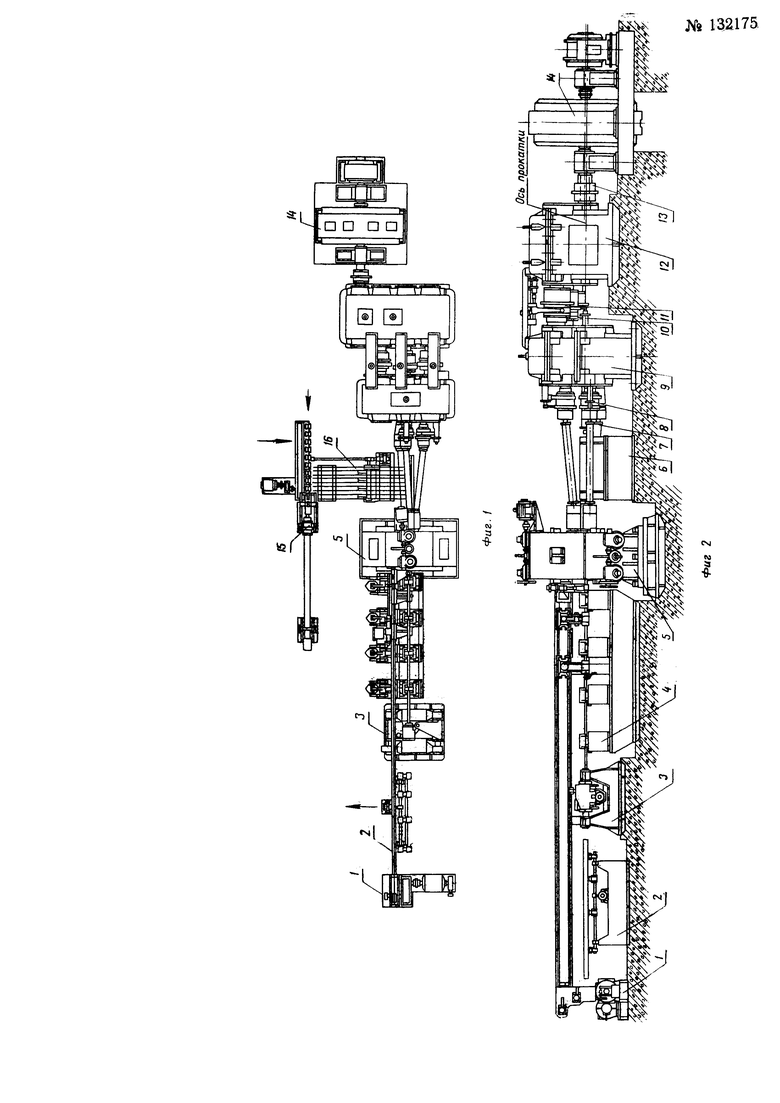
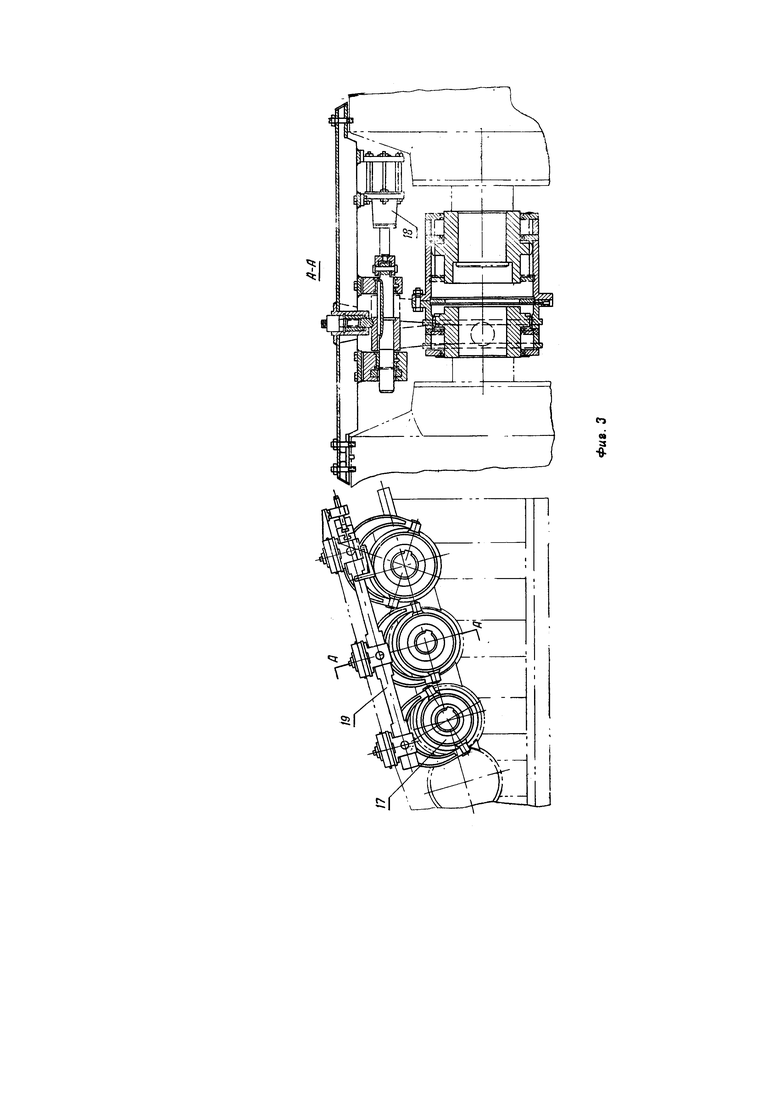
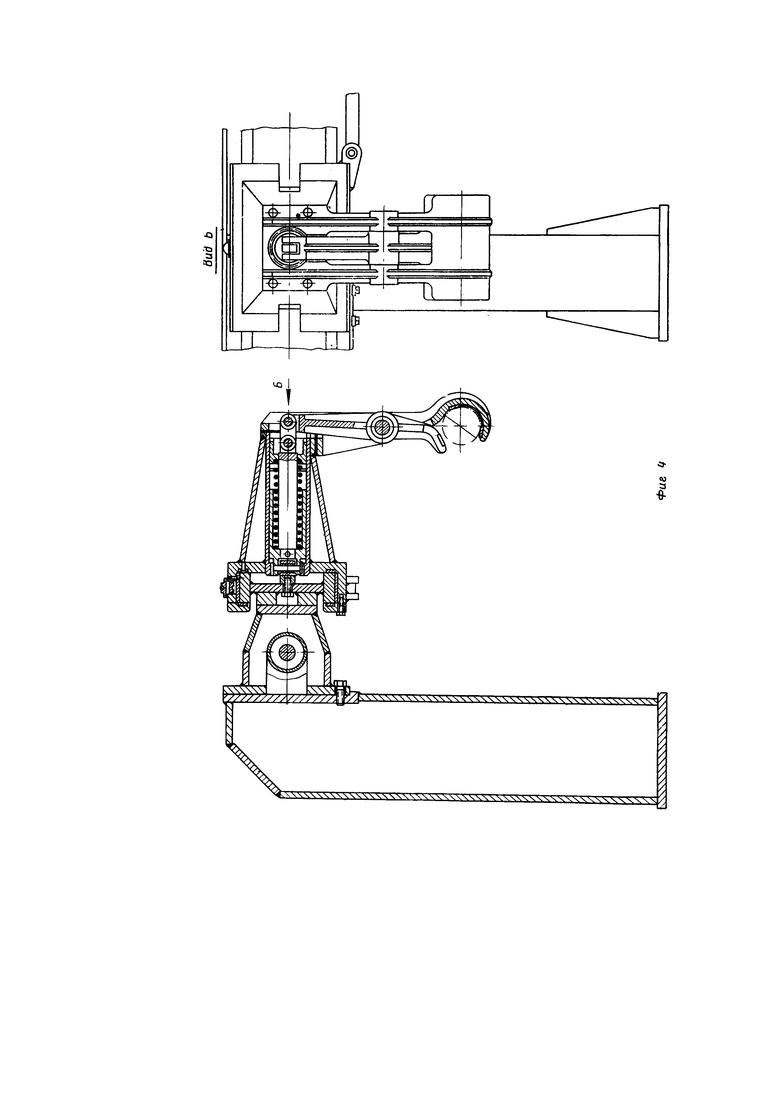
На фиг. 1 показан план расположения оборудования; на фиг. 2 - главная линия стана в общем виде; на фиг. 3 - муфта переключения скоростей вращения прокатных валков; на фиг. 4 - механизм стягивания трубы со стержня клещевым зажимом.
Основные узлы предлагаемого, стана: 1 - канатный привод для стягивания со стержня профилированной трубы, 2 - сбрасыватель, 3 - упорный подшипник, 4 - центрователь, 5 - рабочая клеть, 6 - желоб с проводками, 7 - шпиндели, 8 - регулируемая муфта, 9 - шестеренная клеть, 10 - толкатели, 11 - муфты переключения скоростей движения валков, 12 - редуктор, 13 - муфта сцепления редуктора с двигателем, 14 - синхронный электродвигатель, 15 - линия зацентровщика, 16 - решетка с перебрасывателем.
Особенностью конструкции стана является то, что прошивка гильз осуществляется на трехвалковой рабочей клети, а формовка заготовок - винтовыми калибрами, являющимися продолжением прошивных валков стана. Применение трехвалковой клети обеспечивает минимальную овальность при прошивке гильзы и, следовательно, наиболее точное дозирование металла, поступающего в винтовой калибр, что очень важно для ведения нормального процесса, формовки заготовок. Кроме того, стан с трехвалковой клетью, не имеющий проводок, обеспечивает получение заготовок с более точными размерами по наружному и внутреннему диаметрам и лучшее качество поверхности труб.
Привод валков стана осуществляется от электродвигателя переменного тока и обеспечивает возможность переключения скоростей вращения валков по трем ступеням. Механизма переключения скоростей вращения валков обеспечивает одновременное включение только одной зубчатой муфты 17, благодаря чему исключается поломка редуктора и шестеренной клети, неизбежная при случайном включении одновременно двух муфт. Переключение скоростей вращения валков осуществляется при помощи трех зубчатых муфт 17, соединяющих шестеренную клеть и редуктор. Включение и выключение муфт производится пневматическими цилиндрами 18 с пульта управления. Для гарантированного включения только одной скорости предусмотрена блокировка, выполненная в виде планки 19 с тремя отверстиями, перемещаемой в плоскости, перпендикулярной к осям муфт. Отверстия в планке расположены таким образом, что при попытке включения одновременно двух или трех муфт только один конец штока цилиндра попадает в отверстие планки, а два других штока упираются в планку и, таким образом, две другие муфты не могут быть, включены. При необходимости включения следующей муфты вначале должна быть отведена включенная муфта, затем планка перемещается так, чтобы отверстие в ней совпало с осью штока цилиндра, включающего требуемую муфту. Механизма для осевой выдачи профилированной трубы, в отличие от известных конструкций подающих роликов для гладкой трубы, обеспечивает захваты профилированной трубы клещевым зажимом, перемещаемым по направляющим при помощи канатной передачи. Предлагаемая конструкция стана уменьшает количество обслуживающих рабочих, сокращает вес оборудования и потребную производственную площадь, а также упрощает автоматизацию стана. Кроме того, более эффективно используется нагрев заготовок под прокатку, так как формовка их осуществляется в тех же валках, что и прошивка, и температура прошитой гильзы не снижается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЕТАЛЕЙ БУРОВЫХ ЗАМКОВ | 2005 |
|
RU2299104C1 |
| Способ поперечной прокатки в винтовых калибрах круглых профилированных полых заготовок для кольцевых изделий | 1956 |
|
SU107607A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Стан для прокатки полых вагонных осей | 1961 |
|
SU145511A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ | 2007 |
|
RU2349401C1 |
| Способ раскатки трубных заготовок | 2019 |
|
RU2722952C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2268796C2 |
| СПОСОБ ПРОКАТКИ ТРУБНОЙ ЗАГОТОВКИ | 2015 |
|
RU2591913C1 |
1. Стан для одновременной прошивки и прокатки профилированных трубных заготовок для кольцевых изделий, отличающийся тем, что, с целью повышения производительности стана и улучшения качества трубных заготовок, рабочая клеть стана имеет три валка, приводимых во вращение от привода с электродвигателем переменного тока, обеспечивающего дистанционное управление переключателем скоростей вращения валков при гарантированном одновременном включении только одной скорости.
2. Форма выполнения стана по п. 1, отличающаяся тем, что для стягивания со стержня профилированной трубы применен механизм, выполненный в виде клещевых зажимов, перемещаемых канатным приводом.
